


梯形螺紋成組絲錐的設(shè)計及制造
2018-7-23 來源:河南一工鉆業(yè)有限公司 作者:葛建華 霍義丹
摘要:本文通過對大螺距梯形螺紋成組絲錐進(jìn)行設(shè)計,介紹了等徑成組絲錐和不等徑成組絲錐的加工特點,以及兩者結(jié)合后梯形螺紋成組絲錐的設(shè)計及制造,在保證螺紋加工精度的前提下,提高了絲錐的使用壽命。
客戶提供一零件(見圖1),要求按此圖樣設(shè)計并制造所需的梯形螺紋成組絲錐。該零件為調(diào)整螺紋套,其螺紋加工工藝路線為先加工梯形內(nèi)螺紋Tr28×8-7H,然后用心軸將螺紋套定位,再加工外螺紋M39×2-6h。工件材料為38Cr Si,是一種高強度、中等韌性的合金結(jié)構(gòu)鋼,其淬透性比40Cr稍好,熱處理淬火、回火后硬度為285~341HBW,相當(dāng)于洛氏硬度30~37HRC。
1. 成組絲錐的設(shè)計分析
調(diào)整螺紋套梯形內(nèi)螺紋Tr28×8-7H的加工,廠家原先是在臥式車床C630上用梯形內(nèi)螺紋車刀進(jìn)行車削加工。但由于該梯形螺紋的公稱直徑小、螺距大、螺紋長度長,為避免在車削時車刀與工件產(chǎn)生干涉,因此刀桿尺寸較小、剛性差,這樣在車削時讓刀現(xiàn)象嚴(yán)重,造成工件兩端螺紋深淺不一,達(dá)不到圖樣要求。同時,工人的勞動強度大,對工人的操作水平要求較高,因此廠家希望能夠采用絲錐進(jìn)行該產(chǎn)品的加工。

通過分析可知,工件硬度較高,梯形螺紋的螺距及牙型截面較大,因此應(yīng)采用成組絲錐進(jìn)行加工。
(1)考慮等徑梯形螺紋成組絲錐:等徑成組絲錐是在一組絲錐中,每支絲錐的大徑、中徑和小徑尺寸均相同,區(qū)別僅在于切削錐長度不一樣。等徑成組絲錐的切削主要由主切削刃負(fù)擔(dān),攻螺紋時切削阻力小、排屑順利,切削刃不易磨損,因此絲錐壽命長,特別是對于大螺距螺紋的加工,這種優(yōu)點更為突出。等徑絲錐的磨損主要發(fā)生在螺紋大徑處的主切削刃上,所以修磨比較容易。但是由于等徑成組絲錐的中徑均相等,所以加工出來的螺紋表面粗糙度值較大。同時絲錐在攻螺紋時還會造成螺紋擴(kuò)張,使后攻螺紋錐與前攻螺紋錐已加工出的螺紋之間產(chǎn)生間隙,這樣切屑就會夾在副切削刃和已加工螺紋之間,造成螺紋表面刮傷,情況嚴(yán)重的還會在螺紋表面產(chǎn)生臺階,甚至造成工件報廢,因此等徑設(shè)計的成組絲錐只適用于切削精度要求不高的梯形螺紋。
(2)考慮不等徑梯形螺紋成組絲錐:不等徑成組絲錐是在一組絲錐中,每支絲錐的大徑、中徑和小徑尺寸均不相同。不等徑成組絲錐的切削由頂刃和側(cè)刃同時參與,因此切削阻力很大。同時產(chǎn)生的切屑在絲錐前刃面上容易堵塞,對切削刃的摩擦力很大,因此切削刃容易磨損,嚴(yán)重的還會造成絲錐崩刃或折斷。但不等徑絲錐用于精絲錐時,由于兩個側(cè)刃上有一定的切削量,所以加工出的螺紋表面粗糙度值較小,螺紋質(zhì)量較好。不等徑成組絲錐常用于加工小螺距的普通螺紋,這是因為螺紋牙型截面較小、加工量小,因此加工效果比較理想。但對于梯形螺紋,由于螺距及螺紋牙型截面較大,相應(yīng)的切削面積也大,因此會造成絲錐壽命很低,且由于每個切削刃均被磨損,修磨起來也很困難。
2. 梯形螺紋成組絲錐的設(shè)計及制造
