



MAG加工中心幾何精度檢測與調整關鍵技術
2021-5-13 來源: 上汽通用五菱汽車股份有限公司青島分公司 作者:孔海龍
摘要:加工中心的精度是保證零部件加工精度的首要條件:根據(jù)加工中心幾何精度檢測原理,通過測量數(shù)據(jù)整理分析,及幾何精度調整的主要步驟,完成機床各軸的精準定位,以確保機床加工精度滿足實際加工需求。
關鍵詞:加工中心;幾何精度;關鍵技術
0引言
近幾年很多企業(yè)購買國外高端加工中心設備用于產品的加工,對提高產品質量起到了重要作用。加工高精度產品時,必須靠加工中心自身的精度來保證產品的加工精度。因此,加工中心本身的精度要遠高于加工產品的精度,通常高出一個量級。
加工中心的精度包括幾何精度、重復定位精度、定位精度等。隨著加工中心設備長時間的運行,必然導致加工中心設備精度不斷下降,從而無法保證加工產品的精度要求。因此,設備維修人員應掌握加工中心幾何精度的調整方法,滿足加工中心對 精度的需求。
1、MAG加工中心機械坐標系統(tǒng)
要掌握加工中心幾何精度的調整方法,首先需要理解MAG加工中心機械坐標系統(tǒng)。精密加工中心通常有5個軸,其中Z軸的正方向,定義為固定機床床身的底部并平行于主軸、遠離主軸端的方向。如圖1所示,確定Z軸位置后,根據(jù)笛卡爾右手坐標 系,中指方向為z軸,食指方向為z軸,大拇指方向為y軸,繞y軸旋轉的方向為s軸,與z軸平行且垂直x-y平面的為主軸。
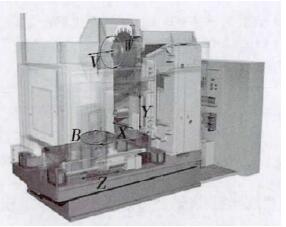
圖1 XS321加工中心
2、機械零點的建立
以MAG 321加工中心零點為實例,建立機床機械零點,見圖2。其中X表示X軸可移動的范圍,Xh表示B軸半徑的距離,X。表示x軸零點起始位置,y表示y軸可移動的范圍,y。表示y軸零點起始位置,y1表示主軸在Y0位置的中心點與床 身底部的距離,N表示主軸的中心與b軸臺面的距離,Z表示Z軸可移動的范圍,Z0表示Z軸零點起始位置,Z1表示主軸前端面與b軸中心的距離。h1表示B軸臺面與床身底部的距離。
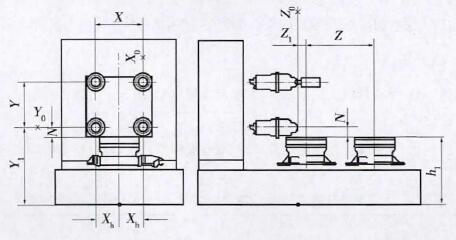
圖2 機床繼續(xù)零點示意
3、幾何精度檢測常用工具
(1)2個高精度水平儀。
(2)千分表(精要求1um)。
(3)方形和三角形大理石(精度要高)。
(4)標準檢棒(長度和直徑根據(jù)機床而定)。
(5)固定支架。
4、幾何精度檢測主要步驟及調整方法
4.1機床水平調整
首先使用用高精度水平儀對機床2個方向進行水平調整,這是幾何精度調整的基本條件,否則以下步驟的調整就無意義。
4.2機床幾何精度調整步驟
(1)調整機床X與Y方向的水平。
(2)Z軸與X軸的垂直度。
(3)Y軸與Z軸的垂直度。
(4)Y軸與X軸的垂直度。
(5)y軸與主軸的垂直度。
(6)主軸與X軸的垂直度。
(7)Z軸與主軸的平行度。
(8)B軸平面度。
(9)B軸蓋板跳動。
4.3 Z軸與.Y軸垂直度調整方法(圖3)
(1)將大理石水平固定在B軸的支架上。
