



基于三菱 PLC 的雙面銑床控制系統程序設計
2017-5-4 來源:江蘇商貿職業學院 作者:王亞東
摘要:采用三菱 PLC 對雙面銑床進行技術改造,針對雙面銑床的控制要求,給出兩種程序設計方案,并簡單分析了各自的優缺點,PLC 的應用不但大大提高了系統運行的可靠性和抗干擾能力,降低了設計運行的故障率,同時給設計維護帶來極大的便利,對同類設備的技術改造有較大的參考價值。
關鍵詞:PLC;銑床;工作方式;IST
PLC 的全稱是 Programmable Logic Controller(可編程控制器),剛引入國內時,曾簡稱為 PC。后來,IBM-PC 獲得廣泛應用,PC 成了個人電腦的代名詞,才改為 PLC。PLC 是一種智能產品,是在電器控制技術和計算機技術的基礎上開發出來的,并逐漸發展成為以微處理器為核心,把自動化技術、計算機技術、通信技術融為一體的新型工業控制裝置。目的是用來取代繼電器、執行邏輯、記時、計數等順序控制功能,建立柔性的程控系統。國際電工委員會(IEC)于 1987年頒布了可編程控制器標準草案第三稿,明確強調了 PLC 直接應用于工業環境,具有通用性強、使用方便、適應面廣、可靠性高、搞干擾能力強,編程簡單等特點。在工業領域中,PLC 控制技術的應用已成為世界潮流。
在傳統的機床控制系統中,都是采用繼電器——接觸器等元器件組成的硬件邏輯控制電路,在 PLC 出現之前,一直占主導地位,應用廣泛。但是電氣控制系統存在體積大、可靠性低、查找和排除故障困難等缺點,特別是其接線復雜,工藝難度高,不易更改,對生產工藝變化的適應性也差,所以用 PLC 控制取代傳統機床電氣控制系統是機床控制發展的主要趨勢。它可以完美的解決傳統機床電氣控制系統的可靠性、柔性、開發周期、故障自診斷等問題。
銑床作為機械加工的通用設備,在汽車等配件生產加工中起著不可替代的作用。而雙面銑床由于兩面可同時加工,加工效率高,應用更為廣泛,本文主要進行雙面銑床的 PLC 控制程序設計。
1.雙面銑床控制系統控制要求。
工作臺來回往返運動由液壓驅動,工作臺速度和方向由限位開關SQ1—SQ3 控制。工作臺與主軸循環工作過程為:工作臺啟動——向右快進(左動力頭)——減速工進,同時主軸啟動,加工結束——停止工進,主軸延時 10S 停轉——工作臺向左快退回原位——進入下一循環工作狀態。右動力頭的運行方向與左動力頭相反。
控制要求:PLC 設計時,工作方式設為自動循環、點動、單周循環和步進 4 種;主軸只在自動循環和單周循環時啟動;要有必要的電氣保護和聯鎖裝置;自動循環時按下圖的順序動作。
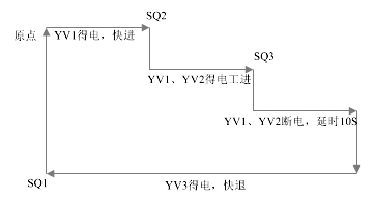
圖 1 雙面銑床動力頭的動作順序
2.PLC 設計設計
2.1 采用 IST 指令實現程序設計
根據控制系統要求,該程序主要需包括四種工作方式,分別為自動循環、點動、單周循環和步進,最為簡便的編程方法是使用功能指令的初始化指令 IST(FNC60)。
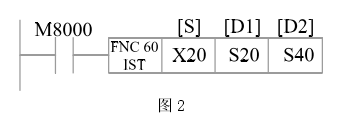
梯形圖源操作數 S 表明的是首地址,它有共 8 個位連號軟元件元件組成,由開關量輸入繼電器 X20~X27 組成,其功能分別是:
