


帶封頭的機械貫穿件深孔加工方案選擇
2018-4-24 來源:山東核電設(shè)備制造有限公司 作者:胡永清 劉晶 王元兵
摘要:機械貫穿件屬于壓水堆核電站中鋼制安全殼的一部分,AP1000壓水堆核電站中機械貫穿件的結(jié)構(gòu)與CPR完全不同。由帶工藝管段的封頭(簡稱“封頭”)和保護套管組成,封頭是整體鍛件結(jié)構(gòu),中間為通孔,保護套管為卷制管或無縫鋼管。封頭的內(nèi)孔為深孔,形位公差、粗糙度要求較高,整體加工難度較大。深孔加工時刀桿受孔徑的限制,直徑小,長度大,導(dǎo)致剛性差,強度低,切削時易產(chǎn)生振動、波紋、錐度,從而影響深孔的直線度和表面粗糙度。因此,加工方法、運動方式、刀具形式、冷卻方式、加工設(shè)備等都對加工質(zhì)量有至關(guān)重要的影響。該文通過分析深孔加工的工藝特點,結(jié)合機械貫穿件封頭的內(nèi)孔結(jié)構(gòu)形式,確定了封頭內(nèi)孔加工的方案,并進行了設(shè)備選型。
關(guān)鍵詞:AP1000壓水堆 機械貫穿件 深孔 加工 設(shè)備選型
壓水堆核電站機械貫穿件是 保證一條或幾條管路穿過反應(yīng)堆鋼制安 全殼時,將安全殼內(nèi)部與外 部 流體管 道 連接在一起的關(guān)鍵性部件,它屬于反應(yīng)堆鋼制安全殼的一部分。AP1000機械貫穿件與CPR機 械貫穿件 相比,結(jié) 構(gòu)發(fā) 生了變化。由帶有工藝管段的封頭(簡稱“封頭”)和保護套管 組成,封頭為整體鍛件結(jié)構(gòu),保護套管為卷制管或無縫鋼管。隨管道直徑的變化,機械貫穿件封頭具有多種規(guī)格,直徑最大為φ965 m m,最小為φ60 m m,長度最長5 012 mm,最短914 mm,最大重量達9 711 kg,最小重量為41.7 kg。封頭中間為通孔 且為深孔,形位公差、粗糙度要求 較高,加工
難度大。因此,機械貫穿件的加工特點主要是封頭的加工成型,特別是深孔的加工。該文針對A P10 00機械貫穿件封頭的結(jié)構(gòu)特點、深孔的加工難點,通 過分析加工方法、刀具運動形式、冷卻方法對深孔加工質(zhì)量的影響,明確機械貫穿件加工方案,并據(jù)此進行設(shè)備選型。
1、AP1000機械貫穿件介紹
1.1 功能介紹
機械貫穿件的設(shè)備功能如下。
(1)作為工藝管道穿過鋼制安全殼和屏蔽廠房的一種設(shè)備,既為工藝管道的固定點,又必須保證鋼制安全殼的密封性。
(2)施加于安全殼的機械載荷和溫度不得超過允許值(正常工況下,保證鋼制安全殼溫度不超 過93.3 ℃),封頭能導(dǎo)出工藝管道一部分熱量,使安全殼的局部熱應(yīng)力減小。
(3)應(yīng)能承受工藝管道施 加的載荷及安全殼大氣壓力載荷。
(4)應(yīng)能承受工藝管道與安全殼/屏蔽廠房間及安全殼與屏蔽廠房的相對位移。
(5)同時貫穿鋼制安全殼和屏蔽廠房的高溫管道,安裝有保護套管,防止環(huán)廊超壓。
(6)在工藝管道和鋼制安全殼套管(及保護套管,若有)之間具有一定空間,能滿足保溫材料的安裝要求。
(7)貫穿件的封頭與所帶工藝管段為一體化鍛件,減少了在役檢查的工作量。
