控")



基于VB6.0 的電解加工機(jī)床控制系統(tǒng)設(shè)計(jì)與實(shí)現(xiàn)
2016-11-16 來(lái)源:鹽城工學(xué)院機(jī)械工程學(xué)院 作者:王福元 張文寵 禹斌
摘要: 為實(shí)現(xiàn)電解加工機(jī)床自動(dòng)控制, 提高加工精度, 針對(duì)復(fù)雜零件電解加工控制要求, 設(shè)計(jì)了控制系統(tǒng)。采用PC機(jī)、數(shù)據(jù)采集卡和運(yùn)動(dòng)控制卡等硬件實(shí)現(xiàn)集成控制, 并采用VB6.0 軟件平臺(tái)對(duì)主控制系統(tǒng)軟件進(jìn)行設(shè)計(jì), 主要包括軟件控制界面的設(shè)計(jì)、伺服驅(qū)動(dòng)器參數(shù)的設(shè)置和單軸獨(dú)動(dòng)、多軸聯(lián)動(dòng)的控制程序設(shè)計(jì), 并根據(jù)實(shí)際應(yīng)用添加手動(dòng)加工、自動(dòng)加工和故障診斷等功能。最后, 通過(guò)基于該控制系統(tǒng)軟件的加工實(shí)驗(yàn), 評(píng)估工具陰極的進(jìn)給定位精度和試件的加工質(zhì)量情況,以確保軟件運(yùn)行的可靠性和穩(wěn)定性。實(shí)驗(yàn)結(jié)果表明: 工具陰極的進(jìn)給定位精度能夠達(dá)到±0.005 mm, 試件加工后的縫寬尺寸為0.278 mm, 滿足尺寸精要求, 反映出控制系統(tǒng)可靠性高、穩(wěn)定性好。
關(guān)鍵詞: 電解加工; 控制系統(tǒng); 可靠性; 穩(wěn)定性
電解加工是一種通過(guò)電化學(xué)腐蝕去除工件表面材料的特種成型加工方法。電解加工以其加工速度快、表面質(zhì)量好、凡金屬都能加工、陰極無(wú)損耗、無(wú)宏觀切削力等優(yōu)點(diǎn), 在加工形狀復(fù)雜零件及型腔時(shí)有著巨大的優(yōu)勢(shì), 目前已廣泛應(yīng)用于葉片型面、炮管膛線、模具、特殊孔類、倒角去毛刺、拋光、鈦合金和高溫耐熱合金薄壁機(jī)匣等加工, 并廣泛應(yīng)用于國(guó)防工業(yè)中[1-3] 。20 世紀(jì)70 年代初, 前蘇聯(lián)與西方一些發(fā)達(dá)國(guó)家開(kāi)始了脈沖電流機(jī)制、機(jī)床加工控制系統(tǒng)的研究, 使得脈沖電解加工機(jī)床逐漸用于實(shí)際加工中[4] ,當(dāng)時(shí)一般采用繼電器或儀表作為電解加工控制系統(tǒng)的控制元件。近年來(lái), 計(jì)算機(jī)技術(shù)在電解加工中將得到更高水平應(yīng)用, 合肥工業(yè)大學(xué)開(kāi)始將PLC 技術(shù)應(yīng)用于電解加工機(jī)床, 采用步進(jìn)電機(jī)驅(qū)動(dòng)的一套電解加工機(jī)床PLC 控制系統(tǒng)[5] , 實(shí)現(xiàn)了電解加工機(jī)床多功能穩(wěn)定運(yùn)行, 但它在控制集成化、多軸聯(lián)動(dòng)方面存在不足, 有待進(jìn)一步研究。