


T68臥式鏜床進給系統的數字化改造
2020-10-28 來源:寶塔實業股份有限公司 作者:馬玉芹
摘要:通過T68臥式鏜床加工的大型閥體上的各種孔,因運動副間隙、卡尺測量誤差或讀數失誤、手柄進給操作失誤等原因而產生的尺寸、位置、重復精度誤差甚至廢品等問題時有發生,嚴重地影響著產品質量及效益。為此,決定對該機床進給系統進行改造,加裝橫向、縱向球柵尺及數顯裝置,實現人機交互,使得傳統的手工測量變為自動測量、被動測量變為主動測量、離線測量變為在線測量,提高了測量精度、產品質量及生產效率,解決了由于測量誤差、測量及操作失誤等原因而產生的廢品問題。
關鍵詞:T68臥式鏜床;進給系統;球柵尺;數顯裝置;數字化改造
1、前言
T68是一款通用臥式鏜床,用于加工各種復雜和大型零件,如箱體零件、機體等,也可加工精度較高、或孔距要求較精確的中小型零件。除鏜孔外,還可以鉆孔、擴孔、鉸孔和銑削平面,以及車內螺紋等,見圖 1。我公司目前使用T68臥式鏜床加工大型閥體上的各孔并銑平端面。此種閥體各孔之間除了在同一平面上相互距離精度要求較高外,在不同的平面之間也有相互的位置精度要求,而且同一規格閥體因互換性要求重復精度也較高。由于加工時因運動副間隙、卡尺測量誤差或讀數失誤、手柄進給操作失誤等原因,輕則造成各孔心距累計誤差較大,重則造成廢品,嚴重影響加工精度和產品質量,亟需解決。
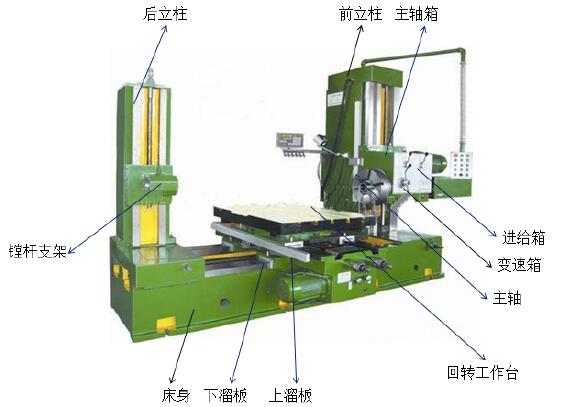
圖 1 T68 臥式鏜床主要結構
2、機床改造分析
為解決各孔間因運動副間隙、卡尺測量誤差或讀數失誤、手柄進給操作失誤等原因而產生的精度甚至廢品問題,我公司決定對現有的T68臥式鏜床進行進給系統的數字化改造,由人工測量變為數字自動測量。
我公司屬于60年代建成的老工業企業,車間現場環境差,廠房破舊,冬夏室內溫差大,灰塵、粉塵較普遍,加工時冷卻液、油漬、金屬切屑不可避免;機床分布散亂,各種機型混雜,嘈雜、振動、電磁干擾不可避免;操作工技術水平不高,維修工短缺;企業屬于改制轉型期間,生產較忙,因此,需要采用性價比較高的改造方案,改造時間不宜過長、精度不宜過高、費用不宜過多。
2.1 改造原則
一般機床改造的主要目的是提高自動化水平和效率,以便提高設備的質量和檔次,將舊機床改造成現代水平機床。主要原則是:技術上追求先進性、質量上強調可靠性、投入上堅持經濟性。本著上述原則,我公司對進給系統機械部分現場改造的具體原則是:
(1)不盲目更新,能夠繼續使用的機械部分,仍然繼續使用。機床改造不僅要縮短安裝周期,更要節約成本。
(2)為保證原機床的功能,不宜對原機床機械結構做大規模破壞性改造。
(3)改造裝置獨立,易于裝卸,實用性較強。
(4)改動盡可能少,少對原機床進行改造加工,盡量利用原機床上現有的平面和孔,少配孔。
2.2 方案選擇
首先,排除采用滾珠絲杠、伺服電機的方案,有以下幾點原因:
(1)原有的主軸升降、工作臺橫向進給、縱向進給系統完好無損,改造浪費較嚴重。(2)滾珠絲杠、伺服電機傳動系統的改造成本較高,不經濟。(3)該T68臥式鏜床還在使用中,工序安排緊張,不宜長時間停機改造。
其次,對選用球柵尺或光柵尺改造方案進行對比。球柵尺和光柵尺都是新型的位移動態測量傳感器,只是采用的原理不一樣,要求的安裝環境也不一樣,主要區別在于:
(1)工作原理
球柵尺是采用電磁感應技術,光柵尺是利用光柵的莫爾條紋和光電轉換技術。
(2)安裝環境
