


在鏜床上車削閥體、閘板楔斜面
2022-12-6 來源:蓬萊水城鑄石管道閥門廠 作者: 矯永臣
在實際生產中,閥體、閘板楔的5°斜面通常做斜面胎具,每種規格都要一個5°斜面胎。斜面胎生產周期長,加工成本高,而且需有專人管理。在鏜床上車削閥體、閘板楔斜面,就能很好地克服以上缺陷。
以PN1.0 DN300 鑄石閥門閥體為例 , 如圖1所示。首先領取合格的DN300閥體,在平臺上進行劃線,工件主視圖右端朝下,平放用三塊墊鐵墊好,按照兩條導向筋找平找直四點,誤差不得大于0.5mm,劃兩條筋中心線、腰線,劃110mm尺寸線和352mm尺寸線。
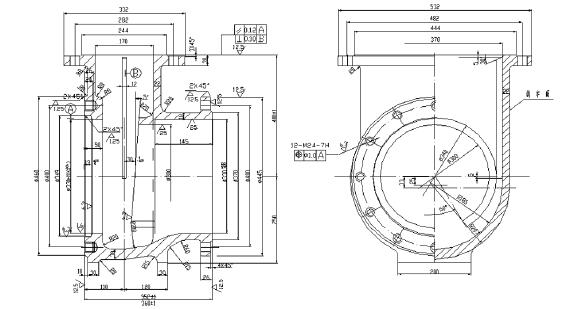
圖1 閥體
工件立放:按照兩條導向筋找平找直,同時照顧Φ330mm孔和Φ330mm孔對稱,劃尺寸線和檢查線及400mm尺寸線。工件側放:照顧Φ445mm外圓及370mm中心線對稱,然后在車床車出口端法蘭外圓445mm,端面保證厚度26mm,刀檢內孔Φ330mm和Φ300mm,保證尺寸352mm110mm=242mm,翻個車另一端面,Φ330mm孔及止口Φ349mm×18mm,留1mm余量。
按照側視圖任意一側兩端適當位置,點焊好兩塊200mm×70mm×40mm的Q235A鋼板,在鏜床上按閥體中心線、腰線找正后鏜平基準,以基準面為基準,工件側放,閥體5°斜面沖向鏜床頭,先車好閥體上閥座孔349mm×19mm,然后轉動工作臺面5°插上定位銷并鎖好,如圖2所示,就可對閥體5°斜面進行車削了。
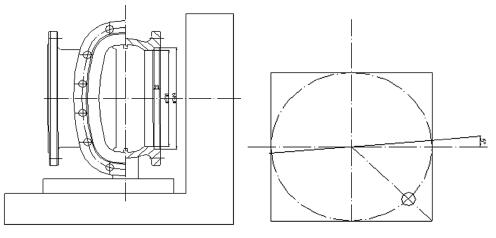
圖 2
閘板楔經過精加工平面后,固定在鏜床彎板上,轉動工作臺面插上定位銷,就可對閘板楔5°斜面進行車削了。由于定位銷為園柱銷每次5°角誤差很小。
因為閥體閥座孔與斜面一刀活,5°斜面角度一致,閘板楔與閥體斜面穩合度好,閥門密封性好。閥門試壓成功率達98%以上,閥門互換性達65%以上,而且還可以節省大量的鋼材,達到環保的目的,效果非常顯著,特別適合維修或檢修閥門用。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

