


TPX6113/2 型臥式銑鏜床工作臺輔助支撐架的設計及應用
2022-5-24 來源: 永城煤電控股集團有限公司機電制修廠 作者:田永超 劉治層
摘要: 為保證 TPX6113 /2 型臥式銑鏜床使用安全,提升其加工超長、超重零件的能力,通過設計輔助支撐架擴大鏜床工作平臺承載面積,拓寬鏜床加工范圍,利用彈性支撐原理,使支撐架跟隨零件一起運動,并提供動態彈性平衡支撐,解決大零件裝夾困難問題,為小機床加工大零件提供一種新的加工思路。
關鍵詞: 臥式銑鏜床; 支撐架; 工作臺; 加工范圍; 大零件
TPX6113 / 2 型臥式銑鏜床為通用機床設備,可對箱體、殼體、機座等大型零件進行鏜孔、擴孔、銑平面、切槽等切削加工,廣泛應用于能源、交通、重型、石化機械等行業,是加工箱體類零件的關鍵設備。鏜床工作臺主要技術參數如下:
( 1) 額定載荷: 10 000 kg。
( 2) 工作面積: 1 800 mm×1 600 mm。
( 3) 行程: 橫向 2 000 mm、縱向 2 000 mm。
在實際生產加工過程中,一些大型零件質量雖小于此鏜床額定載荷,但由于裝夾平面遠超工作臺面積,待加工位置偏離重心較遠,在鏜床平臺上無法裝夾,這類零件難以用此型號鏜床進行加工。還有一類零件,雖可裝夾至鏜床工作平臺,但重心臨近平臺邊緣,半邊偏沉,半邊懸空; 雖可進行加工,但存在損壞鏜床的風險與隱患。
針對上述情況,本文通過設計一種輔助支撐架,為鏜床工作平臺提供動態輔助支撐,將本已超出加工能力的零件安全裝夾至工作平臺進行加工,以拓寬鏜床加工范圍,獲得較大的技術經濟價值。
1、設計方案
1.1 結構設計及原理
如圖 1 所示,該支撐架由橫移板、縱移板、中間板、旋轉板、上下架體、支撐腿、彈簧和可調支腿等結構組成。整體呈三角柱結構,截面為等腰三角形。架體靜置高度高于鏜床工作平臺 100 mm,支撐工件時,3 個彈簧伸縮支座被壓縮 100 mm,可提供近 30 k N 的彈性支撐力,同時可實現自動平衡調節。底部可調支腿用于微調高度,頂部縱橫滑動平臺在底部滾珠及定位導向裝置帶動下,可分別實現前后左右 4 個方向的自由滑動。
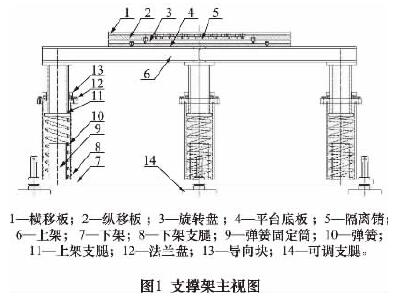
1.1.1 縱橫滑移及旋轉平臺
橫移板、縱移板、旋轉盤和平臺底板從上至下依次連接,構成了縱橫滑移及旋轉平臺,每個板之間通過滾珠滑槽結構進行連接定位,可使每級結構自由滑動或旋轉。
平臺底板由方形板制成,底部焊接至三角形上架頂部,上部和旋轉盤連接,上平面有 4 小段圓弧形滑槽,在鋼珠的帶動下,可使上部機構左右各微動旋轉6°,實現上級結構的平面角度微調。
旋轉盤由圓形板制成,底部和平臺底板連接,上部和縱移板連接,上平面有 2 個直線型滑槽,在鋼珠的帶動下,可使縱移板縱向水平滑動。
縱移板由方形板制成,底部和旋轉盤連接,上部和橫移板連接,上平面有 2 個直線型滑槽,在鋼珠的帶動下,可使橫移板水平橫向滑動。
橫移板由方形板制成,底部和縱移板連接,上部承載待加工零件底部,可使零件在平臺的帶動下,縱橫滑動。
1.1.2 滾珠滑槽結構
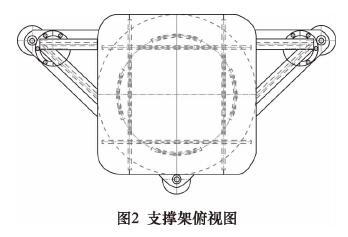