球柵尺采用全密封結構,可在水中或者油中工作。尺體為金屬結構,保護良好,不受冷卻水、金屬粉末、塵土等的影響,抗污染能力強。基準鋼球的線膨脹系數與鋼鐵相同,對車間溫度變化不敏感。能在強磁場和強輻射條件下工作,可用于原子反應堆。耐振動、安裝簡便、不用日常維護。
光柵尺為在透明玻璃上鍍刻尺寸并粘在鋁尺上,鋁和玻璃的膨脹系數不一樣,冷熱溫差大時極易折斷;傳感器與尺的連接是敞開式的,極易進水、油、灰塵等,一旦這些雜質進入,光柵尺就基本報廢,因此對環境要求相對較高;安裝較復雜,需要專業人員安裝。
(3)分辨率及精度
球柵尺分辨率為5μm,顯示可以為1μm,或者5μm,周期性誤差:長尺寸精度高于光柵尺。光柵尺分辨率為1μm,顯示為1μm,累計誤差:短尺寸精度高于球柵尺。
(4)使用壽命和總體效益
球柵尺使用壽命10年以上,長尺寸價格優于光柵尺,總體效益高于光柵尺。光柵尺使用壽命一般為 3 年,短尺寸價格優于球柵尺。再次,數顯改造優勢有:機床改造總投資少,與舊機床的殘值相適應;具有附機功能,能隨時裝卸,與其他機床通用;降低了勞動強度,提高工作效率,節省勞動力,減少廢品率;球柵尺及數顯裝置性能穩定可靠。綜上所述,對比我公司實際環境和能力,認為T68臥式鏜床進給系統數字化改造的最佳方案是“球柵尺+數顯裝置”。
3 、球柵尺及數顯裝置參數的確定
球柵尺及數顯裝置的選擇依據:機床類型、控制軸數、坐標軸數、機床現狀、加工過程中的精度要求等具體情況。根據實際使用情況,對行程、精度及分辨率、坐標軸數進行具體的參數確定。
3.1 行程選擇
T68臥式鏜床工作臺橫向進給行程850mm,主軸中心線到工作臺面最大距離800mm,最小距離30mm,即主軸箱升降行程770mm。3.2 精度和分辨率選擇T 6 8 臥 式 鏜 床 工 作 臺 的 橫 向 進 給 量 范 圍0.025~16mm,最小進給量25μm,主軸箱升降的進給量范圍0.025~8mm,最小進給量25μm。
3.3 坐標軸數選擇
對T68臥式鏜床進行進給系統數字化改造的主要目的是為了解決加工大型閥體上的各孔時,因各運動副間隙、卡尺測量誤差或讀數失誤、手柄進給操作失誤等原因而產生的精度甚至廢品問題。因T68臥式鏜床有回轉工作臺,因此可每次只加工位于同一個平面上的孔,只需要確定由工作臺橫向移動即X方向和主軸箱升降即Z方向組成的坐標平面的參數即可,因此選擇 2 坐標軸系。
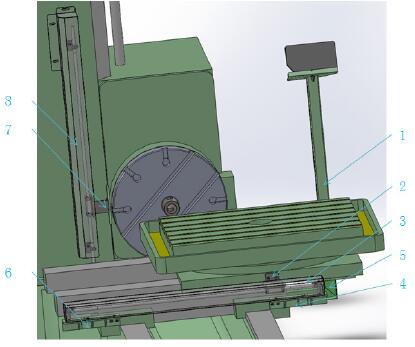
3.4 球柵尺系統(球柵尺及數顯裝置)具體規格
參數及樣式的確定根據以上對行程、精度和坐標軸系的確定,選擇英國進口品牌NEWALL的球柵尺系統,具體的規格參數見表 1,樣式見圖 2。
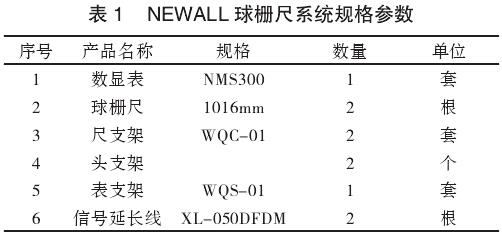

圖2 NEWALL 球柵尺及數顯表樣式
NMS300數顯表主要特點說明 :
94mm×110mm大尺寸液晶屏,帶按鍵音薄膜按鍵;2坐標軸系統;可選擇面板安裝方式,耐沖擊ABS前置面板,鍍層鋼制厚殼;外形尺寸:高度160mm(6.3英尺),寬度270mm(10.63英尺),厚度38.2mm(1.5英尺),重量1.5kg,安裝螺釘M10;獨立PSU電源輸入100~240VAC;數顯裝置輸入電壓15~24VDC±10%。使用該數顯裝置改造機床成本低廉。
NEWALL球柵尺傳感器主要特點說明:球柵尺行程1 016mm,尺身材料為不銹鋼,直徑尺寸為15.25mm;讀數頭外形尺寸99.45mm×47mm×30.5mm,整尺長度1 270mm,標配7.5m鎧裝線纜配D型接頭;球柵尺分辨率為5μm,顯示為5μm。