X20:手動工作方式的輸入控制信號;X21:返回原點工作方式的輸入控制信號;X22:單步工作方式的輸入信號;X23:單周期工作方式的輸入控制信號;X24:全自動工作方式的輸入控制信號;X25:返回原點的啟動信號;X26:進入自動工作方式的啟動信號;X27:停止。在開關量輸入 X20~X24 中,不允許有兩個或兩個以上的輸入端同時閉合,因此,必須選用滿足該條件的轉換開關,且該開關至少有五擋位置,當開關扳到某擋位置時,只有該位置的觸點閉合,其他各位置的觸點斷開。在梯形圖中,目的操作數 D1 和 D2 只能選用狀態器 S,其范圍是 S20~S899,其中 D1 表示自動工作方式所使用的最低位狀態器,D2 表示自動工作方式時所使用的最高位狀態器。S0~S9 是實際發始狀態器地址編號。S0 是各操作的初始狀態,S1 是原點回歸的初始狀態。
同時, 與IST指令有關的特殊輔助繼電器有 8 個。 它 們 是M8040~M8047,其中 M8040:轉移禁止;M8040:轉移開始;M8042:起動脈沖;M8043:返回原點完成,當 M8043 為 1 時,允許進入自動工作方式,當 M8043 為 0 時,表示返回原點未完成,不允許進入自動工作方式;M8047:STL 監控有效。
因此,如果采用 IST 指令設計該雙面銑床控制程序時,可將程序設計成四部分,第一部分 IST 指令;第二部分為手動程序,設計在狀態點 S0 下;第三部分為返回原點程序,設計在狀態點 S1 下,且在該部分程序最后,到達原點時對 M8043 置 1,表示返回原點完成;第四部分為自動和單周程序,設計在狀態點 S2 下。若 X20 為 ON 時,狀態器 S0 為 1,表示工作在手動工作狀態;若 X21 為 ON 時,狀態 S1為 1,處于返回工作原點狀態,當返回工作原點完成時,M8043 置 1,,此時如果 X22 為 ON,則工作于單步工作狀態即步進狀態,每按一次啟動按鈕,就進行一次狀態轉移,如果輸入端 X23 為 ON,則處于單周期工作狀態,每按一次啟動按鈕,掃行完一個周期后,停止在起始狀態 S2;如果輸入端 X24 為 1 時,則處于自動工作方式,循環執行用戶程序。由此可見,該程序完全滿足該雙面銑床控制系統的四種工作方式。但是我們同時也可以發現,一旦采用 IST 指令,其輸入端一次性占用 X20~X27 共 8 個輸入點,對于三菱 FX2N-32MR 的 PLC 來說,有可能輸入點是不夠用的,并且它必須采用至少有五檔的轉換開關,那我們可不可以不采用 IST 指令同樣也可以實現控制要求呢?
2.2 采用基本指令實現程序設計
2.2.1 程序的總體結構
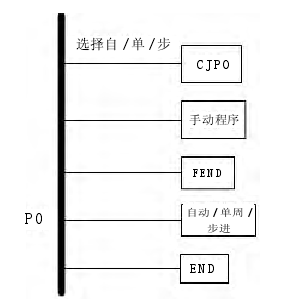
圖 3 雙面銑床控制系統 PLC 梯形圖總體結構
圖 3 為雙面銑床的 PLC 梯形圖程序的總體結構,將程序分為公用程序、手動程序和自動程序三個部分,其中自動程序包括單步、單周期、自動循環和自動回原點四部分。這是因為它們的工作都是按照同樣的順序進行,所以將它們合在一起編程更加簡單。回原點程序放在自動程序的初始狀態點 S0 中,因為自動循環等工作方式起點就要求動工作臺處于原點位置,梯形圖中使用跳轉指令使得自動程序和手動程序不會同時執行。
2.2.2 各部分程序的設計
(1)公用程序。公用程序如圖 4 所示,用于自動程序和手動程序相互切換的處理。當選擇自動 X7、單周 X10、步進 X11 這三種工作方式時,程序跳轉至 P0 執行自動程序,反之若選擇的是手動
