


摘 要:盤形滾刀作為 TBM 的破巖工具,它的技術性能和在施工中的正確使用與隧道的掘進速度和掘進成本密切相關。 除選擇技術性能好的刀具外,還能做到對相關故障做出及時響應、排除,以及針對巖層情況對刀具做相應的改造,還需要注意提高 TBM 施工中對刀具使用的技術水平和管理水平。
關鍵詞:TBM;刀具;維修
0 引言
TB880E 隧道掘進機采用面板式刀盤,有 62把正滾刀,6 把中心刀,3 把邊刀,8 組用于出渣的刀盤刮板,另外還裝備兩把擴孔刀,但擴孔刀不參與掘進,只在更換邊刀前超挖洞室用。 本刀盤刀具采用定軸式 17″盤型滾刀。 兩把刀具的平均間距是 75mm 左右。 盤型滾刀是指不僅只隨刀盤轉動,而且還可以自轉的破巖刀具。 刀具的直
徑分為 12″、14″、15″、17″、19 ″。 此次著重介紹 17 ″刀具。
盤型滾刀的技術性能: 滾 刀 直 徑 17″(432mm), 滾刀承載能力 30 噸, 滾刀適應地層條件20-220 MPa,滾刀轉動扭矩 20-50 Nm。刀具的結構組成:刀體、刀圈、擋圈、端蓋、刀軸、隔離圈、軸承、浮動密封、O 型密封圈、油堵、刀具螺栓、托架。
1 、刀具的工作原理與出現的故障
1.1 盤型刀具的工作原理
17″盤型滾刀單刀承載能力可達 223 kN,使用的是兩套單列滾柱錐軸承,使之能夠破碎片麻花崗巖, 刀盤在縱向油缸施加的推力作用下,使其上的盤形滾刀壓入巖石;刀盤在旋轉裝置的驅動下帶動滾刀繞刀盤中心軸公轉,同時各滾刀還繞各自的刀軸自轉, 使滾刀在巖面上連續滾壓。刀盤施加給刀圈推力和滾動力(轉矩),推力使刀
圈壓入巖體,滾動力使刀圈滾壓巖體。 通過滾刀對巖體的擠壓和剪切使巖體發生破碎,在巖面上切出一系列的同心圓。
隨著刀盤推力的大小,破碎巖體一般分為三個階段,研磨,疲勞,有效面積的破碎。研磨:當刀圈接觸到巖體,刀圈對巖體產生擠壓力但刀圈的擠壓力小于巖體的極限強度,使刀圈在巖體中反復滾動摩擦。
疲勞:當刀圈承受的推力增大但仍然小于巖體的極限強度,經過反復碾壓,使巖體產生疲勞與裂紋,進而發生破碎。
有效面積的破碎:當刀圈承受的壓力大于巖體的極限強度時,刀圈嵌入巖體,使巖體產生跳躍式直接破碎,破碎的塊度與速度增大,迫使巖體破碎,破碎的巖石塊度均勻。
1.2 刀具出現的故障
TBM 滾刀在掘進時常見故障可以分為兩大類:
第一,受外在因素的破壞導致刀具出現故障。所謂外在因素就是指刀具在正常運轉時受到外界的擠壓或強烈的撞擊導致刀具的刀體或者刀圈破損。 遇到此類狀況多是經過節理比較發育的巖層,刀具產生的震動導致大塊巖石脫落,脫落后無法及時的破碎,在掌子面攪動,由高空墜落砸壓在刀圈上,導致刀圈破裂;或由擠壓的方式擠壓刀體,導致刀體局部變形,與刀具的端蓋抱死,產生刀具偏磨。 如刀具在偏磨時沒有及時處理會導致周圍的刀具超載,也產生偏磨。 再如刀
具在花崗巖段也極其容易因滑動密封的失效產生偏磨,滑動密封的橡膠圈在 80℃以內的工作環境下會有很好的密封效果,但如刀具長時間工作在大推力的環境下,就會導致刀具溫度升高使密封圈逐漸碳化,最后導致失效偏磨。 刀具在刀盤上應牢靠地固定,刀具螺栓的松動也會導致刀具的偏磨與飛刀。 所謂的飛刀就是指刀具在工作中與刀盤脫離, 與刀盤成為兩個相對的工作體,導致刀具、刀盤等破損。
第二,內在因素,所謂內在因素就是指刀具在進行工廠化檢修時,沒有檢修到位,有漏洞,例如刀具滑動密封的橡膠圈已經碳化失去了原有的柔韌性與彈性,或者局部磨損,呈橢圓形,導致刀具漏油, 使軸承產生高溫抱死導致刀具偏磨。或者是刀具的軸承沒有徹底檢查,有剝離或者掉塊,都會導致刀具偏磨;再如更換刀圈時沒有及時更換刀具的隔離環, 致使刀具的扭矩較小,軸承的內外圈接觸不夠緊密,導致軸承在運轉時產生間隙,經過晃動撞擊導致軸承局部破損,進而產生失效,導致偏磨;其次就是刀軸是否變形。 一般情況下刀軸是不會產生局部變形的,但在多種因素下,刀軸有可能產生變形,比如刀軸的強度沒有達到標準,再如刀軸的反復使用產生局部疲勞,其次受到了巖石的制約,致使掘進的推力增大產生疲勞,導致變形。
第三,根據巖石的軟硬程度來確定刀具的扭矩,如在比較松軟的沙質巖的情況下,可以把刀具的扭矩調整小一點,可以使刀具的破巖能力更加理想,刀圈的使用壽命增加。