(2)將千分表固定在主軸上,移動X/Z軸.利用千分表將大理石調至水平:
(3)移動Z軸,調整大理石Z方向 M1、M2點的千分表讀數(shù)為零,即大理石與機床的Z方向平行。
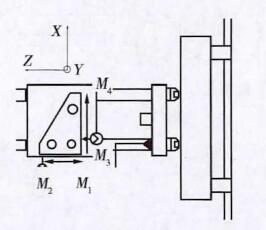
圖3 Z軸與X軸垂直度檢測
(4)將千分表接觸大理石的M3點并至零位,移動X軸至M4,讀取千分表數(shù)值,與標準范圍值(<10um)進行比較。若讀數(shù)超出標準范圍,校正機床X方向位置。
4.4 y軸與z軸垂直度調整方法(圖4)
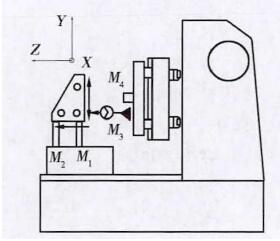
圖4 Y軸與Z軸垂直度檢測
(1)將千分表固定在主軸上,移動Z軸,用千分表將大理石側面調置水平并與Z軸平行。
(2)移動Z軸,調整大理石下側方向M1、M2點的千分表為零,即大理石與機床的Z方向平行。
(3)將千分表接觸大理石M3點并將千分表歸零,移動Y軸至M4點。若讀數(shù)超出標準范圍(<丨0 Um),調整主軸固定在y方向上側滑塊塾片厚度。
4.5 y軸與x軸垂直度調整方法(圖5)
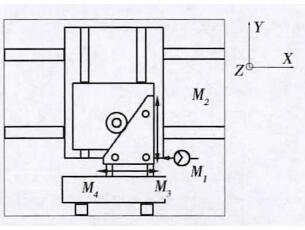
圖5 y軸與軸垂直度檢測
(1)將大理石豎直放在B軸調整塊上。
(2)將千分表固定在主軸上,移動;r軸,用千分表將大理石下側面M3、M4的千分表為零,即大理石與x軸平行。
(3)將千分表接觸大理石M1點并將千分表歸零,移動Y軸至M2點。若超出標準范圍(<10 Um),調整y軸支架方向下側滑塊墊片的厚度。
4.6 y軸與主軸垂直度調整方法(圖6)
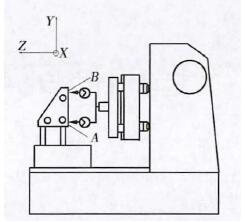
圖6 Y軸與主軸垂直度檢測
(1)將大理石豎直放在B軸調整塊上。
(2)將千分表固定在主軸上,移動Z軸,用千分表將大理石下側面調置水平與Z軸平行。
(3)同上操作,移動F軸,調整大理石垂直方向與機床的F方向平行。
(4)用千分表測量大理石的下側/!點并將千分表歸零,轉動主軸180。方向,讀取千分表B點數(shù)值,若讀數(shù)超出標準范圍(<10um),調整主軸固定在y方向上下側滑塊墊片厚度。
4.7主軸與X軸垂直度調整方法(圖7)
(1)將支架固定在B軸上,并將大理石水平放在支架上。
(2)將千分表固定在主軸上,移動X/Z軸,用千分表將大理石調置水平。
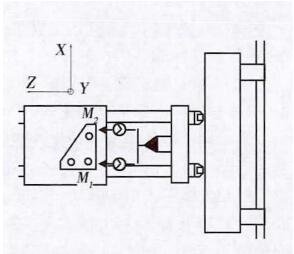
圖7 主軸與X軸垂直度檢測
(3)移動;T軸,調整大理石的A:方向與機床的X方向平行。
(4)將固定千分表的圓形支架固定在主軸上。
(5)用千分表測量大理石的左側M1點并將千分表歸零,旋轉主軸180°,讀取千分表似M2點數(shù)值。若讀數(shù)超出標準范圍(<10um),調整主軸固定在Y方向滑塊墊片厚度。
4.8Z軸與主軸平行度調整方法(圖8)
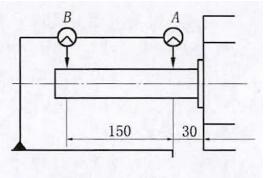