4、機床結構改造
根據T68臥式鏜床的結構和實際使用情況,根據改造原則和改造方案,根據所選定的電氣元件的尺寸和使用要求,以及根據操作者的自身要求等,最終確定T68臥式鏜床進給系統數字化改造的機械結構,見圖 3,具體說明如下:
(1)將數顯裝置用方管支架立起來焊接在機床右前方的鐵踏板上,讓操作者在操作機床的同時較方便地觀看數據的變化。
(2)將橫向球柵尺尺身通過兩側尺支架水平安裝在工作臺縱向移動的下溜板上,讀數頭通過自制鈑金件水平安裝在工作臺橫向移動的上溜板上,尺身不動,讀數頭跟著上溜板左右移動,從而讀取X方向數據。
(3)將縱向球柵尺的尺身通過兩側尺支架垂直安裝在前立柱上,讀數頭通過自制鈑金件垂直安裝在平旋盤底座上,尺身不動,讀數頭跟著平旋盤底座上下移動,從而讀取Y方向數據。
(4)雖然球柵尺對安裝環境要求不高,但若球柵尺的不銹鋼尺身經常被高溫的切屑灼傷,經常被油污、污漬、灰塵附著粘連,勢必會影響尺身的清潔度,久而久之,讀數頭滑動不暢,影響電磁信號的及時傳輸,進而造成測量誤差,影響產品質量,因此,需要給球柵尺安裝防護罩進行保護。
(5)數字化改造另一個需要考慮的問題是電氣元件的走線問題,改造屬于附加設計,不像整機設計時的全盤考慮,并且改造的部位比較凌亂,較難統一布局,因此,數顯裝置的電纜線從方管支架走線到機床電柜需要走線槽防護,球柵尺讀數頭的鎧裝電纜線用線卡子固定在床身合適位置,最終走線到機床電柜。
1. 數顯支架 2. 橫向支架 3. 橫向防護罩 4. 右支架
5. 走線槽 6. 左支架 7. 縱向支架 8. 縱向防護罩
圖 3 T68 臥式鏜床進給系統數字化改造的機械結構
改造后結構圖的零部件說明:
數顯支架1由60mm×60mm×2mm的方管、10mm厚的座板以及鈑金支架焊接而成,其高度符合人體工程學設計,在合適位置將座板焊接在鐵踏板上,在鈑金支架上焊接L擋板,用于放置和安裝數顯裝置,在鈑金上鉆孔安裝數顯裝置電源,并且在鈑金上與方管對焊位置開圓孔便于數顯裝置走線。
橫向支架 2 為 5mm厚的L型鈑金,該鈑金一面帶兩個橫向長條孔。在T68臥式鏜床工作臺橫向中間位置的合適高度配鉆螺紋孔,將該鈑金安裝在工作臺橫向移動的上溜板上;L型鈑金另一面帶兩個豎向長條孔,用于安裝球柵尺讀數頭。橫向防護罩 3 為鈑金制作,5 面密封,通過底面安裝在左、右支架上,對橫向球柵尺起到防護作用。橫向防護罩上鉆孔并焊接M6螺母,用于反向安裝螺釘。
右支架4為Q235A焊接的L型支架,焊接3個三角形加強筋起加強作用,L型支架立面帶有兩個橫向長條孔(長條孔用于橫向位置的微調),被安裝在T68臥式鏜床工作臺縱向移動的下溜板右面,不配鉆孔,利用原下溜板上安裝防塵刮板的M8孔;L 型支架上平面帶有一個M10螺紋孔,用于安裝球柵尺尺支架,帶有兩個φ8光孔,用于安裝橫向防護罩。
走線槽 5 為鈑金制作,C型,數顯裝置電纜線通過數顯支架 1 方管連接到走線槽 5 中,之后進入機床后部的自帶電柜中,將線纜布置好后,在合適位置將其與鐵踏板焊接在一起。左支架6為Q235A焊接的L型支架,與右支架4 結構對稱布置,功能一致,不再贅述。
