


TK6920 澆灌定位組合鏜軸動態特性分析及應用
2016-7-14 來源:武漢國威重型機床股份有限公司等 作者:陳水勝 胡海 楊哲 嚴進
摘要: TK69 系列大型數控落地銑鏜床是《國家中長期科學和技術發展規劃綱要》( 2006—2020) 和國家統計局《戰略性新興產業分類( 2012) 》重點發展的項目,其主軸的動態性能直接影響到機床的加工精度。結合TK6920 主軸的功用,提出一種澆灌定位組合鏜軸,基于機床有限元法對其動態特性進行了分析和試驗驗證,得出該鏜軸具有良好的抗振性能和結構工藝性,滿足重型機床高速、高精、高效的需要。
關鍵詞: 銑鏜床; 組合鏜軸; 動態特性; 抗振性; 結構工藝性
現代數控機床正向高速度、高精度、高剛度方向發展[1]。TK6920 重型數控銑鏜床是一種性能優良、加工工藝范圍廣泛、精度及生產效率較高的設備,也是《國家中長期科學和技術發展規劃綱要》( 2006—2020) 和《戰略性新興產業分類( 2012) 》中重點發展的高端技術裝備。該機床一次裝夾就可完成鉆、擴、鏜、切溝槽和平面銑削加工,如果再配上高精度的數控回轉工作臺,一次裝卡便可完成5 個面的多道工序的加工,是冶金、能源、電力、船舶、核電等行業大型零件加工必不可少的加工設備。為了滿足機床高速、高精、高效的切削加工要求,需要機床結構具有更高的強度、剛度、熱穩定性和抗振性等性能。當前,國產的該類機床主軸轉速一般在2 ~ 1 200 r /min之間,國外同類機床轉速可以達到2 500 r /min; 在高速性能指標上國產與國外的同類機床相比較還有一定差距,對生產效率的進一步提高有一定限制。而主軸作為機床傳遞主運動、提供主切削速度的關鍵部件,主軸轉速直接決定著加工效率,并且其動態性能好壞直接影響著機床最終加工性能[2]。因此,對TK6920重型數控銑鏜床高速主軸的優化設計、動態性能分析和實驗驗證尤有必要。
1、灌定位組合鏜軸的結構
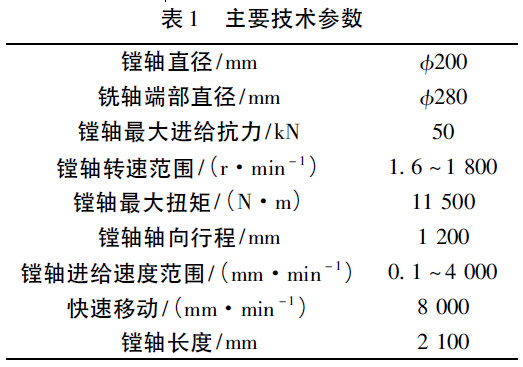