通過對等徑成組絲錐和不等徑成組絲錐特點的分析可知:等徑成組絲錐加工螺紋表面質(zhì)量較差,但絲錐壽命高;不等徑成組絲錐則是加工螺紋表面質(zhì)量好,但絲錐壽命低。因此,可將兩者的優(yōu)點結(jié)合起來,即采用粗錐等徑、精錐不等徑的成組絲錐設(shè)計方案。
考慮到梯形螺紋Tr28×8-7H的螺紋牙型截面較大,因此采用5支一組的成組絲錐設(shè)計,即把前4支絲錐的中徑設(shè)計成同一尺寸,比精絲錐的中徑尺寸略小,Ⅰ~Ⅳ粗絲錐的螺紋大徑依次增大;而將精絲錐的中徑尺寸設(shè)計為工件內(nèi)螺紋中徑公差帶7H所對應(yīng)的絲錐公差帶H8。同時,合理地分配每支絲錐的切削負(fù)荷,有利于提高絲錐壽命和螺紋表面質(zhì)量,其
切削負(fù)荷以切削面積來進(jìn)行分配(見圖2)。
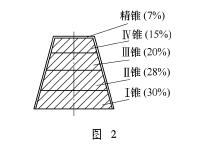
第Ⅰ粗絲錐承擔(dān)總切削面積的30%,第Ⅱ粗絲錐承擔(dān)28%,第Ⅲ粗絲錐承擔(dān)20%,第Ⅳ粗絲錐承擔(dān)15%,精絲錐承擔(dān)7%。從圖2中可以看出,精絲錐與粗絲錐的中徑、大徑不等,精絲錐的頂刃與側(cè)刃均有0.1mm的切削量,這樣就可避免等徑成組絲錐的缺點,同時還可對粗絲錐加工后的螺紋進(jìn)行修正。同樣,由于粗絲錐采用等徑成組絲錐設(shè)計,使絲錐的壽命大大提高。圖3所示為第Ⅰ粗絲錐,在切削錐中徑上有20′的正錐度,這是因為第Ⅰ粗絲錐是在螺紋底孔上進(jìn)行攻螺紋,如沒有正錐度,則在攻螺紋時絲錐所承受的切削力較大,易造成絲錐磨損較快,嚴(yán)重時會產(chǎn)生崩刃甚至折斷。
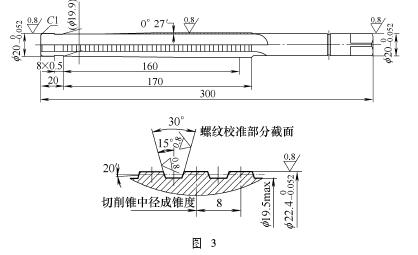
圖4、圖5和圖6分別為第Ⅱ粗絲錐、第Ⅲ粗絲錐和第Ⅳ粗絲錐,其區(qū)別主要是螺紋大徑尺寸的依次增加,應(yīng)注意后攻螺紋錐的切削錐端部螺紋大徑應(yīng)小于前攻螺紋錐螺紋大徑約0.2mm,以保證后攻螺紋錐能可靠地旋入螺紋孔中,進(jìn)行攻螺紋。
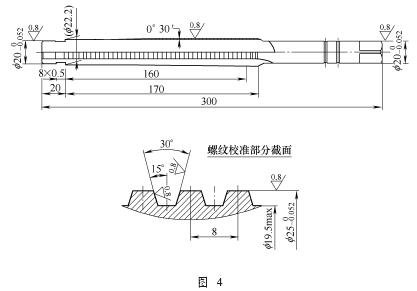
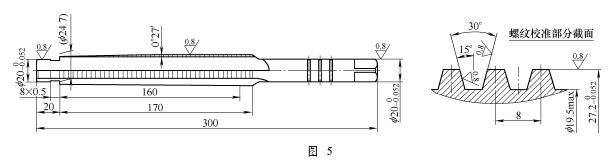
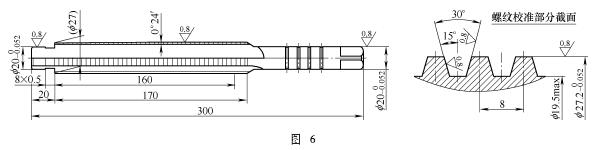
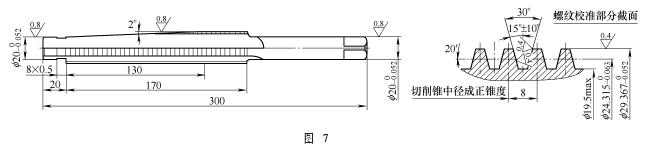
圖7所示為精絲錐,與第Ⅰ粗絲錐相同,在切削錐中徑上有20′的正錐度,這是因為精絲錐中徑比粗絲錐中徑大,若不做正錐度,則因精絲錐的牙型比粗絲錐攻出的牙型槽寬,會造成絲錐旋入困難,使絲錐過早磨損或崩刃。
3. 絲錐的使用效果
由 于 梯 形 內(nèi) 螺 紋 比 一 般 螺紋的切削量及攻螺紋轉(zhuǎn)矩要大幾倍,如果機床性能不好,會產(chǎn)生較大的負(fù)載及變形,以至加工出的螺紋不合格。因此,建議廠家在C630臥式車床上進(jìn)行螺紋套的攻螺紋加工,切削速度vc=2~3m/m i n。為安全起見,將車床主軸轉(zhuǎn)速調(diào)整至最低,即14r/min,這樣每支絲錐的攻螺紋時間和退出用時約3min。該成組絲錐經(jīng)用戶使用證明,在保證螺紋加工精度的前提下,提高了生產(chǎn)效率。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)