


提高臥式鏜床主軸裝配精度的措施
2019-8-2 來源:齊齊哈爾工程學院 作者:郝巖利
摘 要:隨著當前生產制造技術的發展,數控機床作為自動化生產制造技術,具有生產效率、制造精度、生產系統運行效率均較高的優勢,其中臥式鏜床在數控鏜床中應用最為廣泛,文章通過對提高臥式鏜床主軸裝配精度的措施進行分析,以期為提高臥式鏜床應用能效提供依據。
關鍵詞:臥式鏜床;主軸;裝配;精度;措施
臥式鏜床的鏜孔精度高達 IT17,Ra1.6~0.8 為加工元件表面粗糙度值,鏜床軸向運動并呈水平布置狀態,順著前立柱運動的主軸箱與導軌運動方向呈垂直狀態,工作臺橫向或縱向運動,實現鏜削加工目標,基于臥式鏜床經濟實用、裝備簡單,為此常用于生產加工螺紋、端面、外圓、大型箱體等零件加工,同時也用于加工拖拉機、汽車發動機缸體的重要設備之一,其中長孔鏜削是加工箱體零件的代表,在金屬切削加工中極為常見,該種加工形式對孔系位置、孔自身精度有極高要求,需臥式鏜床通過合理設計,保障主軸結構穩定、有效,滿足相關元器件加工制造需求。
1、 科學控制影響臥式鏜床主軸裝配精度的要素
為科學控制影響臥式鏜床主軸裝配精度的要素,需對該主軸結構有所了解,通過觀察圖 1 可知,臥式鏜床主軸由前軸承、前齒輪、鍵、主軸套筒、后齒輪、箱體、后軸承、擋油圈、調整墊、止退墊、圓螺母及鏜軸構成,臥式鏜床主軸裝配精度受各主要件影響,只有各主要件精度高、裝配合理,才能保障臥式鏜床裝配精度得以提高,同時軸承設計、主軸轉速、主軸組件平衡性等性能,也是科學控制影響臥式鏜床主軸裝配精度的要素。
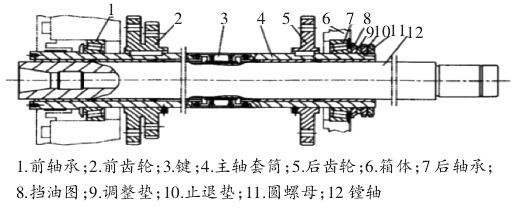
圖 1 臥式鏜床主軸裝配圖
2 、依據臥式鏜主軸裝配要求提高設備精度
臥式鏜床前后軸承采用背對背結構進行安裝,為提高其裝配精度,需依據其裝備需求,通過調整圓螺母、調整墊、止退墊,使主軸預緊力得以優化,并達到鎖緊目的,套筒內的臥式鏜床主軸通過平鍵與外部主軸連接,同時能跟隨主軸做旋轉運動,在傳動鏈作用下套筒內主軸可朝前后方向移動,其中平鍵聯結過盈量需控制在 0.02~0.03 mm,鏜床主
軸與主軸套筒間隙控制在 0.01~0.02 mm,以 0.025 mm 為標準控制裝備后主軸外延端面 300 mm 處徑向跳動差,近軸端鏜床主軸軸孔跳動差應≤0.015 mm,離軸端鏜床主軸徑
向跳動差應≤0.02 mm。
3 、分析有效提臥式鏜床主軸裝配精度的措施
3.1 鏜床主軸與其套筒配對加工
在精磨鏜床主軸及套筒后,需要依據相關加工需求對套筒進行珩磨,通過精確測量套筒尺寸,檢驗精磨、珩磨成果,及時對尺寸進行調整,依據調整后的尺寸配磨鏜床主軸,使鏜床主軸及相關套筒之間的配合間隙控制在 0.01~0.02mm,達到提高臥式鏜床主軸裝配精度的目的。
3.2 精磨鍵槽
鍵槽是一條在孔內或軸上與鍵相配的槽,針對臥式鏜床主軸來講這條槽在軸上,為此鍵槽的尺寸需與主軸尺寸相匹配,遵循臥式鏜床主軸裝配要求,秉持提高主軸運行精度原則,使該環節對稱度得到保障。
3.3 配磨平鍵
以 0.02~0.03mm 為標準,控制平鍵連接,使該環節過盈量科學穩定。
3.4 做好裝配調整
待臥式鏜床主軸組件精加工后,將該主軸置于測量平臺上,在前后軸承處使用 V 型鐵做好支撐,在測量檢棒端部徑向跳動值時需做好相關記錄,同時做好離軸端 300 mm處的徑向跳動值及其運動方向的記錄工作,在套筒上標記徑向跳動最大值及其運動方向。
4 、結 語
綜上所述,為使臥式鏜床主軸裝配精度得以提高,技術人員需在總結以往裝配經驗基礎上,通過細致分析臥式鏜床主軸裝配各個元件對其精度的影響,制定科學合理的裝配計劃,有效施行裝配精度控制措施,提高臥式鏜床加工生產綜合成效。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