以TK6920 /80 × 50 數控落地銑鏜床為例,主要技術參數見表1。
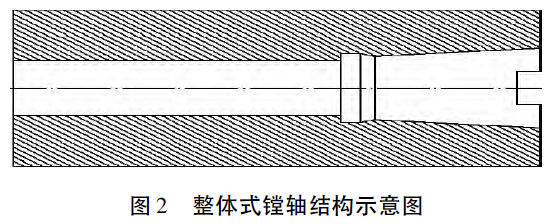
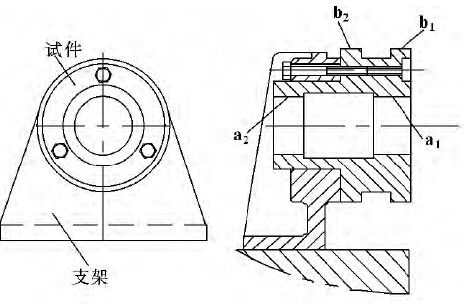
澆灌定位組合鏜軸如圖1 所示,整體式鏜軸如圖2 所示。澆灌定位組合式鏜軸分為兩部分: 鏜軸頭部和鏜軸尾部,兩部分分開進行加工,接頭2 后端軸頸與鏜軸1 的內孔配合,接頭2 前端的定位軸肩靠在鏜軸1 的端面上,并由螺栓6 固定,接頭2 上有用于裝卡刀具的錐孔,在鏜軸1 上有內錐孔,接頭2 外部有錐面,內錐孔與錐面之間形成錐環形縫隙,錐環形縫隙內澆灌有固化膠7,鏜軸1 與接頭2 之間還連接有傳動銷8,傳動銷8 與接頭2 之間也澆灌有固化膠7。傳動銷8 的作用是同螺栓6 一起承受接頭2 與鏜軸1 之間的扭矩[3]。

TK6920 數控銑鏜床采用3 支撐主軸結構。這是由于主軸跨距較大,3 支撐可以有效減少主軸彎曲變形。這3 個支撐中,前支撐和中間支撐分別由1 對角接觸球軸承組成,其型號為B71952E T P4S UL。這2對角接觸球軸承采用背對背的組合方式,2 個軸承共同承擔徑向載荷,還可以承受雙向的軸向載荷。后排軸承由1 對深溝球軸承組成,其型號為61948M-P5。這對軸承是輔助支撐,安裝時在徑向要保留必要的游隙,從而避免主軸安裝軸承處軸徑和箱體安裝軸承處孔的制造誤差引起的干涉。
2、鏜軸有限元動態特性分析
主軸是機床最重要的部件之一,其前端安裝刀柄和刀具,直接參與切削加工,其性能直接影響到零件的加工質量以及加工效率等。機床加工工件時所受的切削力變化較大,引起的振動也很大,嚴重影響加工質量,為此必須對機床進行動態特性分析。模態分析法和諧響應分析是目前研究機床動態性能的最主要方法,模態分析可以判斷出主軸的設計是否合理、振型是否影響加工精度; 諧響應分析可以預測結構的持續動力特性,從而驗證主軸結構能否克服共振、疲勞,以此對主軸進行結構優化,使其滿足機床對加工質量的要求。
