


曲軸鉆銑加工通用夾具的設計
2019-1-17 來源: 湖北職業技術學院 作者:陳繼紅,彭文燁
摘要: 曲軸是發動機中承受沖擊載荷、傳遞動力的重要零件,其加工制造的質量直接影響發動機的正常工作和使用壽命。通過分析曲軸的機械加工工藝流程,設計一種可加工各類規格曲軸的鉆銑加工通用夾具。實際制造和使用表明: 該新型通用夾具結構簡單,定位準確可靠,調整變換方便,提高了曲軸生產的效率和質量,降低制造成本。
關鍵詞: 曲軸; 鉆銑加工; 通用夾具
曲軸是發動機中承受沖擊載荷、傳遞動力的重要零件,其主要作用是將活塞的往復直線運動轉化為旋轉運動。曲軸的工作環境和受力狀況十分復雜,工作時承受周期性變化的氣體壓力、離心力以及慣性力等復合作用,因此,在加工制造中,對曲軸各個部分的尺寸精度、位置精度以及表面粗糙度有較高要求。
曲軸的加工方法比較復雜,對軸頸的尺寸和形位公差要求很高,一般采用六級精度以上,表面粗糙度控制在 Ra0. 8 μm 以下。其加工制造的質量直接影響發動機的正常工作和壽命。機床是加工的 “母機”,任何加工制造都離不開機床工具及夾具。
由于曲軸存在兩個回轉中心: 一個是軸徑的中心,另一個是拐徑的中心,因此工件在定位裝夾時軸徑的中心與機床的主軸中心線要滿足同軸度要求,這就需要相應的設備工裝支持工藝的實現。若繼續沿用傳統的設備,就顯得能力遠遠不足。
因此,改造升級或創新相應的加工工藝及機床工具與夾具加工制造的能力,已是迫在眉睫。
1 、問題的提出
從曲軸的機械加工工藝流程來看,在曲軸加工過程中: 銑削曲軸端面 ( 其中銑削定位面尤其重要) 、鉆中心孔、對曲軸鉆斜油孔,這個工序可以選擇在銑鉆床上進行,利用專門設計的夾具對軸端面及中心孔進行加工,這樣安排可以大大提高生產效率以滿足大批量生產的要求; 外圓鍵槽的加工通常選擇在立式銑床上進行,內孔鍵槽的加工選擇在插 床上進行等。
曲軸鉆銑加工的精度將直接影響發動機的壽命與品質,而先進合理的夾具系統是加工精度的重要保障。曲軸的鉆銑加工通常用其主軸頸定位,如使用連桿頸定向,因其生產工序復雜,需要大量的夾具以保證曲軸生產的高精度和高效率,大量的夾具增加了曲軸生產的成本,夾具的頻繁調校也給曲軸生產帶來了巨大的輔助生產時間,同時夾具調校需要一定的技術才能保證要求。
為了解決以上問題,在深入分析傳統曲軸加工所用夾具的技術特點之后,針對曲軸的鉆銑加工工序進行通用夾具設計。
2 、新型曲軸鉆銑加工通用夾具的設計
2. 1 夾具定位夾緊設計原理
夾具是將工件定位和夾緊的機械裝置,在機械加工前,通過工裝夾具將工件準確地定位在機床上,使工件相對機床有正確的位置和良好的剛性及穩定性,保質保量完成機械加工的預期任務,達到機械零部件設計所要求的尺寸精度、形位公差精度、表面質量等。
先進合理的夾具是工件加工質量及生產效率的重要保障,是專用機床的核心部件。機床夾具主要由夾具主體、定位元件、夾緊裝置、對刀元件、引導元件等組成。
夾具按結構特點及專門化程度主要分為通用夾具、專用夾具、組合夾具和可調夾具 4 種。任何形狀的工件在夾具未定位前,均具有 6 個自由度———即沿直角坐標系
X、Y、Z 方向的移動與繞軸向的轉動。
要使工件在機床夾具中正確定位,必須限制或約束工件的這些自由度,同時通過機構進行夾緊。
如果某些方向的自由度與刀具運動軌跡無關,這些自由度就可以不限制。零件在加工過程中,需對其6 個自由度進行限制,并保證零件加工過程中正確的定位,使其位置保持不變,如缸體類零件的孔加工一般采用一面兩銷的定位方式。
借鑒前述文獻,此夾具用于曲軸的鉆銑加工,在液壓系統作用下,采用曲軸頭尾主軸頸用 V 形塊定位、以連桿頸定向的設計方案。
2. 2 通用夾具結構設計