縱向支架 7 為5mm厚的C型鈑金,C型鈑金一面帶兩個橫向長條孔,安裝在T68臥式鏜床平旋盤底座上,在豎向中間位置的合適高度配鉆螺紋孔;C型鈑金另一面也帶兩個橫向長條孔,用于安裝球柵尺讀數頭。C型鈑金的腰高尺寸確定需合適,以便縱向球柵尺左右安裝位置合適,既不與平旋盤干涉碰撞又結構緊湊美觀。縱向防護罩 8 為鈑金制作,4 面密封,通過外延鈑金安裝在T68臥式鏜床前立柱上(前立柱配鉆安裝孔),對縱向球柵尺起到防護作用。
5、 機床改造效果
T68臥式鏜床進給系統數字化改造經濟效果明顯。首先經過各種方案的比較調整,在方案比較中合理地降低了改造的費用;其次,該改造項目若請其他相關廠家到我公司進行改造,大致費用在5萬元左右,若將設備運送至相關廠家處進行改造,包括鏜床誤工造成的減產損失,大致費用在7萬元左右。而我公司自行完成該機床的改造設計,所需的費用僅為球柵尺及顯示裝置外購件的價格和改造用鋼材的價格,總計不到 1 萬元,其他人力費用和加工費用均可并入我公司自己的成本核算中,僅此一項就為公司節約成本4~6萬元;再次,從確定方案到機加工零件的完成、球柵尺及顯示裝置外購件的到位,僅用了1個月的時間,經各方技術力量的協調,在 2 天之內完成安裝調試工作,將停產損失降低到最小。在試車投產方面更取得良好效果,精度和其他質量問題得以解決。一般機床安裝球柵尺及顯示裝置后可提高工效20%以上,而T68臥式鏜床的進給系統數字化改造采用的球柵尺及顯示裝置都比較先進(英國進口),系統穩定性非常高,精細化制造突出,工效提高了30%以上,質量缺陷率降低至3%(這主要還是刀具精度問題造成的),同時在產品精度、廢品率、設備利用率、勞動強度等方面帶來了更高的隱形價值。T68臥式鏜床進給系統數字化改造后現場效果如圖 4。

圖 4 T68 臥式鏜床進給系統數字化改造后現場效果圖
6、相關配套完善措施
由于各種機床結構、工作環境不同,球柵尺的安裝沒有統一的標準,還需要每個企業根據不同的狀況,完善相關配套措施。
6.1 電纜線的保護
電纜線帶不銹鋼鎧甲耐磨損,可是與讀數頭連接處薄弱,因現場環境復雜、凌亂,易造成電纜線被經常腳踩、碾壓,且機床各個方向運動頻繁,易造成對電纜接頭的牽拉、拖拽、或電纜線被壓斷,使得數據信號不穩定或數據信號中斷,嚴重影響生產進度和產品質量。經研究決定,采用加裝拖鏈的形式保護電纜線,使得該問題得以解決。
6.2 電訊信號的抗干擾
球柵尺在使用過程中發現顯示器信號有時不穩定,出現機床不動顯示數自己跳動的不正常現象,有時甚至出現亂碼現象。經與球柵尺供應商聯系,確定為球柵尺的電訊信號被嚴重干擾所致,需要正確選擇接地點,完善接地系統,抑制干擾。球柵尺顯示器屬高速低電平控制裝置,應采用直接接地方式。我公司隨后安排電工正確接好地線,使該問題得以解決。
7、結束語
T68臥式鏜床進給系統數字化改造過程中,首先,通過對設備、廠房、環境等的評價,確定T68臥式鏜床進給系統數字化改造的原則,并通過滾珠絲杠、光柵尺及球柵尺等改造方案的利弊分析,確定安裝球柵尺及數顯裝置為最優改造方案;其次,通過對該機床的規格參數及實際使用情況的分析,確定球柵尺及數顯裝置的規格參數,完成電氣設計及外購,通過現場測繪確定具體的改造方案,并設計出機械圖紙用于生產加工;再次,通過各方技術力量的一致努力,經過試車投產,取得良好效果,改造成功;最后,根據實際使用時反映的一些狀況,對該改造項目在“電纜線的保護、電訊信號的抗干擾”等方面進行完善。該改造項目為其他企業面對不同機床進行“球柵尺及數顯裝置改造”時提供一個新的參考方案。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