2. 1、鏜軸的三維建模
進行有限元分析所用的軟件是ANSYS,但是鑒于其建模功能的缺陷,首先用SolidWorks 軟件進行建模,然后導入ANSYS 進行分析。建模時忽略了一些對有限元分析結果影響不大的因素,如一些小圓角、倒角和凹槽等[4]。
2. 2、鏜軸剛度分析
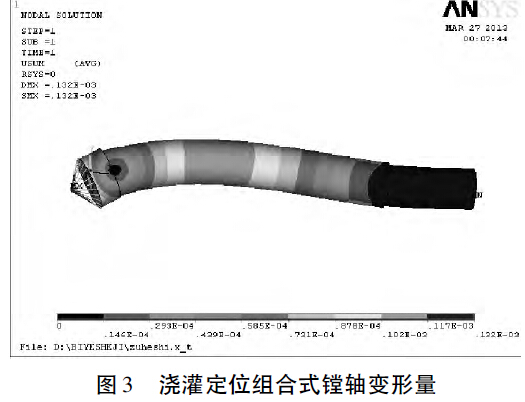
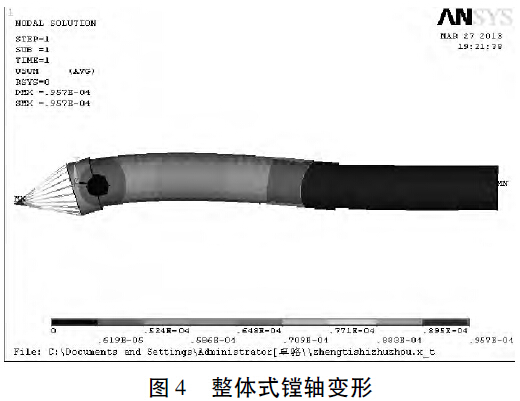
根據機床加工性能要求,設定鏜軸最大扭矩為T = 11 500 N·m,最大切削力為Fc = 50 000 N,依據經驗公式計算最大進給力為: Ff = 0. 4Fc = 20 000 N。單元選Beam188,設定主軸的彈性模量、泊松比和密度,劃分網格,施加約束,施加載荷( 切削力、進給力和扭矩) ,得到的主軸靜力變形如圖3、圖4所示,扭轉變形如圖5、圖6 所示。
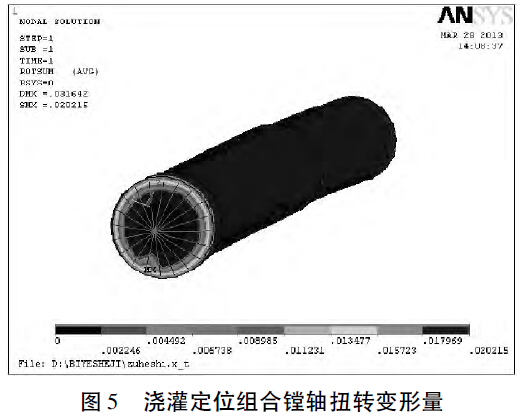
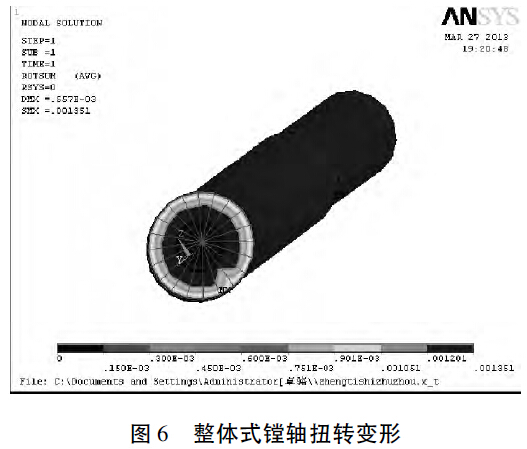
在最大扭矩的作用下: 澆灌定位組合鏜軸扭轉變形為0. 02,整體式鏜軸扭轉變形為0. 001 4。實際應用中很少出現因強度不夠而導致主軸疲勞斷裂失效的情況,可能會出現的是切削力作用下剛度不足而出現的變形過大,又或者會產生振動使加工精度受到影響的現象。所以有必要比較一下這兩種主軸的剛度是否能滿足使用要求。
主軸的剛度就是指其在外載荷作用下抵抗變形的能力。剛度的計算公式如下:

式中: F 為切削力,y 為變形量,K 為剛度。根據ANSYS 分析結果,分別算出澆灌定位組合鏜軸和整體式鏜軸的剛度K1和K2為:
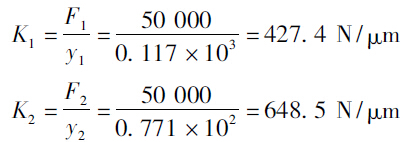
查資料知,澆灌定位組合鏜軸的剛度完全能夠滿足工作的需求; 從計算結果看整體式鏜軸的剛度比澆灌定位組合式鏜軸好一些,這與實際情況相符。
