


一種新型氣壓式深孔內槽量具
2020-4-19 來源: 中航飛機股份公司 長沙起落架分公司 作者:田輝, 郭輝, 肖彬, 岳林峰
摘要:氣壓式深孔內槽量具可直接測量工件小深孔、內槽,文中將氣缸式伸縮機構運用到內徑測量表測量儀器的配件上,擴展了傳統螺紋桿式測量頂針的功能。其調節螺帽可有效調節測量范圍,對測量區間跨度大的內孔尺寸,可選擇不同量程規格的測量頂針。
關鍵詞:深孔;內槽量具;測量頭;調節螺母
0 引 言
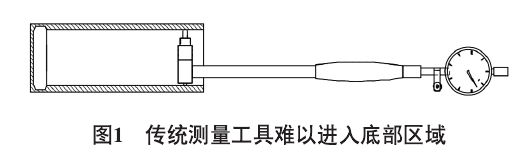
隨著當前加工、制造業及航空業的蓬勃發展,對小尺寸的孔類、軸類等零部件提出了更高精度的加工技術要求,與此同時,檢測精度也隨之提高。深小孔或肓孔工件內的檢測空間小,檢測工具受工件結構的制約,加大了操作及調整的難度,影響檢測速度。常規內徑測量表難以進入小口徑復雜深孔類精密工件內孔進行高精度檢測(圖1),主要原因是無法在不劃傷零件表面的情況下進入工件測量區域。小口徑復雜深孔類精密零件內徑的尺寸及形狀誤差歷來是檢測領域中的重大技術難題,對此國內外對小口徑深孔內徑的檢測提出了許多方法。國內外對小口徑復雜深孔類精密零件內孔檢測方式按接觸類別分為接觸式和非接觸式。常見的接觸式內孔測量的量具主要有:利用凸輪收縮機構的內孔量具和采用彈簧杠桿原理的內孔測量量具,測量范圍有限,成本較高。
1、 氣壓式深孔內槽量具設計方案
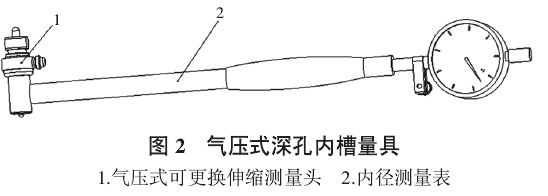
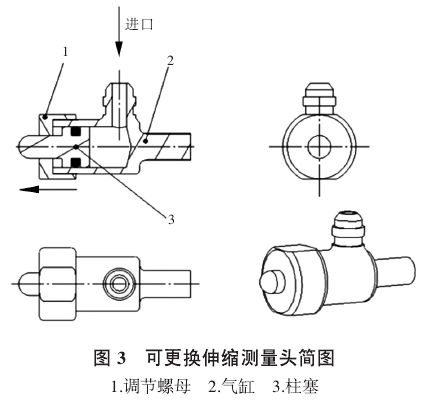
氣壓式深孔內槽量具(圖2)主要由氣壓式可更換伸縮測量頭和內徑測量表構成,可更換伸縮測量頭由調節螺母1、氣缸2、柱塞3等組成,其結構如圖3所示。在可更換伸縮測量頭的氣缸2右端,通過螺紋直接與內徑測量表相旋合,使用時可與調節螺母1聯合調節測量范圍,或更換柱塞3均可改變測量頭的伸縮長度。其中節螺母1僅能在0~5 mm小測量范圍內調控,當測量范圍跨度較大時,直接更換柱塞3。此款量具配有測量長度0~25 mm,25~50 mm,50~75 mm,75~100 mm規格的柱塞,可根據測量范圍選用。
2、 功能原理
氣壓式深孔內槽量具采用傳統的氣壓理論,首次將汽缸式伸縮機構運用到內徑測量表測量儀器的配件上,擴展了傳統螺紋桿式測量頂針功能。氣壓式深孔內槽量具的測量頂針伸縮量可有兩處旋合協調調節,有效增大了測量范圍。傳統測頭改變為單作用式氣壓缸,在測量前測頭收于氣缸內,到達測量部位伸出缸體,即可實現測量目的。由液壓和氣壓傳動知識可知:液(氣)壓缸是完成往復直線運動的執行元件,將液體(或氣體)的壓力能轉換成機械能的能量轉換裝置,其輸入參數主要是壓力和流量,輸出參數主要是力和位移。液壓缸結構簡單、工作可靠、應用廣泛。單作用式液壓(或氣壓)缸在液壓力作用下只能朝著—個方向運動,其反向運動需要依靠重力或彈簧等外力實現。測量頭的速度及氣壓關系可由圖4說明 (不考慮缸體回位彈簧)。
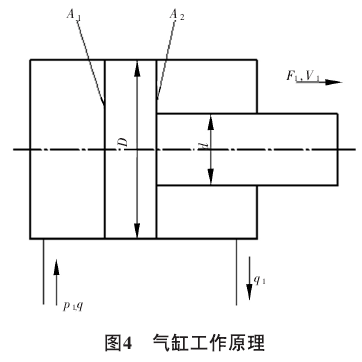
