


淺析數(shù)控銑床加工中的過切現(xiàn)象
2021-11-8 來源:泰州機電高等職業(yè)技術學校 作者:趙建軍
摘要:隨著科學技術的發(fā)展,數(shù)控機床在機械加工領域發(fā)揮著越來越重要的作用,逐漸成為機械制造業(yè)的主要生產設備。盡管數(shù)控銑床憑借自身一系列優(yōu)點在現(xiàn)代工業(yè)生產中獲得廣泛應用,如自動化、智能化以及效率化,但是過切現(xiàn)象在所難免,現(xiàn)專門進行詳細的解析。
關鍵詞:數(shù)控銑床;加工;過切現(xiàn)象
在現(xiàn)代化工業(yè)加工中數(shù)控機床獲得廣泛的應用,其具有一系列優(yōu)點,如高自動化程度、高加工精確度以及強零件適應性,數(shù)控銑床便是重要一類。但是,數(shù)控銑床在實際加工過程中受各種因素的影響造成“過切”的可能性較大,即所謂的切削過量,從而會對加工精度造成直接影響,嚴重情況下極易造成加工產品報廢[1]。
1.加工拐角時的過切
1.1 內角交接處
在銑削零件的過程中,輪廓內角極易出現(xiàn)過切的情況,原因主要體現(xiàn)在兩方面。一方面,銑刀運動到內角交接處時,隨著銑與工件之間的接觸面積的增加,切削力也會出現(xiàn)相應的增大,緊接著,在過拐角時,切削力會由之前的銑兩面突然變成銑一面,而且,此時的面積會出現(xiàn)相繼減小,然后,工藝系數(shù)的彈性會發(fā)生變形并逐漸恢復,與此同時,會導致刀具向工件加工表面的內側變形,最終引發(fā)過切現(xiàn)象。另一方面,通常,大慣性和大增益系統(tǒng)的作用以及高進給速度會使刀具過切受到運動慣性的作用和影響。
解決措施:其一,選擇短柄刀具,即具有良好的剛性、抗震、熱變形小,如高速鋼立銑刀,事實表明盡管這樣會額外增加一些刀具的成本,卻能在最大限度確保加工質量,從整體上降低加工成本。其二,充分利用進給速度的分級編程。
1.2 各軸速度滯后特性
如果所加工的零件拐角為直角,且加工路線與兩個正交坐標軸相關相符,將指令停止瞬間輸入在某一定位坐標軸上形成伺服系統(tǒng)位置,此時,另一坐標軸伺服系統(tǒng)會緊挨著其接受位置,這樣能夠使指令在第一時間從零瞬間加速到指定速度。不可忽視的是,在指令突然改變那一瞬間,第一軸在達成指令位置的過程中難免會誘發(fā)滯后量,最終導致在第二軸加速過程中因為第一軸未及時到達拐點而滋生過切現(xiàn)象。
解決措施:使用分級降速法對第一坐標軸進行編程,或者借助程序轉段時所具有的功能,即自動加速或減速;其二,使用科學合理的裝夾方法,避免加工路線的重合性,同時,要注意保持兩個正交坐標軸的重合關系;其三,在拐角位置,應注意使編程能夠稍作停頓[2]。
2.建立或撤消刀補過程中所導致的過切現(xiàn)象
2.1 路徑不正確
當前數(shù)控銑床均能操縱自動化刀具半徑補償功能這一指令,但是,在加工面的交接處,通常很難迅速實現(xiàn)刀具的建立與撤消刀補的指令,對此,需要在切面方向或者在延長線上精選刀具的切入與切出模式。相反的是,如果用徑向實施切入刀具,就會在進入輪廓之后使加工初期的運動方向發(fā)生改變,與此同時,切削刀的大小和方向也會發(fā)生改變,而此時在工件的表面也會出現(xiàn)短暫的停留現(xiàn)象。此外,因為受到工藝系統(tǒng)自身彈性變化的影響,所以工件表面會出現(xiàn)或多或少的傷痕,舉例而言,在加工內型面的過程中,如果在加工面的交接位置無法迅速實現(xiàn)對刀補的建立與撤消指令,就需要采用圖 1 方式予以解決。
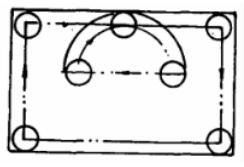
圖 1 刀補建立或撤消方式
2.2 不能正確使用指令
在建立自動刀具補償后,關于與刀補平面內運動坐標無關的程序段不能連續(xù)插入兩個及其以上。關于自動刀補功能的建立,在采用 G40、G41、G42 指令時應用注意:不含插補平面坐標程序段在連續(xù)使用時,為避免造成過切,應該將指示下一刀具運動方面的坐標指示不應該插入到不含插補平面坐標中[3]。
3.B 型刀補銑削外輪廓時產生的過切
在這類輪廓尖點時,系統(tǒng)可采用圓弧的方式來連接刀具中心軌跡段,如此一來可以保證在外尖角處刀具切削刃能夠始終接觸工件,尖角處能夠被銑削成圓角,以此會形成過切。
解決措施:在開展切削加工時可人工使用直線過渡編程的方式。
4.加工工藝處理工作存在局限性
目前,在加工工藝過程中,難免會產生過切問題,在加工路線和選擇加工余量等過程中均存在一定的問題。其一,在銑削非直線輪廓時,對于外圓的銑削,應注意讓刀沿著切線方向順利進入圓弧銑削,切忌切入法線方向;初步完成加工作業(yè)后,需要讓刀具多走一段,與此同時,必須沿著切線的方向正確退出,這樣才能避免出現(xiàn)取消補刀所導致的過切問題;其次,在銑削內圓弧的過程中,應注意沿著切線方向實施切入與切出,此時,切線方向的切入必須是圓弧相且圓弧。其二,如果零件在精度方面的要求較高,則可使用兩種方式進行加工,即粗加工、精加工。關于加工余量,取 0.1-0.4mm為精加工余量;如果對凹槽的加工要求比較高,就需要選用直徑較小的立銑刀從銑槽中部開始銑,接著,在補償銑削兩邊應選用最合適的刀具半徑[4]。
結束語
數(shù)控銑削加工過程中,受多種因素的影響會造成過切的情況,在設計零件時需嚴格按照加工工藝條件限定來科學的優(yōu)化其結果,避免造成加工質量不佳,如過切等。同時,為避免過切需合理的選擇刀具,合理的編寫數(shù)控加工程序結構。針對需要數(shù)控銑削加工的零件,在數(shù)據(jù)加工程序編制過程中對零件的結構工藝、刀具選擇、數(shù)據(jù)加工程序等因素進行綜合考慮,確保能夠得到規(guī)定的工件形狀。另外,正確操作機床,防止機床受到的沖擊力過大或長期滿負荷工作,為確保機械加工業(yè)與產品合格進行定期的保養(yǎng)至關重要。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多

行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產量數(shù)據(jù)
- 2024年12月 金屬切削機床產量數(shù)據(jù)
- 2024年11月 金屬切削機床產量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據(jù)
- 2024年11月 新能源汽車產量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數(shù)據(jù)