支撐架所有滑動機構都由滑槽、隔離銷、鋼珠組成。如圖 3 所示,兩個隔離銷之間各有 1 枚鋼珠,鋼珠頂部略高于隔離銷頂面,起滑動承載作用。隔離銷下端通過螺紋連接到下級機構上,上端嵌入上級機構滑槽中,起隔離導向作用。若沒有隔離銷,采用純鋼珠設計,鋼珠沿一個方向滾動,容易發生卡死現象。隔離銷的存在,使每枚鋼珠相互獨立,保證其轉動靈活。

1.1.3 上下架體
上架體由工字鋼焊接而成,下架體由鋼板焊接而成,兩者之間通過 3 個支腿和彈簧進行連接。上下架體呈等腰直接三角形結構,為上部平臺提供支撐,上架支腿插入下架支腿中,在導向塊的導向作用下,同時在彈簧的支撐作用下,使得上架體可在下架體中縱向彈性升降。
1.1.4 升降調節支撐機構
3 個支腿彈簧可帶動平臺隨待加工零件的縱橫移動進行動態自動平衡支撐,和下架底部手動調節的 3個可調支腿配合使用,可根據需要調節彈簧壓縮量,為承載待加工零件提供適宜支撐力。
1.2 使用步驟及流程
( 1) 將支撐架放置到鏜床導軌一端,讓導軌端部插入架體內部,使支撐架盡可能近地接近鏜床工作平臺,以便提供更為穩固的縱向支撐力,同時,初步核對待加工零件加工幅度范圍,保證在不挪動支撐架的前提下,滿足零件加工一個工序的運動幅度。
( 2) 找正支撐架。通過測量,盡量讓支撐架中心軸線和鏜床工作臺中心軸線重合,并保證縱、橫移板滑槽和工作臺縱、橫向平移軌跡的平行度,以減小滑動阻力。由于旋轉盤有跟隨零件自動找正的功能,即使初步找正略有偏差,后期也可自動調節。找正的最佳效果是讓平臺承載零件后,旋轉盤不動作,無需通過旋轉調整平行度偏差。
( 3) 將待加工零件放置于鏜床工作平臺和支撐架頂部,盡量讓零件重心置于鏜床工作平臺內部,這樣支撐架僅提供反向支撐力,更為安全可靠。零件將支撐架頂部壓至和工作臺水平時,通過底部可調支腿調節支撐高度,經過試驗,找到能夠將待加工零件支撐到和鏜床工作平臺產生傾斜間隙的臨界點,然后略微調低,以提供最為穩固又適宜的彈性支撐力。
( 4) 進行負荷試運行調試。開機操作鏜床,縱橫方向分別微動鏜床工作平臺,觀察支撐架頂部縱移板、橫移板、旋轉盤隨鏜床工作平臺縱橫移動的靈活程度,保證各方向滑動無卡塞、失穩等問題后,根據零件加工幅度范圍,在縱、橫 2 個方向上往復試驗,確定能滿足一個工序的加工幅度范圍后方可進行加工。
2、使用實例
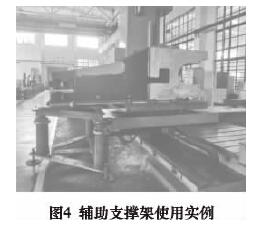
永城煤電控股集團有限公司機電制修廠是集煤礦機電設備制造、維修為一體的現代化企業。該廠利用TPX6113 / 2 型臥式銑鏜床加工 SGZ800 刮板機機頭架時,此零件總長 3.25 m,總重 7 t 有余,重量臨近機床最大承重,長度遠超機床平臺范圍,重心偏離平臺中心位置,用鏜床進行銑面、鏜孔、鉆孔等工藝加工時,存在一定的加工難度和風險。采用本設計的輔助支撐架后,解決了加工難題,實現了零件各工序的切削加工。現場使用效果圖如圖 4 所示。
3、結語
本設計立足生產加工實際,根據鏜床設備性能設計制作而成,在一定程度上合理拓寬了鏜床加工范圍,將本不可能完成的加工任務變為了可能,創造了極大的經濟社會效益。本設計的成功應用,也為如何充分挖掘企業現有設備潛能,提升企業生產加工能力提供了新思路。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