如圖4所示,氣壓從無桿腔左端進入氣缸,假設進氣壓力值為p1、流量值為q,有桿腔壓力值為p2,推動活塞向右運動,則氣缸產生的推力F1和運動速度v1為:

通過量具進氣壓力管道上的氣壓表和調節閥可根據測量材料選用合適的壓力值p1。
3、 氣壓式深孔內槽量具的校準與使用
3.1 氣壓式深孔內槽量具的校準方法
1)連接氣壓源,調節進入氣缸壓力值p1,選擇匹配規格的校對環規或外徑千分尺,校準前,用干凈的棉絲或軟布將環規、可更換伸縮測量頭擦拭干凈;2)打開氣壓轉向開關,使柱塞式測量頭完全伸出,反復用手擠壓幾下柱塞,當氣壓式深孔內槽量具的表頭指針偏移平穩、靈活,且無卡滯現象,然后機械對零,一手握住手柄,一手壓可更換伸縮測量頭柱塞,將柱塞頭放入環規內,使其不動,在環規軸向平面內左右擺動氣壓式深孔內槽量具的表架,找出最小讀數即“測量拐點”;3)轉動氣壓式深孔內槽量具的測量表刻度盤,將零線與指針的“測量拐點”調整到重合,量具對好零位后,把氣壓式深孔內槽量具從環規內取出;4)對好零位后的百分表(千分表),不要松動量具夾緊手柄,以防零位發生變化;5)測量時,關閉氣壓開關,撤掉外部壓力,當柱塞收到缸體內,一手握住上端手柄,另一手握住下端柱塞頭,量具傾斜一定角度,把可更換伸縮測量頭放入被測工件內孔處。當可更換伸縮測量頭到達測量區域時,打開氣壓開關,調節壓力值,確保柱塞式測量頭緩慢伸出,然后握住量具上端手柄,沿工件徑向左右擺動表架,找出量具的最小讀數值,即為“測量拐點”值,該點的測量值就是被測孔徑與環規孔徑之差;6)可在同一徑向截面內的不同位置上測量3~6次孔圓度;可在孔軸向幾個徑向平面內測量幾次孔圓柱度;7)測量結束后,調節換向開關,泄掉量具氣缸內壓力,柱塞在缸體回位彈簧與氣壓差的雙重作用下收縮于缸體內,取出氣壓式深孔內槽量具。
3.2 測量步驟
1)重復3次輕輕推百分表(千分表)的可更換伸縮測量頭,判定指針是否回歸原位,查看測量桿、氣缸是否磨損;2)把氣壓式深孔內槽量具插入量表直管軸孔中,壓縮測量表,小指針在0.5 mm處固定表頭;3)根據測量值選取并安裝可換柱塞,緊固(裝入柱塞的長度比實際被測尺寸大0.2~0.3 mm,可通過調節螺母調節);4)測量時手握量具隔熱裝置;5)根據被測尺寸調整零位,其測量精度取決于內徑測量表中百分表(或千分表)的精度。
4、 測量實施效果
現場測量一零件階梯內孔40.05 mm、10.15 mm,使用相同的百分表頭與內槽量具進行測量,通過結果對比,2組測量值完全一致。
5、 結 論
氣壓式深孔內槽量具可進行小深孔、內槽直接測量;多規格柱塞長度,氣壓兼彈簧雙保險收縮設置,有效防止零件內孔測量劃傷;壓力表控制測量頂針伸縮速率,可防止測量頂針與零件內壁剛性沖擊,而破壞零件表面質量,影響測量精度;雙旋合調節螺帽可大幅度調節測量范圍,不但適用于一般孔徑零件的內孔測量,而且特別適合小口徑復雜深孔零件的內徑測量;結構緊湊、制造成本低、測量精度高、操作使用簡單,可作為內徑測量的專用量具。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

