



特種雙螺桿泵螺桿軸零件多軸加工技術(shù)研究
2021-3-16 來源:包頭職業(yè)技術(shù)學院 鄂爾多斯生態(tài)環(huán)境 作者:王利全 祁欣
摘要: 螺桿軸零件是雙螺桿泵設(shè)備的重要組成部件,決定了雙螺桿泵工作的精密性和靈敏度。螺桿軸零件結(jié)構(gòu)復(fù)雜、尺寸精度和配合精度要求高,加工難度比較大。文章以特種雙螺桿泵螺桿軸零件為例,對其多軸聯(lián)動數(shù)控機床加工技術(shù)進行研究。
關(guān)鍵詞: 螺桿軸; 多軸加工; 研究
雙螺桿泵是一種廣泛用于油田、造船等行業(yè)的容積式泵體,工作原理主要是由主從動軸上相互嚙合的螺桿軸( 螺旋轉(zhuǎn)子) 和泵體或襯套( 定子) 間形成一個容積恒定的密封腔室,工作中介質(zhì)隨螺桿軸的轉(zhuǎn)動分別被送到泵體中間,兩者匯合在一起,最終送達泵的出口,從而實現(xiàn)螺旋桿輸送介質(zhì)的目的。
為避免在工作過程中有介質(zhì)從間隙中倒流,雙螺桿泵在結(jié)構(gòu)設(shè)計上就要保證泵內(nèi)吸入室與排出室嚴密地隔開且密閉,即要求兩個螺桿軸之間、螺桿軸與泵體相互形成密封腔。因此,這也決定了螺桿軸之間高的配合精度和良好的動態(tài)性能。
本文以如圖 1所示的一種特種雙螺桿泵螺桿軸零件為例研究螺桿軸零件多軸加工技術(shù)。
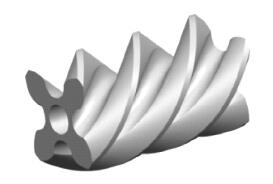
圖1 特種雙螺桿泵螺桿軸模型示意圖
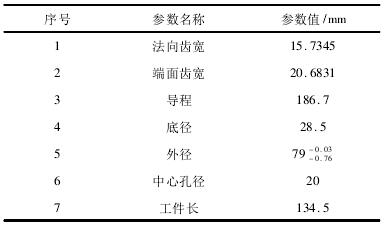
該特種雙螺桿泵螺桿軸零件的主要參數(shù)如表 1。
表 1 特種雙螺桿泵螺桿軸零件主要參數(shù)
1、 螺桿軸零件加工機床的選擇
根據(jù)特種雙螺桿泵螺桿軸零件結(jié)構(gòu)特點和技術(shù)要求,可以采用高速四軸聯(lián)動數(shù)控機床進行零件的加工。對于四軸聯(lián)動數(shù)控機床來講,同樣角度誤在加工過程中工件不同半徑位置處所產(chǎn)生的線性誤差是不同的,半徑越大的位置處線性誤差越大。因此,旋轉(zhuǎn)軸的角度精度對零件的加工精度影響顯得尤為明顯,所以在機床精度選擇時要根據(jù)零件外徑處允許的最大誤差值來考慮機床特別是第四軸的精度要求。