X12,則執行手動程序。當執行手動程序時,首先將狀態點 S0~S13復位,同時將輸出 Y0~Y4 復位,再進行手動工作方式,必免同時有兩個活動步的異常情況,同時為避免手動工作時的越程故障,可在左動力頭和右動力頭輸出上分別加上 SQ3 和 SQ1 的常閉觸點,進行位置限制。
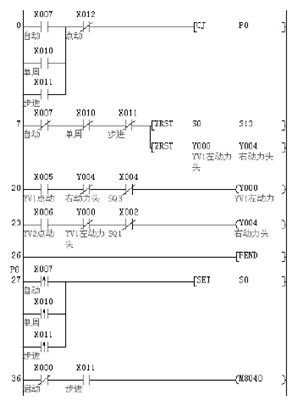
圖4 公用程序
自動程序初始狀態點 S0 的激活,由自動 X7、單周 X10、步進X11 三個輸入的并聯進行觸發,并采用邊沿觸發,如果采用普通觸發,當以上三個輸入開關閉合時,會出現初始狀態點 S0 一直處于激活狀態,當自動程序開始執行時,會同時出現兩個活動步的異常情況,而采用上升沿觸發,只有當開關合上一瞬間,初始狀態點 S0 才會被激活,當下一個狀態點滿足條件激活時,S0 狀態點關閉。
步進工作狀態依靠特殊輔助繼電器 M8040 來實現,由啟動按鈕X0 的常閉觸點和步進工作狀態選擇開關 S11 的常開狀態驅動特殊輔助繼電器 M8040。當步進選擇開關 S11 閉合,沒有按下啟動按鈕X0 時,M8040 為 1,禁止狀態轉移,按下啟動按鈕 X0 時,常閉觸點斷開,M8040 為 0,允許狀態轉移,即跳轉至下一個狀態點,執行下一步動作,由此,每按一次,自動程序執行一步,即實現了步進控制。
(2)自動程序。自動程序功能圖如圖 5 所示,其中包含單周、自動循環以及自動回原點程序。其中單同和自動循環通過狀態點 S13下的跳轉實現,當選擇單周或步進時,程序跳轉至狀態點 S0,當選擇自動或步進時,程序跳轉至狀態點 S10。自動回原點程序設計在初始狀態點 S0 下。當返回原點后,即到達行程開關 SQ1 位置,給出原點信號 Y5,作為下一個狀態 S10 激活的條件之一。同時需注意的是,因為步進工作方式與自動程序是合在一起編程的,當程序工作在單周或自動時,滿足下一個狀態點激活條件時,則跳轉至下一個狀態點執行,而工作在步進工作狀態時,盡管滿足了下一個狀態點激活條件,但沒有按下啟動按鈕,程序不會執行下一個狀態點的動作,即當前狀態點一直處于激活狀態,當前狀態點也一直有輸出,為了避免這種情況的出現,在每個狀態點的輸出元件上,加上條件限制,當滿足跳轉條件時,盡管沒有跳轉,當前狀態點也無輸出。如在狀態點 S10 的輸出元件前串上 SQ2 的常閉觸點。
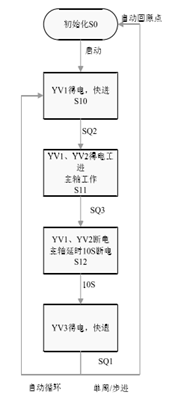
圖5 自動程序的功能表圖
(3)程序調試。程序調試時,可各部分程序分別調試,然后再進行全部程序的調試,也可直接進行全部程序的調試。
3.總結
本文介紹的在雙面銑床控制系統中應用 PLC 替代繼電器—接觸器電氣控制線路的技術改造,經過實際運行,系統運行穩定可靠,能很好的保證其加工精度和定位精度,兩個編程方法各有優缺點,采用IST 指令,編程方法簡單,程序結構清晰,但在工作方式的選擇開關上一定要采用五檔轉換開關來實現,采用普通指令,編程較為復雜但開關無特殊要求。總之,PLC 的應用不但大大提高了系統運行的可靠性和抗干擾能力,降低了設計運行的故障率,同時給設計維護帶來極大的便利,對同類設備的技術改造有較大的參考價值。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

