


鏜銑床數控設備系統(tǒng)改造過程中遇到的問題及解決措施
2017-2-10 來源:廣東省高級技工學校 作者:薛秋浩
摘 要 數控鏜銑床的數控設備系統(tǒng)的改造,有利于提高老舊設備的加工精度,降低設備的故障率和維修困難等弊端。本文主要對數控鏜銑床WOTAN rapid2進行改造,以及在改造中遇到的問題提出相應的措施。結果表明改造后的鏜銑床數控設備系統(tǒng)可以有效地提升企業(yè)的生產效率。
關鍵詞 鏜銑床;數控設備系統(tǒng)改造;數控設備系統(tǒng)
一、鏜銑床數控設備系統(tǒng)原狀
WOTAN rapid2 數控落地鏜銑床是1993 年德國生產的,經過二十多年的使用磨損,機械精度嚴重喪失(如圖1)。原數控系統(tǒng)是西門子880 系統(tǒng),進入老化故障多發(fā)階段,因西門子系統(tǒng)換代出現備件購買困難,必須進行機械大修和數控系統(tǒng)改造來恢復機床的機械精度和控制精度機床存在主要問題如下:該設備W 軸運動時爬行嚴重,目前該軸已經不能繼續(xù)使用。機床立柱前傾,疑為W 軸氣浮板損壞所致,其他軸工作正常。機床在W 軸不參與運動的情況下,可以正常加工,但工件精度因W 前傾而降低。系統(tǒng)采用已淘汰多年的西門子880M 系統(tǒng),系統(tǒng)故障后,無配件可換。液壓和潤滑系統(tǒng)老化,很多油路不通,關鍵傳動位置得不到潤滑。

圖1 數控鏜銑床外觀
二、鏜銑床數控設備系統(tǒng)改造方案
(一)電氣部分的改造方案
1 系統(tǒng)選型
采用西門子公司的SINUMERIK 840D 數控系統(tǒng)對原機床數控系統(tǒng)進行改造升級。SINUMERIK 840D 的軟硬件配置應滿足原機床的控制功能:X、Y、Z、B 五軸聯動,OP010 機床操作單元,10.4 寸彩色TFT 顯示器,19 寸機床控制面板,PCU50,NCU571.5,40G硬盤,零件程序內存為 3MB(如圖2)。
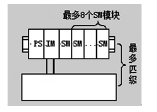
圖2 840D系統(tǒng)PLC連接圖
2 驅動單元
采用西門子611D 全數字交流驅動裝置,1FK7 交流伺服電機代替原機床直流伺服電機,對伺服系統(tǒng)進行改造升級;主軸保留原直流主軸電機,采用西門子 6RA70 主軸直流驅動對主軸系統(tǒng)進行改造升級。
(二)機械部分改造方案
機械部分的改造也是一項十分重要的改造內容;設施改造以后整個機床設備能夠順利地得以運行,加工精度能夠得到進一步的保證。需要對機床的導軌、主軸、刀具、工作臺等部分進行詳細的方案論證和方案設計;
(三)潤滑和液壓系統(tǒng)改造方案
潤滑系統(tǒng)的改造方案如下:首先是對原來的導軌潤滑管路進行清洗、修理,采用南京貝奇爾集中式定時定量泵改造機床元潤滑泵;其次是改造液壓箱容積為120 升,清洗液壓控制元件及各管路系統(tǒng)的液壓控制件;再次是更換老化的管路、高壓膠管及接頭。
針對液壓系統(tǒng)的改造方案如下:
1. 更換電磁閥;
2. 增加單獨的油冷溫控器;
3. 更換氣動部分失效的管路;
4. 修復各軸防護罩,更換各軸刮刷器;
5. 清洗檢修機床的液壓系統(tǒng)、氣動系統(tǒng)、潤滑系統(tǒng),更換老化的油管、油封、及損壞的電磁閥;
6. 檢修旋轉工作臺傳動鏈,更換旋轉工作臺軸承;
7. 清洗、檢修機床的液壓系統(tǒng)、潤滑系統(tǒng)、更換老化的油管、油封、及損壞的電磁閥。檢修冷卻系統(tǒng);
8. 機械部件組裝、調整各運動軸之間的位置精度,達到出廠標準;
9. 檢修氣動系統(tǒng),更換損壞的元器件(包括導軌氣浮機構);
10. 清洗疏通、檢修機床潤滑油路,保證所有潤滑點均能潤滑;
11. 機床噴漆翻新。
根據機床修理改造后主要用于加工使用要求,及機床的結構特點,為了保證機床在經過修理改造后能夠擁有足夠的加工能力和精度保障,機床的大修在保定的修理基地進行,對機床的機械部分進行大修,將機床進行分解、檢查零部件是否因鏜損需要修理、和換件。
三、鏜銑床數控設備系統(tǒng)改造過程中遇到的問題及解決措施
(一)伺服電機速度不穩(wěn)
