


渦輪增壓器殼體銷孔工藝研究
2020-5-21 來源:天津科技大學機械工程學院 作者:趙小燕
摘要: 渦輪增壓器耐熱鋼殼體是汽車渦輪增壓器的關鍵零部件之一。本文針對復雜結構的耐熱鋼渦輪殼在加工過程中由于工序分散及形位公差難以保證等問題,通過修改加工工藝流程,解決由于中間殼側銷孔漏加工導致產品質量不合格、客戶抱怨等一系列問題; 用帶動力刀座的數(shù)控車床替代銷孔專用機從而消除由于現(xiàn)場管理松散、員工意識淡薄等因素引起的銷孔漏加工問題。并通過專用檢具檢測銷孔的尺寸公差及形位公差。合理的工藝方案是保證產品質量、產品合格率的最佳途徑。
關鍵詞: 渦輪增壓器; 耐熱鋼渦輪殼; 銷孔加工; 工藝方案
渦輪增壓器位于發(fā)動機進排氣系統(tǒng),通過壓縮空氣來增加進氣量。利用發(fā)動機排出的廢氣慣性力來推動渦輪室內的渦輪,帶動同軸的葉輪,葉輪壓送空氣,使之增壓進入氣缸。空氣的壓力和密度增大進而可以燃燒更多的燃料,相應地增加燃料量和調整發(fā)動機的轉速,即可增加發(fā)動機的輸出功率[1]。
1 、存在的問題與原因分析
渦輪增壓器殼體( 簡稱渦輪殼) 是汽車渦輪增壓器的關鍵部件之一。
渦輪殼是連接排氣管和中間殼的過渡元件也是合金葉輪的保護罩。渦輪殼形狀復雜,要求材料具有良好的鑄造 性 能,同時,因其與發(fā)動機排氣管相連接,直接接受從發(fā)動機排出的高溫廢氣[2],所以也需要渦輪殼具有良好的高溫穩(wěn)定性、抗氧化性及高溫力學性能,由于渦輪殼內部的合金葉輪轉速超過 1萬轉 /分鐘,其還需要有著極高的尺寸精度和表面質量要求,用于制造渦輪殼的材料必須具有良好的工藝性能。其中渦輪殼銷孔尺寸公差和位置度要求也較高( 圖①) ,加工時由于工藝能力不穩(wěn)定,不合格品率高,質量風險高。
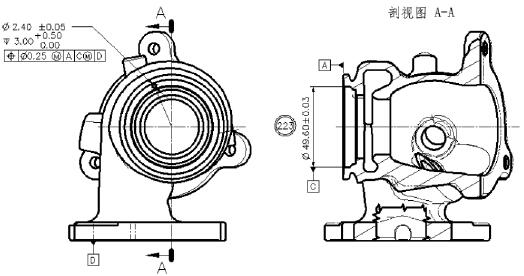
圖① 渦輪殼結構及銷孔主要要求
如上圖 ① 所示渦輪殼銷孔的加工要求: 尺寸公差為( Φ2.40 ± 0.05) mm; 位置度為 Φ0.25mm: 相對于基準 A 面、Φ49.60 基準 C 孔及基準 D 面。依據(jù)《機械加工工藝》中基準重合的原則( 設計基準與工序基準重合,定位基準與設計基準重合) 這一理論基礎,根據(jù)該渦輪殼圖紙中銷孔尺寸公差及形位公差要求,按照現(xiàn)有的機械加工設備條件及以往類似產品的加工經驗,編制出量產用的加工工藝,如下表①所示:
表① 渦輪殼加工工藝

按照以上加工工藝流程,最后一道工序即 OP6 用專用鉆床加工 Φ2. 40mm 銷孔,定位基準選取 A 面、C 孔及 D 面,完全符合基準重合原則,在實際測量中的定位基準也選取 A 面、C 孔及 D 面得出的銷孔尺寸公差及形狀公差均 100% 合格。但由于現(xiàn)場管理不規(guī)范、銷孔尺寸太小不易觀察等因素致使銷孔漏加工問題頻出,即使在最后的全尺寸檢查中也未察覺,不合格產品出貨的現(xiàn)象經常發(fā)生,造成客戶抱怨,給公司帶來不可挽回的經濟損失及聲譽影響。
2 、解決方案
2. 1 調整加工工藝
鑒于銷孔加工生產現(xiàn)狀,對渦輪殼整體的加工工藝做出相應調整: 用帶動力刀座的數(shù)控車床替代銷孔專用機,從而消除人為因素導致的銷孔漏加工問題。加工工藝參照表②:
表② 調整后的渦輪殼加工工藝
2. 2 調整切削用量
切削用量是指切削速度 ( Vc) 、進給量 ( f) 、背 吃 刀 量 ( ap)三者的總稱,也稱作切削三要素。切削用量選擇是否合 理,對能否發(fā)揮機床潛力與刀具切削性能,實現(xiàn)高質量高效率的生產加工有很重要的作用[3],因此切削用量的合理選擇是加工銷孔是否合格的關鍵。
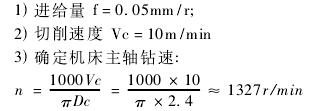
根據(jù)刀具樣本設定初始切削三要素:
根據(jù)實際加工的產品質量修正切削參數(shù):
首先渦輪殼屬于難加工材料,其次銷孔直徑僅為Φ2. 40mm,最后合金鉆頭伸出部分超過 40mm,因此該刀具在加工過程中極易震刀,主軸鉆速及進給速度不能太快。在對實際切削參數(shù)進行反復多次工藝試驗后,最終確認銷孔加工的切削用量如表③所示:
表③ 調整后的切削參數(shù)

2. 3 檢測銷孔 ,確保產品質量
在批量生產過程中,每班次的第一件產品使用三坐標檢測設備檢驗銷孔位置度及尺寸公差,并設計專用檢具 100% 全檢銷孔確保符合設計圖紙要求。專用檢具詳見圖②:
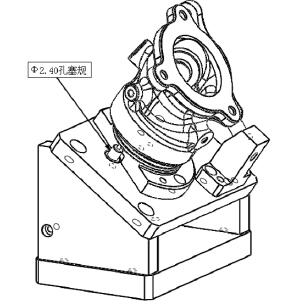
圖②
3、 結語
按照以往的工藝流程,銷孔加工定位方式雖然符合圖紙要求也遵循基準重合原則,但未考慮工廠實際狀況致使銷孔漏加工現(xiàn)象普遍且難以控制,通過調整加工工藝合理選用機床既滿
足了產品質量要求又完全消除了工廠內管理松散、員工意識淡薄等外界因素的影響。通過一批零件的加工驗證,新加工工藝完全符合渦輪殼批量生產要求。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網編輯部, 郵箱:skjcsc@vip.sina.com

業(yè)界視點
| 更多

行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產量數(shù)據(jù)
- 2024年12月 金屬切削機床產量數(shù)據(jù)
- 2024年11月 金屬切削機床產量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據(jù)
- 2024年11月 新能源汽車產量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數(shù)據(jù)