結(jié)合硬件及加工工藝要求, 采用VB6.0 對(duì)主控制系統(tǒng)軟件主要包括軟件控制界面、伺服驅(qū)動(dòng)器參數(shù)和單軸獨(dú)動(dòng)、多軸聯(lián)動(dòng)控制程序進(jìn)行設(shè)計(jì), 并根據(jù)操作人員的實(shí)際應(yīng)用加入了手動(dòng)加工、自動(dòng)加工和故障診斷等其他功能, 并通過(guò)試件加工實(shí)驗(yàn)驗(yàn)證數(shù)控電解加工機(jī)床軟件控制系統(tǒng)的可靠性。
1.電解加工原理
電解加工主要利用電化學(xué)陽(yáng)極溶解原理[6] 。工作時(shí), 工件連接電源陽(yáng)極, 工具連接電源陰極, 工具陰極向工件陽(yáng)極進(jìn)給, 保留一定間隙, 讓具有合適壓力的電解液經(jīng)間隙流過(guò),實(shí)現(xiàn)對(duì)工件的電化學(xué)腐蝕成形加工, 溶解的切屑隨電解液一起流出,以達(dá)到電解加工目的。圖1 為電解加工的原理圖[7] 。
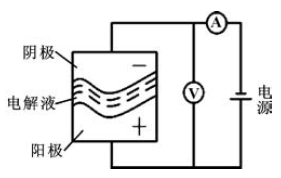
圖1 電解加工原理圖
2.電解加工機(jī)床主控制系統(tǒng)硬件結(jié)構(gòu)
目前, 電解加工機(jī)床的控制系統(tǒng)主要分為4 類:繼電器控制、簡(jiǎn)易數(shù)控、PLC 控制以及微機(jī)控制[8] 。文中以PC 機(jī)、PCI-826LU 數(shù)據(jù)采集卡、PISO-PS300運(yùn)動(dòng)控制卡以及相應(yīng)參數(shù)控制的方式實(shí)現(xiàn)集成控制。該控制系統(tǒng)包括如下子系統(tǒng): 運(yùn)動(dòng)控制子系統(tǒng)、加工電源子系統(tǒng)、電解液輸送調(diào)節(jié)子系統(tǒng)。控制系統(tǒng)組成框圖如圖2 所示。
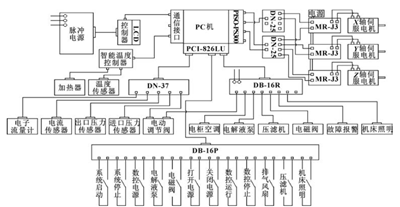
圖2 控制系統(tǒng)硬件組成框圖
當(dāng)電解加工機(jī)床正常工作且控制系統(tǒng)正常運(yùn)行時(shí), PC 機(jī)直接通過(guò)通信端口與智能溫度控制器進(jìn)行數(shù)據(jù)通信, 并由智能溫度控制器根據(jù)溫度傳感器采集的數(shù)據(jù)來(lái)控制加熱器是否運(yùn)行。作為系統(tǒng)的核心板卡, 多功能數(shù)據(jù)采集卡PCI-826LU 采集大量來(lái)自加工過(guò)程中的實(shí)時(shí)數(shù)據(jù), 經(jīng)PC 機(jī)中的控制軟件檢測(cè)并記錄實(shí)時(shí)數(shù)據(jù)后, 進(jìn)行相關(guān)運(yùn)算, 并反饋給相應(yīng)的控制元器件, 有效保證了控制系統(tǒng)的集成控制。