控")



宏程序在異形特殊螺紋數(shù)控車削加工中的應用
2016-12-5 來源:河南工業(yè)職業(yè)技術學院 作者:劉志剛 劉立新
摘要:介紹了圓弧螺紋和異形螺紋的概念和特點,設計了異形特殊螺紋加工宏程序流程圖,對異形特殊螺紋數(shù)控車削加工刀具選擇、夾具選擇和加工方法等方面進行了分析,最后舉出具體加工實例并利用基本指令爭宏程序配合編寫出該零件的加工程序。
關鍵詞:宏程序;特殊螺紋;數(shù)控;車削加工
0.引言
在一些螺旋傳動機構和塑料制品螺紋聯(lián)接中.常采用大螺距的特殊螺紋.目的是為了提高螺紋強度,獲得更好的密封性。特殊螺紋可分為圓弧螺紋和異形螺紋,圓弧螺紋是非標準的螺紋.也稱為圓弧螺旋形。以大徑和螺距來表示大小,牙型為圓弧形。是由兩圓弧和一直線連接而成。牙型角a=300.牙粗、圓角大。螺紋不易被損壞,常用于容易生銹或接觸污物的場合;異形螺紋,其牙型異形,幾何形狀特殊。加工工藝復雜。是數(shù)控車削加工中難加工的螺紋之一。
1.異形特殊螺紋加工宏程序流程圖設計
由于異形特殊螺紋牙型特殊、螺距大、寬度大、車削時切削力大、精度不容易控制等特點。難以使用螺紋切削基本指令編程.也難以利用CAM軟件編程實現(xiàn)其加工。通過實踐,發(fā)現(xiàn)把螺紋切削基本指令和宏程序結合起來編程加工異形特殊螺紋.是該類零件加工最實際、最有效的一種方法。宏程序具有靈活、通用、智能等優(yōu)點。數(shù)控加工中被廣泛應用。對于復雜零件的編程.事先要設計加工流程圖來指導編程人員分析、設計、檢查宏程序。以期少走彎路,編制出合理的加工程序。宏程序加工流程圖設計是根據加工工藝路線,提取出變量,然后根據變量變化規(guī)律,建立循環(huán)體并確定循環(huán)流出條件,是程序設計人員對解決零件加工工藝問題時,方法、思路或算法的一種描述。一般包括順序、選擇、循環(huán)3種基本結構,異形特殊螺紋數(shù)控車削加工宏程序設計流程如圖1所示。
2.異形特殊螺紋加工工藝分析
(1)刀具選擇
刀具的選擇應根據牙型來確定。切削深度較小的特殊螺紋可選擇角度較小的尖刀或偏刀(如300、350尖刀或偏刀),加工的螺紋牙型表面較粗糙,精度低,可通過減小步距提高加工精度。但增加了切削次數(shù),延長了加工時間,效率較低,在具體實踐中。應適當選取步距,兼顧精度和效率。若是帶有弧形的異形特殊螺紋,可選用圓弧刀.但要注意圓弧刀半徑要小于弧形曲率半徑,否則易出現(xiàn)干涉現(xiàn)象。
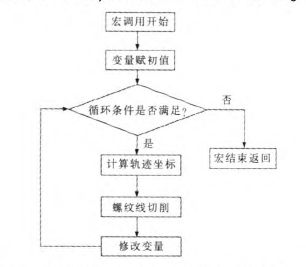
圖1 特殊螺紋數(shù)控加工宏程序設計流程圖
(2)夾具選擇
一般情況下采用三爪卡盤裝夾.若是在細長軸類工件上加工異形特殊螺紋.則需采用三爪卡盤和活動頂尖配合.采用一夾一頂方式進行裝夾。由于切削力作用有時為了防止工件產生軸向位移.必須利用工件的臺階做限位支承。
(3)異形特殊螺紋加工方法分析
異形特殊螺紋具有牙型深、寬度大、螺距大特點,從而使切削余量和切削抗力也較大,在加工時宜采用低速分層擬合車削。具體來說,就是將螺紋牙型深度按一定的數(shù)值分成若干層分別加工.通過不斷改變刀具起點位置逼近實際螺紋輪廓。
(4)力1512中應注意的問題
①要根據不同情況。合理選擇刀具角度和刀具圓弧半徑,防止發(fā)生干涉現(xiàn)象;
②編程中采用恒轉速G97指令和每轉進給G99指令加工:
③粗、精加工時,轉速必須一致,否則會造成亂牙現(xiàn)象,建議轉速在300 r/min以下:
④加工時,要保證零件有足夠的裝夾強度,以免因振動引起崩刀:
⑤粗車后,表面粗糙度值較高,應留合適余量進行精車.以去除殘留在表面的毛刺等。
3.異形特殊螺紋加工實例
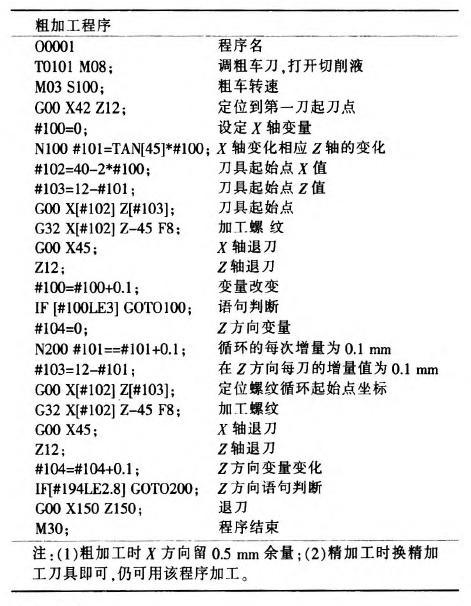
異形螺紋型芯如圖2所示。參考加工程序如表1所示。
4.結語
在對被加工零件刀具、夾具、加工方法正確分析的情況下.利用螺紋加工基本指令和宏程序結合編程,不僅能夠簡化程序,提高編程效率,實現(xiàn)零件加工要求,而且程序通用性、智能性好。完成了一些用CAM軟件無法加工的異形螺紋的編程.為類似問題的解決提供了參考。
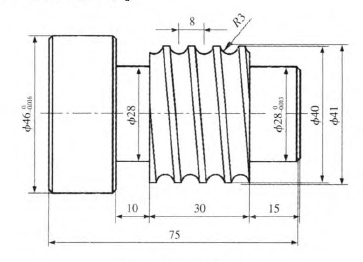
圖2異形螺紋型芯
表1零件加工程序
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多

行業(yè)數(shù)據
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產量數(shù)據
- 2024年12月 基本型乘用車(轎車)產量數(shù)據
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產量數(shù)據
- 2024年12月 金屬切削機床產量數(shù)據
- 2024年11月 金屬切削機床產量數(shù)據
- 2024年11月 分地區(qū)金屬切削機床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數(shù)據