與此同時,在進行數(shù)控機床選擇在考慮機床本身幾何精度的同時,一定要綜合考慮到加工刀具、切削方式等加工工藝條件的影響因素。由于螺桿軸零件最大加工誤差≤0. 02mm,因此可以選擇旋轉(zhuǎn)軸最大線性誤差為 0. 01mm 的高速四軸聯(lián)動數(shù)控機床。已知螺桿軸零件的外徑為 79( 取整按照 80 計算,半徑為 40) ,設(shè)角度允差為 α,則旋轉(zhuǎn)軸允許的最大角度誤差 α 為:α = arctg( 0. 01 /40) = 0. 0143° = 51. 566″由此得出,機床第四軸分度轉(zhuǎn)臺的角度的定位、重復(fù)定位精度必須小于 51. 566″。同時考慮到第四軸轉(zhuǎn)臺一般為蝸輪蝸桿傳動結(jié)構(gòu),存在一定的反向間隙,因此還需稍提高些精度。我們選擇第四軸轉(zhuǎn)臺的分度精度要達到 40″以內(nèi)的機床。
2 、螺桿軸零件加工工藝方案的制定
螺桿軸零件材料為 5A05 鋁鎂合金,具有密低、抗拉強度高、延伸率高、抗蝕性好等優(yōu)點,同時5A05 鋁鎂合金具有熱容量和較高的熱膨脹性,在高溫切削時產(chǎn)生的碎屑容易引燃、產(chǎn)生的切削力使鎂合金工件變形,加工精度降低。因此,在加工過程中可以采用高速切削的方式進行,可以有效地減小切削力,降低切削溫度。
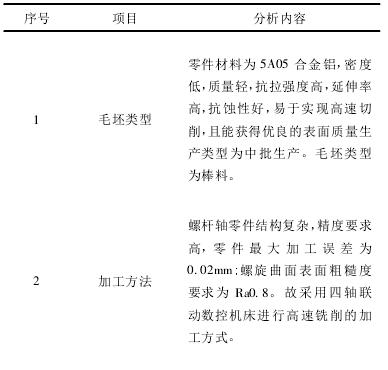
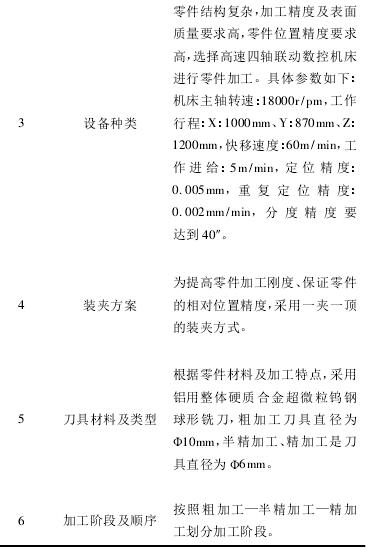
螺桿軸零件結(jié)構(gòu)復(fù)雜、主要由截面曲率半徑變化比較大的螺旋曲面組成,因此加工過程中要保證零件足夠的剛性,選擇合理裝夾方式,以降低加工變形。通過對螺桿軸零件結(jié)構(gòu)、性能等工藝性分析,螺桿軸零件加工工藝分析結(jié)果如表 2。
表 2 螺桿軸零件加工工藝分析
3 、螺桿軸零件加工程序的編制
螺桿軸零件結(jié)構(gòu)復(fù)雜、精度要求較高,采用在高速四軸聯(lián)動數(shù)控機床上加工完成。加工刀路的設(shè)置及 DNC 程序采用 NX10. 0 完成。加工程序的編制過程中,由于零件表面形狀復(fù)雜,外徑和底徑曲率半徑變化較大,因此在刀路設(shè)置中驅(qū)動面選取尤為重要,否則加工過程中會發(fā)生干涉和過切現(xiàn)象。因此在設(shè)置中可以把驅(qū)動面的驅(qū)動路徑投影到部件上,形成部件的刀具路徑同時使用驅(qū)動面來控制刀軸,以避免干涉和過切現(xiàn)象的產(chǎn)生。驅(qū)動面選擇如圖 2 所示。

圖 2 螺桿軸零件驅(qū)動面的選取