在整個(gè)加工運(yùn)動(dòng)控制過(guò)程中, PC 機(jī)通過(guò)智能控制軟件與PI-SO-PS300 運(yùn)動(dòng)控制卡在進(jìn)行通信連接后, 利用已配置的3 個(gè)MR-J3-60A 伺服驅(qū)動(dòng)器, 對(duì)機(jī)床的交流伺服電機(jī)進(jìn)行驅(qū)動(dòng), 實(shí)現(xiàn)對(duì)X、Y、Z 軸的同步控制。同時(shí), PCI-826LU 數(shù)據(jù)采集卡通過(guò)與之配套使用的DB-16R 型、DB-16P 型端子板和DN-37 導(dǎo)軌安裝接線板,完成相應(yīng)功能的數(shù)據(jù)采集和控制。
3.軟件開(kāi)發(fā)平臺(tái)及其功能要求
3.1 基于VB6. 0 的軟件設(shè)計(jì)
VB6. 0 集成開(kāi)發(fā)環(huán)境提供了設(shè)計(jì)、運(yùn)行和調(diào)試應(yīng)用程序的相關(guān)工具, 用戶在使用過(guò)程中無(wú)需打開(kāi)額外的程序就可以實(shí)現(xiàn)程序設(shè)計(jì)、運(yùn)行和調(diào)試。VB 擁有圖形用戶界面(GUI) 和快速應(yīng)用程序開(kāi)發(fā)(RAD)系統(tǒng), 可以使用DAO、RDO、ADO 連接數(shù)據(jù)庫(kù)和創(chuàng)建ActiveX 控件。通過(guò)自有組件快速建立一個(gè)支持多種數(shù)據(jù)庫(kù)應(yīng)用程序[9] 。VB6.0 具有開(kāi)發(fā)周期短、功能強(qiáng)大、應(yīng)用廣泛等優(yōu)點(diǎn), 同時(shí)也具有可視化的面向?qū)ο缶幊獭⑹录?qū)動(dòng)的編程機(jī)制、結(jié)構(gòu)化的程序設(shè)計(jì)語(yǔ)言、支持DDE、DLL 和OLE、ActiveX 技術(shù)的特點(diǎn)[10] , 因此, 選用VB6.0 作為系統(tǒng)的軟件平臺(tái)。
3. 2 軟件體系功能要求
軟件實(shí)時(shí)監(jiān)測(cè)機(jī)床的電解加工機(jī)床系統(tǒng)、電解液系統(tǒng)、加工電源系統(tǒng), 有利于操作人員了解并掌握整個(gè)電解加工流程。因此, 在設(shè)計(jì)軟件過(guò)程中應(yīng)盡可能保證軟件的功能集成特性, 以下給出的是控制系統(tǒng)軟件需實(shí)現(xiàn)的重點(diǎn)功能:
(1) 控制軟件可實(shí)現(xiàn)選擇、裝載和卸載加工程序代碼功能, 并設(shè)按鈕控制(包括三軸運(yùn)動(dòng)控制按鈕和設(shè)備開(kāi)關(guān)按鈕等)。機(jī)床編程需嚴(yán)格規(guī)范, 包括準(zhǔn)備功能G 指令代碼、輔助功能M 指令代碼、進(jìn)給功能F 指令代碼和順序號(hào)N 代碼等[11] 。