1.2 結(jié)構(gòu)特點
一個AP10 00機 組有14件機械貫穿件,機械貫穿件主要由封頭、保護套 管 組 成,保護 套 管 焊 接 在 封頭上,如圖1所示。封頭均為鍛件,保護套管有卷制管和無縫鋼管兩種結(jié)構(gòu)形式。封頭的結(jié)構(gòu)見圖2,為帶有工藝管段的整體鍛件結(jié)構(gòu),工藝管段部分屬于空心薄壁件,粗糙度要求Ra6.3,直線度、平行度、垂直 度都 有嚴格的要求。封頭兩端有焊 接坡口,封頭段的端部也有焊接坡口,且封頭段環(huán)面帶有1∶3的錐度。
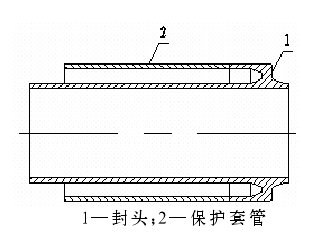
圖1 AP1000機械貫穿件

圖2 封頭結(jié)構(gòu)
2 、機械貫穿件加工難點
機械貫穿件的加工特點主要是封頭(整體鍛件)的加工成型,特別是封頭深孔的加工。
2.1 封頭的加工特點
分析封頭的結(jié)構(gòu)形式及精度要求,封頭的內(nèi)外圓、端面、封頭段的環(huán)面均需要機加工。其中,封頭外圓加工屬于一般筒體類零件的外圓,加工難度較小,環(huán)面的加工主要靠刀具,加工難度也不大。而內(nèi)孔的深度較大(內(nèi)孔尺寸參數(shù)見表1),且長徑比絕大部分都超過10,屬于深孔,加工難度較大,因此,封頭的加工難點主要在于內(nèi)孔即深孔的加工。
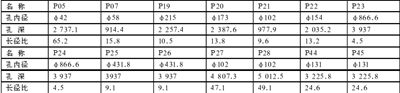
表1 機械貫穿件封頭內(nèi)孔尺寸表(mm)
2.2 深孔加工特點
目前,孔的加工一般分鉆削和鏜削兩種 方法,對于一般直徑比較大、孔深比較淺的孔來說比較適合采用鏜削加工,而 對于直徑較小、孔深較深的孔來說比較適合采用鉆削加工。
深孔加工在機械 加工領(lǐng)域中占有非常重要的地位,約占孔加工量的40 %。隨著科學(xué)技術(shù)的進步,新型高強度、高硬度和高價值、難加工的深孔零件不斷出現(xiàn),加工工件在加工深度、加工精度以及加工效率上要求的不斷提高,使得 深孔加工成為機械 加工的關(guān)鍵工序 和加工難點。傳統(tǒng)的加工方法越來越 難以滿足甚至根本達不到現(xiàn)在的深孔加工在精度、效率、材 料上的要求。因此,現(xiàn)代深孔加工的工藝、刀具的結(jié)構(gòu)、排屑方式等已成為必須要面對的問題。
深孔加工是一種加工長徑比(即孔深L與孔徑d之比)大于5~10的加工,鉆削加工過程是半封閉的,鉆頭工作部分大多處在已加工表面的包圍中,冷卻條件差,因此深孔加工難度高,是機械加工中的關(guān)鍵性工序。
深孔加工特點如下:(1)刀桿受孔徑的限制,直徑小,長度大,導(dǎo)致剛性差,強度低,切削時易產(chǎn)生振動、波紋、錐度,而影響深孔的直線度和表面粗糙度;(2)在鉆孔時,冷卻潤滑液在沒有采用特 殊裝置的情況下,難于輸入到切削區(qū),使刀具耐用度降低,而且排屑困難;(3)在深孔的加工過程中,不能直接觀察刀具切削情況,只能憑工作經(jīng)驗聽切削時的聲音、看切屑、手摸振動與工件溫度、觀儀表(油壓表和電表),來判斷切削過程是否正常;(4)切屑排除困難,必須采用可靠的手段進行斷屑及控制切屑的長短與形狀,以利于順利排除,防止切屑堵塞;(5)為了保證深孔在加工過程中順利進行和達到所要求的加工質(zhì)量,應(yīng)增加刀具內(nèi)(或 外)排屑裝置、刀具引導(dǎo)和支承裝置和高壓冷卻潤滑裝置。