2. 3、鏜軸動力學分析
澆灌定位組合鏜軸與整體式鏜軸的動力學分析有所不同,因為澆灌定位組合鏜軸頭部與尾部是用固化膠TS355 粘接起來的,而整體式鏜軸不存在粘接,所以要將固化膠部分看做是結合面。結合面通常采用彈簧阻尼單元來模擬,計算出剛度和阻尼就可以進行結合面的等效代換。結合面的接觸剛度和接觸阻尼對整機動態特性影響很大,研究表明: 結合面特性對機床整機性能有很大的影響,機床的靜剛度中,30% ~50%取決于結合面的剛度特性; 機床阻尼值的90%以上來源于結合面的阻尼特性,60%的機床振動問題源于結合面[5 - 6]。所以合理選擇等效結合面的參數至關重要。固化膠層的厚度是影響結合面參數的一個主要因素,選擇合適的澆灌厚度對機床動態性能的影響不言而喻。灌膠工藝所用的定位膠材料沒有鑄鐵高,定位膠越厚,其剛性越差,但若定位膠太薄,粘接強度又不夠,故在灌膠過程中應嚴格控制定位膠的厚度[7]。經過試驗分析驗證,得出錐環形縫隙最佳厚度為2. 5 mm[3]。
2. 3. 1、鏜軸模態分析
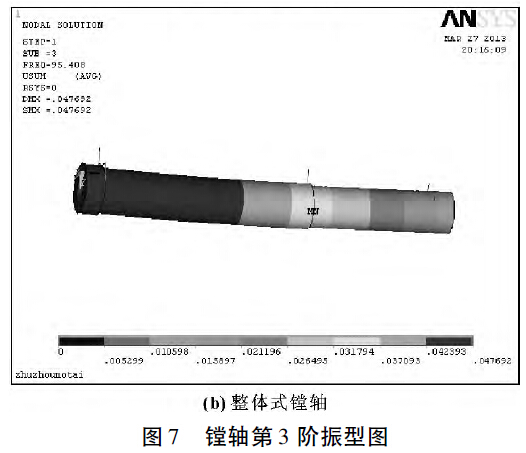
選用Block Lanczos 方法進行模態提取,文中提取澆灌定位組合式主軸和整體式主軸的前6 階模態( 表2) ,第3 階振型見圖7
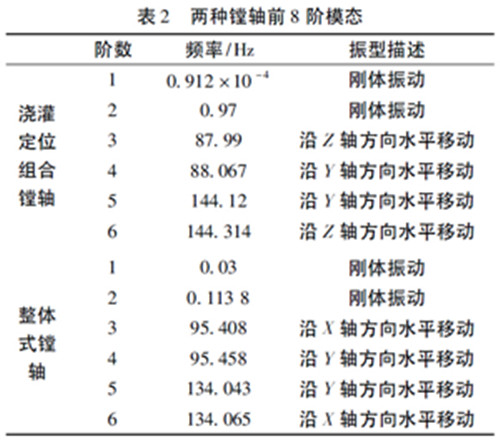
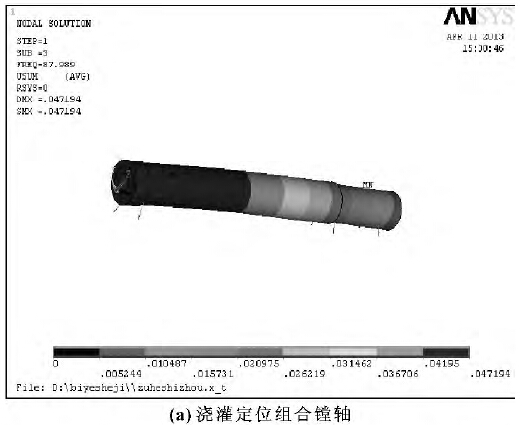
由表2 可得出以下結論:
( 1) 鏜軸前兩階頻率很小,約等于0,屬于剛體振動,可以忽略。
( 2) 鏜軸第3 階和第4 階頻率較為接近,可以視為重根,第5 階與第6 階頻率較為接近,都可視為重根。
( 3) 澆灌定位組合鏜軸1 階固有頻率為88 Hz,2 階為144 Hz; 整體式鏜軸1 階固有頻率為95 Hz,2階為134 Hz。