(2) 數(shù)據(jù)采集和監(jiān)測(cè)。在機(jī)床系統(tǒng)運(yùn)行時(shí), 對(duì)加工電壓、加工電流、電解液工作壓力(壓力顯示表)、電解液設(shè)定溫度和電解液測(cè)量溫度等進(jìn)行監(jiān)測(cè)。同時(shí)包括X、Y、Z 軸運(yùn)動(dòng)狀態(tài)及其運(yùn)動(dòng)位置讀數(shù)顯示, 便于操作人員手動(dòng)操作三軸的運(yùn)行和及時(shí)鍵盤手動(dòng)編輯對(duì)應(yīng)加工程序。
(3) 手動(dòng)加工。手動(dòng)加工是電解和普通加工中常用加工方式, 當(dāng)操作人員發(fā)現(xiàn)加工過(guò)程中用戶界面參數(shù)不合理變化時(shí), 可立即按下加工急停按鈕, 以進(jìn)行設(shè)備故障排查。
(4) 自動(dòng)加工。操作人員設(shè)置完參數(shù)后, 利用已設(shè)定參數(shù)(給液、上電位置和工具陰極進(jìn)給速度等) 編寫加工程序, 軟件自動(dòng)控制電解加工機(jī)床的對(duì)刀、回退、加工和沖液等操作, 實(shí)現(xiàn)自動(dòng)加工功能。
( 5) 故障診斷。主控制系統(tǒng)中, 通過(guò)采集、提取、融合信息的方式, 實(shí)現(xiàn)電解加工過(guò)程的全方位檢測(cè), 提高了電解加工設(shè)備的可靠性和加工零件的復(fù)雜性。
4.控制系統(tǒng)軟件設(shè)計(jì)
4.1 用戶界面設(shè)計(jì)
根據(jù)軟件體系要求及其功能, 設(shè)計(jì)出了電解加工集成控制系統(tǒng)的用戶界面[12] , 如圖3 所示。
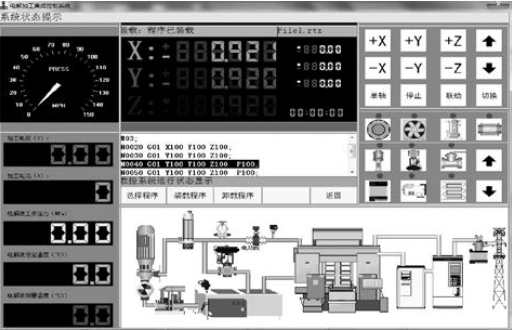
圖3 控制系統(tǒng)用戶界面
4.2 伺服驅(qū)動(dòng)器參數(shù)的設(shè)置
為保證控制系統(tǒng)安全穩(wěn)定運(yùn)行, 需要對(duì)部分元器件進(jìn)行參數(shù)設(shè)定, 其中伺服驅(qū)動(dòng)器的參數(shù)設(shè)定更為重要。選用MR-J3-60A 型號(hào)的伺服驅(qū)動(dòng)器, 大部分參數(shù)保持默認(rèn)設(shè)置, 需修改參數(shù)如表1 所示。
表1 修改的參數(shù)

4。3 控制系統(tǒng)軟件程序設(shè)計(jì)
通過(guò)單軸運(yùn)動(dòng)控制程序設(shè)計(jì)過(guò)渡到多軸聯(lián)動(dòng)控制程序設(shè)計(jì), 實(shí)現(xiàn)軟件對(duì)電解加工機(jī)床的穩(wěn)定控制, 圖4 為機(jī)床運(yùn)動(dòng)控制的程序設(shè)計(jì)框圖, 其中圖(a) 表示單軸運(yùn)動(dòng)控制流程圖, 圖(b) 表示多軸聯(lián)動(dòng)控制流程圖。