3、 機械貫穿件深孔加工方案選擇
3.1 深孔加工分類
深孔加工過程復(fù)雜,形式比較多。一般有下面幾種分類方法。
(1)按其所用刀具分類:可分為實心鉆孔法(毛坯無孔,用切削加工出孔的方法)、鏜孔法(已有孔,為提高孔的粗糙度及精度采用的方法)、套料鉆孔法(用空心鉆頭,也稱弧形鉆,加工后毛坯中心有一個芯棒殘存的方法)。
(2) 按運動形式分類:可分為工件旋 轉(zhuǎn),刀具做進給運動;工件不動,刀具旋轉(zhuǎn)又做進給運動;工件旋轉(zhuǎn),刀具既做反向旋轉(zhuǎn)又做進給運動;工件做旋轉(zhuǎn)運動與進給運動,刀具不動,這種形式采用不多。
(3)按排屑方法分類:可分為外排屑(切屑從鉆桿外部排出,冷卻液從鉆桿內(nèi)部進入、內(nèi)排屑(切屑從鉆桿內(nèi)部排出,冷卻液從鉆桿外部進入)。
3.2 機械貫穿件深孔加工方案確定
從封頭的內(nèi)孔尺寸可見,大部 分屬于深孔加工,存在上述的深孔加工特點,因此,刀具、排屑方式、冷卻方式及運動方式均對封頭內(nèi)孔的加工精度有很大的影響。
(1)從 運動形式進行分析,運動形式主要影響產(chǎn)品的直線度。其中,工件不動,刀具旋轉(zhuǎn)又做進給運動這種方式,加工過程中工件產(chǎn)生的振動最大,孔的直線度最差。工件旋轉(zhuǎn),刀具僅做進給運動,加工過程中,因為工件旋轉(zhuǎn),會抵消一部分切削力,振動相對小些,孔的直線度偏中。工件旋轉(zhuǎn),刀具也做反向旋轉(zhuǎn)又做進給 運動,這種情況下,工件與刀具同時旋 轉(zhuǎn),會 大大削弱切削力,抖動現(xiàn) 象減少,孔的直線度最好。因此,確定機械貫穿件的深孔鉆鏜 加工方式為工件旋轉(zhuǎn),鏜桿旋轉(zhuǎn)并做進給運動。
(2)從排屑方法進行分析。外排屑方式,即切屑從鉆桿的V型槽中排出,冷卻液從鉆桿中間直接 進入切削區(qū)。因切屑從鉆桿V型槽排出,勢必會將 鐵屑粘在工件內(nèi)壁 上,容易產(chǎn)生切屑堵塞,無法順利排出,易造成 局 部過熱、刀具折 斷或者孔內(nèi)壁缺陷等現(xiàn)象。而內(nèi)排屑方式,即切屑經(jīng)過鉆桿內(nèi)的排屑通道排除,潤滑冷卻液通過授油器進入,潤滑冷卻鉆削區(qū)和刀具,并利用自身產(chǎn)生的壓力,迫使切屑進入排屑通道,將切屑排出。因切屑從鉆桿內(nèi)部通道排出,不易造成切屑在孔內(nèi)壁上的粘黏。同時,冷卻液從外部對鉆削區(qū)及刀具進行冷卻,不易造成刀具局 部過熱而發(fā)生折斷 現(xiàn)象。因此,確定機械貫穿件深孔鉆削時的排屑方式為內(nèi)排屑。
