


摘 要:本文對數控車床加工多線蝸桿進行討論。用這種方法在數控車床上快速車削三線蝸桿,解決了數控車床不能車削大導程的蝸桿和螺紋的難題,充分利用了數控車床的精度高、定位準的特點,突破了傳統的選擇蝸桿車刀的習慣,使粗車和精車蝸桿生產效率有較大的提高。
關鍵詞:蝸桿,刀具,宏程序加工
0 引言
蝸桿有單線蝸桿與多線蝸桿之分 (雙線及以上的蝸桿稱多線蝸桿)。單線蝸桿主要用于傳動比較大的場合,要求自鎖的傳動必須采用單線蝸桿。多線蝸桿主要用于傳動比不大和要求效率較高的場合。蝸桿可以在車床上加工,也可以在特種銑床上用圓盤成形銑刀或指形銑刀銑加工。
1 、三線蝸桿加工的難度和效率
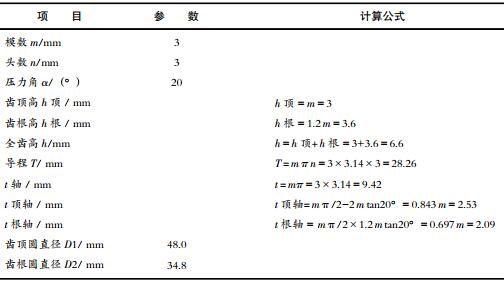
加工的蝸桿參數如表 1。
表 1 蝸桿基本參數
三線蝸桿一般采用普通車床來加工,但由于蝸桿的齒形較大,切削余量較多,在加工時難度很高,并很容易在車削時產生振動使工件變形,如果刀具、切削用量選擇不合理很容易出現扎刀現象,不能很好地提高生產質量和生產效率,所以選擇車削蝸桿的加工方式很重要。為解決這個問題,本人通過多年的車工加工經驗,摸索出一套蝸桿加工的方法:利用數控車床來加工三線蝸桿,即是利用數控車床的宏程序織點成線來加工出蝸桿。該方法可以有效地降低勞動強度,提高生產效率,當熟練地掌握了這種加工方法以后,生產效率和加工精度都比用普通車床加工有很大的提高。
2 、用數控車床加工三線蝸桿的程序參數和刀具的選擇
然數控車床加工三線蝸桿可以有效地降低勞動強度和提高生產效率,但如果程序參數和刀具的選擇不合理的話,也會有很多問題。三線蝸桿的模數 m=3,導程為 T=28.26,蝸桿的升力角為 20°即牙型角為 40°。在宏程序編寫時每條紋按左中右分3刀循序漸進左右兩刀從外徑至底徑沿 40°進刀。每次進刀深度單邊為 0.1 mm。在加工的時候,主軸
轉速不高的情況下,刀具的要求有很高的難度,沒有處理好刀具的話,也會增加加工成本 (比如用機夾刀時打刀等現象)。
2.1 刀具材料
經過加工實踐加工蝸桿時最能降低成本的是用高速鋼車刀加工。所以選擇刀具的材料應該是高速鋼 (W18Cr4V)。規格:20×20,對于加工的刀具要求,我們可以先用線切割把高速鋼車刀割成小于40°的 T 型刀來加工。所以高速鋼車刀不必要割成對 40°的 T 型刀 (甚至割成槽刀),若是用 40°成型刀來加工的話,隨切削深度越深而刀與工件的接觸面來也越來越大,從而刀的切削受力也會增大,很容易出現斷刀現象,所以最好選擇小于 40°的刀。
2.2 刀具角度
突破傳統選擇刀具的習慣,合理選擇車削蝸桿的刀具角度,刀具的刀尖角要小于齒形角。如果刀尖角等于蝸桿的齒形角時,在車削的時候刀具兩側刀刃與工件側面接觸面較大,3 個刀刃可能會同時參加切削,這樣易產生較大的切削力而損壞刀具。如果選擇刀尖角小于蝸桿的齒形角 40°時,可防止3個刀刃同時參加切削,減少了接觸面和切削力,
能很好地避免“悶車”“扎刀”和“打刀”的情況發生。還有選擇刀具的前角也是很重要的,刀具前角 10~12°使刀具鋒利又強固。而蝸桿螺紋刀的后角就要求很高,先要知道螺紋的螺旋升角,才能選擇螺紋刀的后角。螺紋的螺旋升角 酌 的計算公式是:tan 酌 =n×m/d=3×3/(D1-2×m)(其中 d 是螺紋中徑)。螺紋刀的后角一定要小于螺紋的螺旋升角。
3、 加工實例
零件的材料是 45# 鋼,圖 1 為零件圖樣。
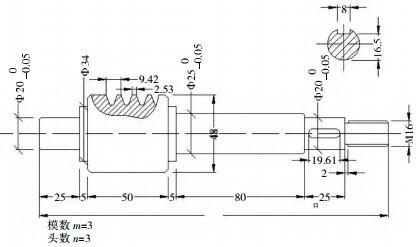