綜上所述,刀具在掘進過程中,由于沖擊與振動、摩擦與溫度的作用,其技術性能向著不良狀態變化,刀圈逐漸磨損,還可能斷裂;密封損壞而漏油、 螺栓松動等也都會使刀具失去工作能力。 為了使掘進繼續進行,要對刀具進行定期和不定期的檢查,進行應急和預期刀盤維修與刀具更換。 不定期檢查和應急維修與更換刀具比例越大,對掘進影響越大。 定期檢查和預期更換與維修比例是 TBM 掘進施工技術與管理水平的衡量指標之一。
2 、刀具的改造
九月份開始,圍巖發生了重大的變化,刀具磨損急劇增大,因此,用 07 年 12 月至 08 年 8 月29 日這段日期做為對比分析,結果見表 1、表 2。因國產刀具軸承、 浮動密封的質量不穩定,造成刀具使用時經常出現漏油、弦磨及軸承損壞等現象,導致刀具更換頻繁,占用了大量的掘進時間,嚴重制約了 TBM 的掘進速度。 為解決刀具弦磨問題,我們對刀具油的選用做了改變。
表 1 改造前后對比
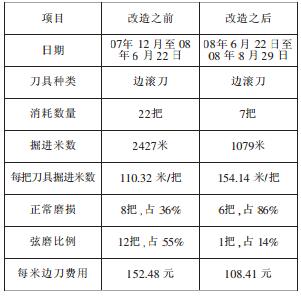
表 2 正滾刀的麿損情況
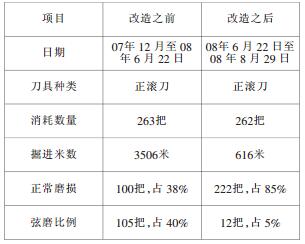
計算,平均每個月消耗 29.2 把正滾刀,改造后每個月節省 10.3 把正滾刀, 節省大量的處理刀具時間,這些節省的時間用來掘進。 經過本次改造,在完成剩余的里程后,單刀具消耗這一項節約很大一部分成本, 而且因減少換刀次數,大大增加了掘進時間。
3 、刀具的維修與檢測
3.1 刀具的測量、維修與裝配3.1.1 中心刀的刀圈裝配
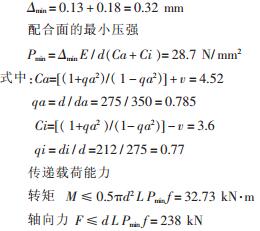
把中心滾刀的刀圈裝入烤箱中,烤箱溫度調至 180 度左右,烘焙兩小時,將烘好的刀圈放入刀體中,刀圈與刀體屬于過盈配合。刀體與刀圈過盈配合計算:已知參數:配合直徑 d=275 mm,刀圈計算外徑 da=350 mm, 刀體內徑 di=212 mm, 配合長度L=80 mm, 鋼 材 泊 松 比 v=0.31, 彈 性 模 量 E=200000 N/mm2,摩擦系數 f=0.12校核計算:最小有效過盈量
烘焙好的刀圈必須在最短的時間裝入,其次將刀圈的光滑面朝下, 與刀體外部的拱背接觸,最后將中心刀的擋圈裝入擋圈槽中,中心刀的擋圈為外卡簧式。
3.1.2 中心刀隔離環的測量
裝配前將中心刀的各個零部件進行仔細檢測,因在洞內更換中心刀工序十分復雜,而且花費的時間也很長,裝配中心刀要慎之又慎。
將檢測好的中心刀刀體 O 型圈裝入刀體中,用 650 kPa 壓床分兩次將軸承外圈壓入刀體中,第一次壓力在 300 kPa 左右, 第二次在 600 kPa左右,使軸承外圈與刀體更好的接觸,然后用塞尺檢測刀體內部中心拱肩與外圈的間隙,間隙不得大于 0.03 mm。 其次將其中一個軸承內圈放測量托盤上,放入刀體,標準隔離環與第二套軸承,校百分表。 最后取出標準隔離環,再進行測量,得出的數值經計算得出隔離環的厚度。
3.1.3 刀具的維修
將滑動密封裝入帶刀軸的端蓋中,裝入軸承內圈與刀體,裝好之后再把另外一套軸承裝入刀體中,用壓床壓緊端蓋至 600 kN,檢測刀具的扭矩(180-210 N·m),扣好端蓋裝好一頭油堵,進行氣壓試驗,在注入 0.05 MPa 氣壓后觀察五分鐘,保證氣體不泄露;然后測量中心刀的裝配高度,標準高度;最后加入調配好的刀具油 750 mL,裝好最
后一個油堵后進行運轉試驗,正反轉動 15 分鐘,油液不外溢,證明刀具裝配合格。
3.1.4 中心刀的裝配
每把刀的裝配誤差為±0.1 mm;6 把刀的整體裝配誤差為±0.3~0.6 mm; 緊固后楔形塊的端面不能高于夾緊塊端面;檢查中心刀噴水座是否完好。 每更換新中心刀要同時更換 1# 和 2# 正滾刀,以保護中心刀。中心刀支架(支承腳)與端蓋接觸面的間隙控制在 0.03 mm; 夾塊安裝前檢查螺紋是否完好,最后將夾緊塊與刀具與刀盤連接螺栓加至標準扭矩。 刀盤在運轉兩個循環后還需進行最后緊固。
4 、結束語
正確選擇刀具,刀具裝配得當,及時排除故障,對整個 TBM 的掘進起著關鍵性的作用,既可以大大降低成本又可以提高掘進速度。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