(3)對加工過程中使用的刀具形式進行分析,根據(jù)不同的工件采用不同的 加工工藝,這樣才能保證加工的高效、高精度順利進行。P 2 3/2 4/2 5/2 6 四件封頭的直徑尺寸較大,采購鍛件為空心結(jié)構(gòu),因此,確定加工方式為鏜孔法,刀 具 有鏜 頭、精 鏜 頭、鏜 桿。其 余 封頭,采 購 鍛 件為實心 結(jié) 構(gòu)。P 0 5/0 7 的 孔 徑 尺寸 很 小,確 定 加 工方 式 為實 心鉆孔法,刀具 有鉆 頭、鏜 頭、精 鏜 頭、鉆 桿、鏜 桿。其他 封頭(P09/20/21/22/27/28/44/45)的孔徑尺寸較大,為節(jié)省成本、減少材 料浪費,加工深孔時采用套 料鉆孔法,刀具 有套料鉆頭、套料鉆桿、鏜頭、精鏜頭、鏜桿。
通過上述分析,最終確定,加工機械貫穿件深孔時,采取刀具和工件同時旋轉(zhuǎn)的進給方式,內(nèi)排屑外冷卻的排屑方法,并根據(jù)工件實際尺寸,定制刀具。能夠保證加工質(zhì)量,同時可以有效保護刀具,延長刀具壽命。這些因素的確定是保證加工精度的前提,如果這些因素選擇不恰當,即使操作工人水平很高,設(shè)備、刀具性能良好,都不能保證深孔的精度。
4 、機械貫穿件深孔加工設(shè)備選型
綜上分析,機械貫穿件的深孔采取先鉆后鏜的加工工藝,根據(jù)機械貫穿件封頭的結(jié)構(gòu)尺寸,分別確定了運 動 方式、刀具形式、冷卻方式。封頭加工時,為確保內(nèi)孔精度,加工流程為車外圓— 鏜內(nèi)孔— 車外圓。外圓的加工需要在車床上完成,深孔的加工需要在深孔加工設(shè)備上完成。對于機械貫穿件P05/07/09/20/21/22/27/28/44/45的封頭,公司現(xiàn)有車床可以完成其外圓的車削,但需增加深孔鉆鏜床來加工深孔。而 P23/24/25/26的封頭外徑大于1米,公司現(xiàn)有車床不能滿足外圓的加工,且上述一臺深孔鉆鏜床的加工范圍也不能覆蓋其內(nèi)孔尺寸,因此需要另外增加車床 和鉆鏜 床。若分別購買,費用肯定很高,且工藝實施費時費力。考慮到鉆鏜床和車床運動機構(gòu)上的相似性,建議將車、鏜 設(shè)計為一體結(jié)構(gòu),即設(shè)計一臺深孔車鏜床,在一臺設(shè)備上實現(xiàn) 車削和鉆鏜的功能。最終 確定機械貫穿件深孔加工設(shè)備為一臺深孔鉆鏜床和一臺深孔車鏜床。目前,廠家正在按照我們確定的運動方式、刀具形式、冷卻方式等制造深孔鉆鏜床和深孔車鏜床。
5 、結(jié)語
加工工藝不僅直接影響加工精度,而且影響到加工設(shè)備本身的結(jié)構(gòu),因此,必須在購買加工設(shè)備之前就明確其加工方案。該文針對 機械貫穿件的功能、結(jié)構(gòu)特點,結(jié)合 封頭的深孔加工特點,對影響加工精度的因素進行了充分分析。確定了加工深孔的刀具形式、排屑方式及運動形式,并在此基礎(chǔ)上,進行設(shè)備 選型。與機床制造廠家達成一致,機械貫穿件深孔加工設(shè)備正在根據(jù)此工藝進行設(shè)計制造,專用刀輔具也按照上述確定的刀具形式進行配備。機械貫穿件深孔加工特點的分析、加工方案的選擇、設(shè)備的合 理選型,是產(chǎn)品后續(xù)生產(chǎn)非常重要的前 提條件,只有明確了上述內(nèi)容,才能保證產(chǎn)品的順利制造。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)