此夾具由前夾具 3、后夾具 2、定位鍵 4 和工作臺 1 組成,前夾具 3 和后夾具 2 通過安裝在工作臺 1上的定位鍵 4 在工作臺 1 上定位,用 T 形螺釘 22 固定在工作臺 1 上; 前夾具 3 由夾具體 24、活塞 14、連桿 16、壓緊桿 15、壓緊塊 17、V 形夾具 18 和定位塊 19 組成,壓緊塊 17 固定在壓緊桿 15 上,V 形夾具 18 可對曲軸的軸向、水平方向和垂直方向定位;活塞 14 安裝在夾具體 24 內,固定在油缸 30 上,上下用油缸蓋 13、23 壓緊,活塞 14 和壓緊桿 15 用銷軸 26 連接; 壓桿 6 通過螺栓 5 固定在壓緊桿 15 上,壓桿 6 上安裝著彈簧 10,在夾具體 24 上安裝有一連桿座 27;連桿 16 的一端通過銷軸 32 與壓緊桿 15 連接,另一端通過銷軸 31 與連桿座 27 連接; V 形夾具18 安裝在夾具體 24 上; 在V 形夾具 18 的旁邊,在夾具體 24 上安裝有夾具定位塊 19 以及定位塊支座21,其作用是對曲軸周向定位,定位塊 19 和定位塊支座 21 以燕尾導軌形式連接,用螺釘 20 鎖緊。
在機床上運用該曲軸鉆銑加工通用夾具加工時,先根據所加工曲軸的尺寸,調整好通用夾具的尺寸和距離,安裝好所需加工的曲軸,通過液壓系統運行油缸 30,液壓油從前夾具體 24 上的接頭 11 進入油缸 30,活塞14 向上運動,將活塞 14 上部的液壓油通過接頭 12壓回油箱; 壓緊桿 15 以銷軸 26 為圓心,在連桿 16的拉動下,順時針轉動,同時,連桿 16 也會以銷軸26 為圓心順時針轉動; 當壓緊桿 15 轉動到一定的角度時,安裝在壓緊桿 15 上的壓桿 6 首先接觸曲軸的連桿頸,彈簧 10 被壓縮,曲軸以主軸頸中心線為圓心逆時針轉動,將連桿頸壓緊在夾具的定位塊 19 上;當安裝在壓緊桿 15 上的壓塊 17 壓緊曲軸的主軸頸后,曲軸就會在夾具上完全夾緊定位了。
當需要松開夾具時,接頭 12 進油,接頭 11 回油,其原理和夾緊過程正好相反。為了使曲軸加工時更加穩定可靠,在工作臺 1 的相應地方安裝了一個后夾具 2,用于夾緊
曲軸兩端,后夾具 2 上沒有定位塊 19 這套裝置,其余結構和前夾具 3 相同,工作原理也是一樣,前夾具3、后夾具 2 是同一根油管供油、同一根油管回油,這樣,前夾具 3、后夾具 2 就可以同時夾緊和張開了。
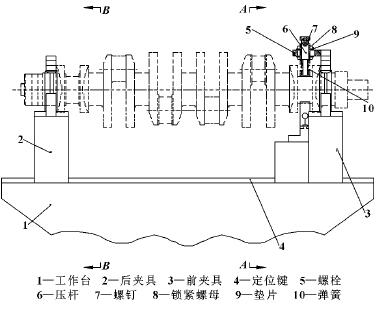
圖 1 曲軸鉆銑加工通用夾具的主視圖
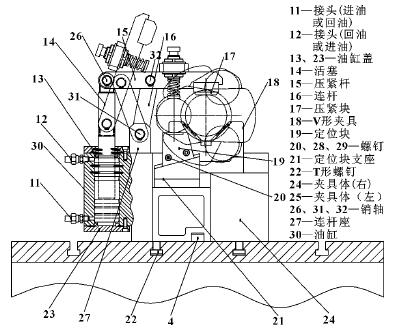
圖 2 圖 1 的 A - A 剖視圖
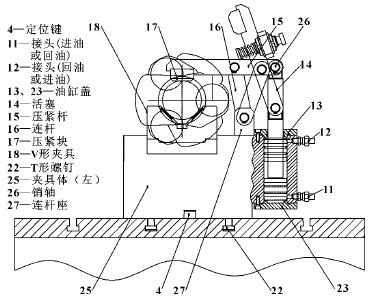
圖 3 圖 1 的 B - B 剖視圖
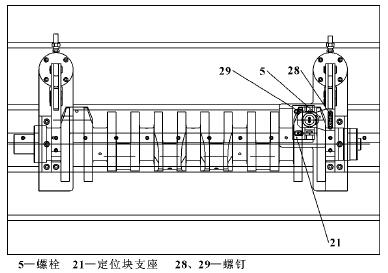
圖 4 圖 1 的俯視圖
夾具的調整: 當需要加工不同型號的曲軸時,對夾具進行調整,只需要松開前夾具 3、后夾具 2 上的T 形螺釘 22,按曲軸兩端的定位主軸頸之間的距離在工作臺上移動前后夾具,松開螺釘 20,可調整定位塊 19 的高低,松開螺釘 28,可調整曲軸周向定位的前后位置,松開螺釘 29、鎖緊螺母 8,可調整曲軸周向定位的左右位置,如曲軸主軸頸尺寸發生變化可更換壓緊塊 17 來滿足夾具的夾緊要求。這樣,只需更換壓緊塊 17,基本上就可滿足所有曲軸的夾緊定位要求了。
3 、結束語
設計一種在曲軸鉆銑加工機床上使用的曲軸鉆銑加工通用夾具,此夾具設計簡單,使用方便、效果好,制造成本低,定位準確可靠,加工精度高,便于操作。
而且在產品的規格更換時,不需要拆卸夾具體,只要通過螺釘調整即可,充分發揮了該機床夾具作為機床附件在加工過程中的通用性優勢,提高了加工的工效和質量,大大縮短了產品生產周期,具有十分顯著的經濟效益。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