圖8 Z軸與主軸的平行度檢測
(1)測量主軸檢棒A點:沿Z方向距離主軸30mm處。
(2)測量主軸檢棒B點:沿Z方向距離主軸180mm處。
(3)測量檢棒水平位置與豎直位置最高點,分別將測量A點千分表歸零,移動Z軸至測量B點,分別讀取千分表數(shù)值。若讀數(shù)超出標準范圍(<um)),調整主軸滑塊墊片厚度。
4.9 B軸平面度調整方法(圖9)
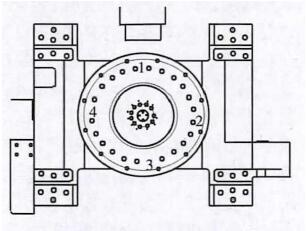
圖9 B軸平面度檢測
將千分表支架固定一在主軸上,將測量點1處的千分表歸零,移動Z、X軸至測量點2、3、4處,讀取千分表數(shù)值。若讀數(shù)超出標準范圍(<20Um),調整Z軸滑塊墊片厚度4.10 B軸蓋板跳動的調整方法(圖10)
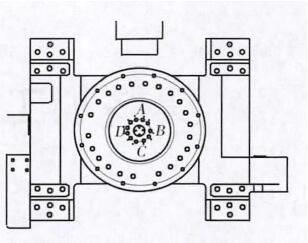
圖10 B軸蓋板跳動檢測
將千分表支架固定在主軸上,將測量點A處的千分表歸零,手動轉動B軸,分別測量點B、C、D處,讀取千分表數(shù)值。若超出標準范圍(<10Um),調整B軸蓋固定位置。
5、幾何精度檢測方法的應用
某臺已運行10年的MAG XS321加工中心加工工件缸孔,再經過珩磨機加工后,測量缸孔圓度、圓柱度超差。檢查機床的夾具、主軸、絲杠、導軌未發(fā)現(xiàn)問題,將S軸夾具拆下檢查可能會影響加工精度的項目,檢測數(shù)據(jù)見表1。
表1 MAG XS321加工中心幾何精度檢測值 um
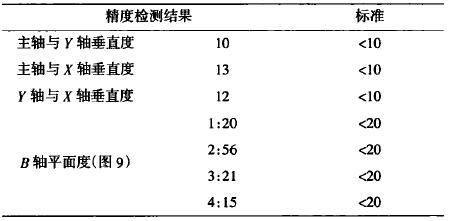
結論:主軸與軸的垂直度及y軸與x軸垂直度已超標準范圍,但考慮到該設備已運行10年,符合質量要求。B軸平面度2點已嚴重超出范圍,根據(jù)機床結構原理分析,判斷是機床右側Z軸滑塊或滑軌磨損導致超差,更換機床右側Z軸滑塊后, 加工工件測量合格。
6、結束語
結合MAG加工中心生產現(xiàn)場實際情況,研究幾何精度檢測的關鍵技術,利用幾何精度檢測方法和幾何精度的調整方法,對機床出現(xiàn)的精度誤差進行糾正。不同公司生產的型號各異的機床,其精度測量項目和方法會有差別,但測量方法大同小異, 建議擁有加工中心的企業(yè),可提前建立設備精度檔案,為日后設備維修提供有效參考。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多

行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產量數(shù)據(jù)
- 2024年12月 金屬切削機床產量數(shù)據(jù)
- 2024年11月 金屬切削機床產量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據(jù)
- 2024年11月 新能源汽車產量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數(shù)據(jù)