3. 1 螺桿軸零件粗加工刀路的設(shè)置
螺桿軸零件按照先粗后精的加工方式進行,在進行粗加工刀路設(shè)置的主要參數(shù)如表 3。
表 3 螺桿軸零件粗加工刀路設(shè)置主要參數(shù)
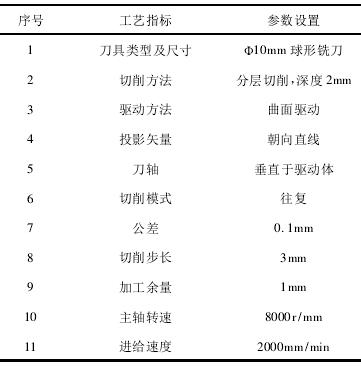
螺桿軸零件粗加工刀路如圖 3 所示。

圖 3 螺桿軸零件粗加工刀路示意圖
3. 2 螺桿軸零件半精加工刀路的設(shè)置
螺桿軸零件半精加工刀路設(shè)置的主要參數(shù)如表 4。
表 4 螺桿軸零件半精加工刀路設(shè)置主要參數(shù)
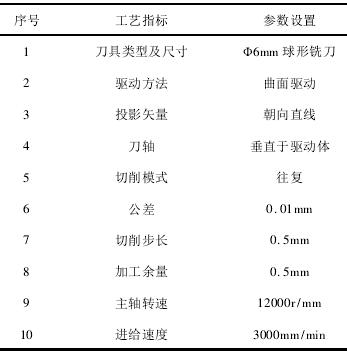
螺桿軸零件半精加工刀路如圖 4 所示。
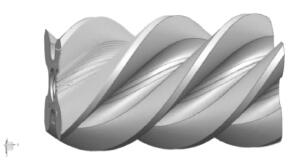
圖 4 螺桿軸零件精加工刀路示意圖
3. 3 螺桿軸零件精加工刀路的設(shè)置
零件精加工采取的切削方式和主要參數(shù)除設(shè)置如表 5。
表 5 螺桿軸零件精加工加工刀路設(shè)置主要參數(shù)
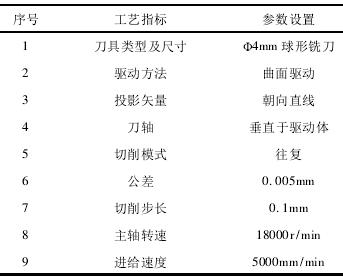
螺桿軸零件精加工刀路如圖 5 所示。
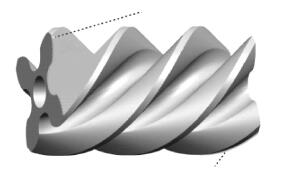
圖 5 螺桿軸零件精加工刀路示意圖
3. 4 螺桿軸零件加工程序的編制
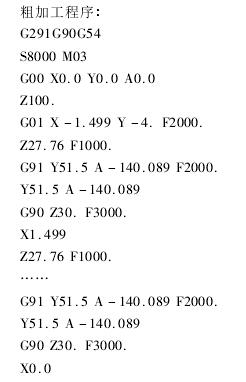
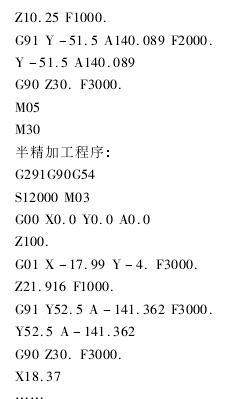
根據(jù)螺桿軸零件生成的加工刀路,針對所選用高速四軸聯(lián)動數(shù)控機床生成 DNC 程序,生成粗加工、精加工的部分加工程序如下。
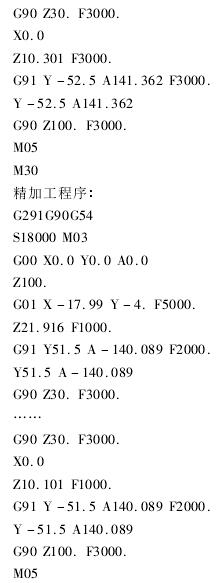
M30
在高速四軸聯(lián)動數(shù)控機床上加工完成的螺桿軸零件如圖 6 所示。

圖 6 加工完成的螺桿軸零件
通過對螺桿軸零件結(jié)構(gòu)工藝性分析和工藝方案的制定,選擇合適的數(shù)控機床,選擇合理驅(qū)動面和切削參數(shù)及路徑,高質(zhì)量、高效率的保證了螺桿軸零件的加工精度、表面粗糙度等要求,完全滿足了零件在雙螺桿泵設(shè)備正常工作要求,保證了雙螺桿泵工作的精密性和靈敏度。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)