圖 1 零件圖樣
第一步,毛坯兩邊打中心孔。采用一夾一頂的裝夾方法先加工一端外圓 Φ20 mm,長度為 25 mm和 Φ34 mm,長度為 5 mm 的臺階,這也是調頭用于一夾一頂的夾位。
第二步,裝夾加工好的一端直徑為 Φ20 mm 的臺階用頂尖頂著另一端,見圖 2。
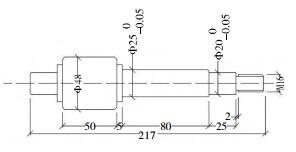
圖 2 加工好外圓的圖樣
第三步,在加工完外圓以后,調頭裝夾及加工三頭蝸桿,見圖 3。

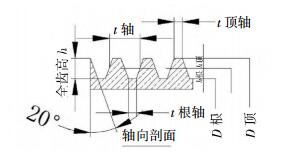
圖 3 加工實例和剖面圖
圖 4 為加工零件的刀具示意圖。
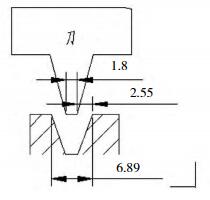
圖 4 加工刀具示意圖
4 、宏程序的結構分析
下刀方式為:中、左、右三刀,從外徑往底徑循環漸進,這種方法就是采用“聯點成線”的方法來合成梯形的兩條側線,從而有效解決這一問題。這種切削方式是把一刀變為 3 刀,從而減小了切削抵抗,實際上是左右切削法的活用,筆者把它改為“中、左、右”切削,因為如果不先從中間切 1 刀,鐵屑仍然會擠刀,這是從實際中得來的結論。與非數控車床的左右切削法不同,在數控車床上的“中、左、右”切削需要精確的計算.這種計算需要花費一點時間,但它換來加工效率的提高及工作時的安心。
下面介紹坐標計算方法,tan20°=0.364,即當 X 方向進給 0.1 mm 時,Z 向比上一刀變化 0.0 364 mm,這個 0.0 364 mm 是左右方向上的,即先從中間加工1 刀,然后左右分別比上 1 刀的 Z 向減少或增加0.0 364 mm,可以先計算出相關的數值,以利編程時使用。在數控上左右吃刀,實際上就是改變車螺紋時起點的 Z 向坐標,這一點必須牢記。加工的這個零件是循環從外徑 48 mm 至底徑 34.8 mm 后就加工完成所需的牙型角為 40°蝸桿槽。
另外,冷卻潤滑液的調用也有很大的講究,在車削蝸桿時,冷卻潤滑液能起的作用較大。冷卻潤滑液選用的正確,能減少切屑變形,降低切削力,降低加工成本,同時能提高加工精度和刀具的耐用度。目前在車削 45# 鋼的蝸桿工件時,常采用的冷卻潤滑液大致如下:粗車時,選用冷卻為主的乳化液,乳化液是把乳化油用 15~20 倍的熱水稀釋而
成。半精車、精車時,主要為了減少刀具與工件之間的摩擦,以保證工件的精度和表面質量,應使用高濃度的乳化液。除此之外,在車削時還需注意:工件要牢固夾持,并以工件的階臺 (或裝置的撞頭)作為軸向限位,以防止工件在車削中發生走動。同時,上面介紹的加工過程僅供參考,在車削中應依照實際情況具體選用切削用量和冷卻潤滑液。
5 、結束語
用這種方法在數控車床上快速車削三線蝸桿可以擺脫了在普通車床上車削蝸桿要求工人有較高的操作技能和技巧。解決了數控車床不能車削大導程的蝸桿和螺紋。充分利用了數控車床的精度高、定位準的特點,突破了傳統的選擇蝸桿車刀的習慣,將刀具的刀尖角選得小于齒形角,車削時防止了 3個刀刃同時參加切削,排屑順利,減小了切削力,
如果使用硬質合金車刀,高速切削蝸桿和大導程螺紋成為現實 (在數控車床上加工較大直徑和較大導程的蝸桿優勢更大)。粗車和精車蝸桿大約需要 20min 左右的時間,生產效率有了較大的提高,是普通車床的 10 倍左右。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