在電氣部分的改造當中,遇到主要的問題就是伺服電機控制速度不穩(wěn)定。為解決伺服電機速度不穩(wěn)定的問題,從伺服控制參數的調整、反饋單元的檢測和數控指令的給定三個方面進行了分析研究。最終通過仔細的檢修調試,排除了系統(tǒng)本身指令輸出,找到造成伺服電機速度不穩(wěn)定的原因是伺服驅動器的控制參數不合適,結合仿真的的最優(yōu)波形,最終確立了伺服驅動單元控制的參數,解決了伺服電機速度不穩(wěn)定問題。接下來,敘述伺服驅動單元參數調整確定的過程。
一個數控伺服系統(tǒng)的參數一般包括機床通用參數、軸相關參數和驅動參數三大部分。一個伺服控制系統(tǒng)性能的優(yōu)劣需要這些不同功能的參數共同作用,配合默契才能達到最優(yōu)的控制結果,為得到穩(wěn)定的伺服電機速度控制性能,按照實際機床設備的特性和仿真的最優(yōu)波形對數控系統(tǒng)的系統(tǒng)參數、軸相關參數和伺服驅動器參數進行從新調整分析,最終得到對伺服電機速度穩(wěn)定控制的最佳性能,是參數調整的最終目的。參數值的調整優(yōu)化是一種為使整個系統(tǒng)達到最佳工作狀態(tài)時,實際負載、驅動單元以及伺服電機工作時的最佳配合狀態(tài)。
(二)工作臺抖動
在對鏜銑床機械部分的安裝調試過程中,遇到最大的問題就是工作臺前后和左右方向上運行的抖動。在排除了電氣部分的故障后,首先,對整個工作臺運動部分進行分析。一噸重的工作臺靠氣浮導軌減小臺面與底座的摩擦,使用滾珠絲杠作為傳動機構。在對工作臺運動部分的檢修過程中,首先解決絲杠的傳動問題,對絲杠的螺距進行了精確的檢測,發(fā)現傳動部分沒有故障,在對工作臺氣浮部分的檢修過程中,發(fā)現在工作臺運動過程中,有部分導軌與底座導軌有接觸摩擦。氣浮導軌運動過程中不能完全氣體隔層,導致導軌運動時受到的摩擦力不均勻是導致,工作臺運動過程中抖動的最終原因。
圍繞解決導軌運動受阻力不均的問題,首先,對整個氣壓系統(tǒng)的壓力進行了檢測,檢查了每一個關鍵節(jié)點的壓力值和空氣壓縮機的運行狀態(tài),發(fā)現壓力系統(tǒng)工作正常,最后,在對導軌上氣體壓力進行檢測時,發(fā)現整條氣浮導軌的壓力值不均。所以,確定工作臺運動過程中,抖動的原因是氣浮導軌上壓力不均,導致工作臺氣浮導軌向上浮起的升力不足,使工作臺導軌與底座導軌不能完全脫離,運動時產生不均勻的摩擦力。為解決氣浮導軌壓力不均的問題,采取對每個氣體管道進行疏通,檢修由氣源到氣浮出口裝置之間的系統(tǒng)元件;對失效件予以更換。氣浮嘴部的清理,對氣浮嘴部逐一分解清理與清洗,對損壞的氣浮嘴進行更換,軸傳動機構修理調整更換空氣濾芯和疏通每個氣浮導軌氣眼的方法,解決了氣浮壓力不均,最終解決了工作臺運動時抖動的問題。
(三)靜壓主軸運行不
在主軸運行試驗中,當主軸在高速狀態(tài)運轉時,運行不穩(wěn)定。為解決靜壓主軸運行不穩(wěn)定的問題,首先對靜壓主軸的工作原理進行了分析,主軸旋轉時的支撐點是靠均勻分布在主軸周圍的液壓系統(tǒng)。所以,首先對主軸周圍的液壓進行壓力檢測。壓力檢測表明,在低速和中速運行時,主軸周圍的液壓壓力穩(wěn)定且均勻。但是在主軸在高速旋轉時,主軸周圍的壓力檢測顯示不均勻。這是導致靜壓主軸系統(tǒng)工作不穩(wěn)定的原因。為解決這一問題,采取更換所有跟主軸靜壓系統(tǒng)相關的密封件,對所有參與靜壓系統(tǒng)工作的電磁閥的動作以及電磁閥進行疏通。最終,解決了靜壓主軸高速運行時不穩(wěn)定的問題。
四、鏜床數控設備系統(tǒng)改造后的效果
由于零件精度的等級以及相應的加工方法,代表著一個設備的加工精度與效率,有著嚴格的標準和加工要求。首先得到低精度、中等精度、高精度和特別精密精度的加工方法總結如下表1 所示:
表1 零件精度等級及其相應的加工方法
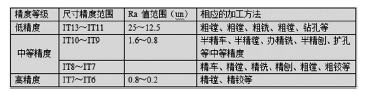
通過對數控設備系統(tǒng)的改造,使設備不僅在加工精度方面都有了較大的提高,而且大大提高了設備的智能化水平,節(jié)約了人力成,提高了生產效率。減少了加工工件道工序次數。改造后的設備,鏜銑床的故障率大大下降,停機次數大大減少,維修難度大大降低,從根上解決了設備生產能力低下的問題。新的智能系統(tǒng)和應用軟件的應用,編程變得更加簡單,加工復雜零件的功能大大提高,工序大大減少,提升了設備加工復雜工件的能力。為提升設備的生產效率做出了重要貢獻。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