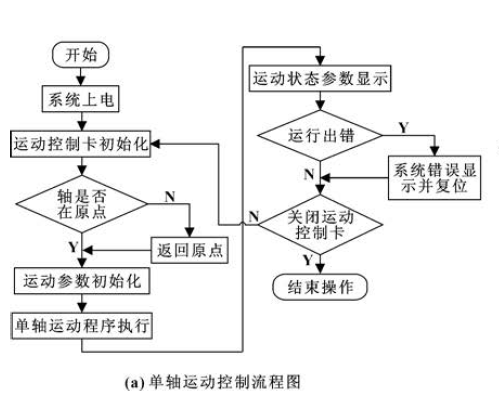
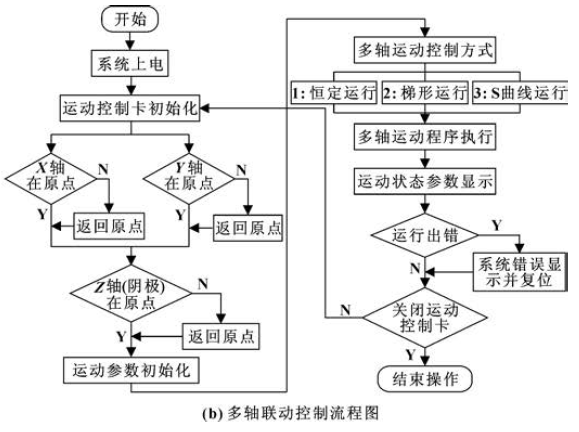
圖4 機(jī)床運(yùn)動(dòng)控制程序設(shè)計(jì)框圖
5.控制系統(tǒng)軟件調(diào)試及加工實(shí)驗(yàn)
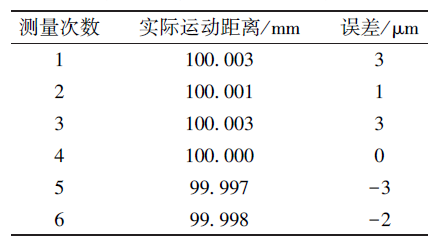
為測(cè)試控制軟件的功能可靠性和控制加工精度,安排了剃須刀靜刀蓋加工實(shí)驗(yàn)。在加工過(guò)程中, 選用OPTEX FA 公司生產(chǎn)CD5-W350 型高精度激光位移傳感器和配套的高性能控制器(具有較高線性度) 對(duì)控制系統(tǒng)工具陰極定位精度進(jìn)行測(cè)量, 實(shí)驗(yàn)裝置如圖5 所示。多次記錄工具陰極運(yùn)動(dòng)100 mm 時(shí), 對(duì)應(yīng)位置控制器讀數(shù), 如表2 所示。實(shí)驗(yàn)結(jié)果表明: 軟件控制的工具陰極定位誤差在±0.005 mm 以內(nèi), 滿足控制要求, 可靠性高。
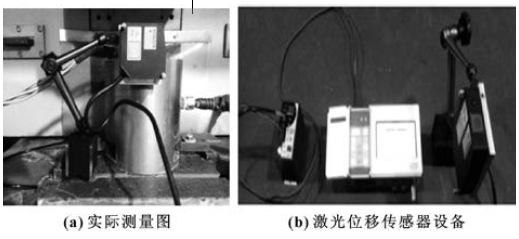
圖5 實(shí)驗(yàn)裝置
表2 實(shí)驗(yàn)數(shù)據(jù)誤差分析表
在滿足工具陰極定位誤差后, 設(shè)置不同電解液壓力、溫度和電導(dǎo)率, 以及不同加工電壓和電流。采用控制變量法, 保持其中4 種參數(shù)不變, 改變其中一種參數(shù), 觀察刀蓋縫寬變化, 做對(duì)比實(shí)驗(yàn), 最終確定該零件的最佳加工參數(shù)[13] 。要求加工出的刀蓋縫寬基本尺寸為0.275 mm, 尺寸精度為±0.005 mm。圖6 為加工出的剃須刀刀蓋, 測(cè)得試件的縫寬為0.278 mm,滿足尺寸精度要求, 穩(wěn)定性好。
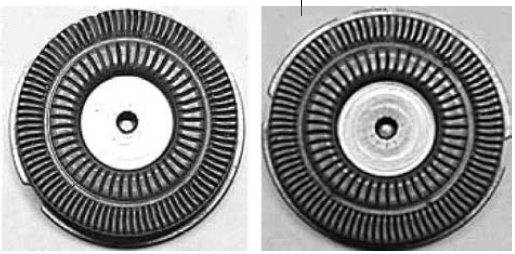
圖6 加工剃須刀靜刀蓋
6.結(jié)束語(yǔ)
控制系統(tǒng)軟件是數(shù)控電解加工機(jī)床的重要組成部分, 其性能的優(yōu)越將直接影響產(chǎn)品加工的質(zhì)量。采用VB6.0 開(kāi)發(fā)電解加工機(jī)床控制系統(tǒng)軟件, 實(shí)現(xiàn)了人機(jī)交互、自動(dòng)控制和實(shí)時(shí)監(jiān)測(cè)等功能, 并通過(guò)剃須刀靜刀蓋加工實(shí)驗(yàn)驗(yàn)證了控制系統(tǒng)軟件的可靠性和穩(wěn)定性, 在保證加工精度的同時(shí), 提高了電解加工機(jī)床的自動(dòng)程度, 能滿足一些復(fù)雜零件的加工需求, 有利于機(jī)械加工自動(dòng)化的發(fā)展。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別