( 4) 鏜軸工作轉速為2 ~ 2 500 r /min,固有頻率范圍為0. 03 ~ 41. 67 Hz,與鏜軸固有頻率差距較大,工作時不會發生共振。
2. 3. 2、鏜軸諧響應分析
諧響應分析是確定結構在承受隨時間正弦( 簡諧) 變化的載荷作用時穩態響應的一種技術[8]。機床在工作中,鏜軸會受到周期性的激振力的作用,如果因為沒有提前預測而使機床發生共振,尤其是工作過程中的鏜軸受到的激振頻率與其固有頻率接近時,不僅影響加工精度,還會對機床造成損壞,影響機床使用壽命,因此對鏜軸進行諧響應分析很有必要。
對澆灌定位組合式鏜軸和整體式鏜軸分別進行諧響應分析,加載激振力為UZ 負方向,大小9. 8 N,頻率范圍分別為65 ~ 200 Hz 和70 ~ 200 Hz,分10 個載荷子步計算主軸1 階固有頻率和2 階固有頻率附近的響應[8],諧響應分析結果如圖9 所示。
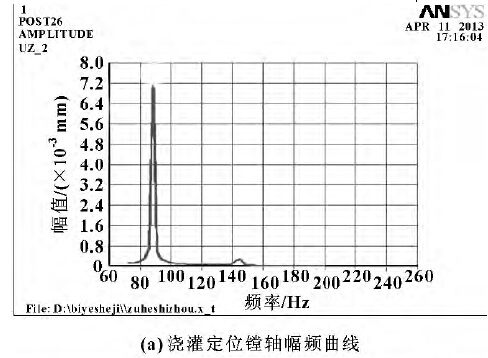
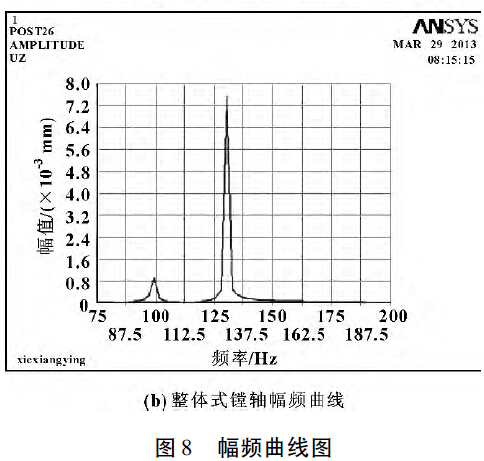
從圖8 可以看出: 澆灌定位組合式鏜軸的激振頻率的峰值發生在93 和145 Hz 左右,整體式鏜軸的激振頻率峰值發生在90 與135 Hz 左右,與模態分析的結果相符合,且澆灌定位組合鏜軸的位移幅值比整體式主軸的要小,由此得出澆灌定位組合鏜軸的抗振型性較好一些,結構也趨于合理。
3、實驗驗證
機床主軸作為與刀具直接相連的關鍵部件,其動態性能對機床綜合機械加工性能有直接的影響。通過上述的分析與研究得出: 澆灌定位組合鏜軸的剛度、強度等機械性能指標不僅能滿足使用要求,還具有良好的動態性能; 既滿足機床高轉速、高剛度的要求,又具有良好的抗振性和結構工藝性。作為高速、高精和高效的TK6920 機床的組合鏜軸,在工程應用上是否與研究結果相符,還需對機床的實際加工性能進行試驗驗證。
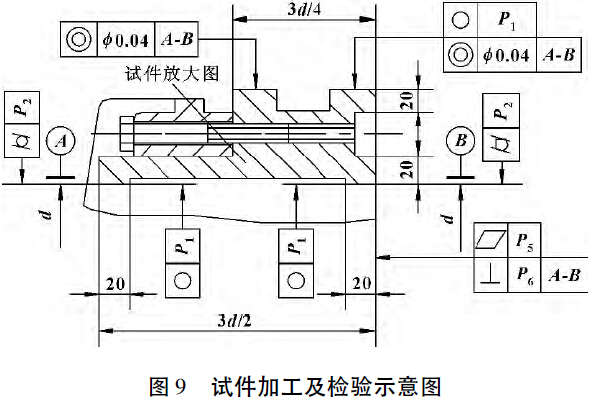
參照現行機床行業執行的產品質量標準《GB/T5289. 3-2006 臥式銑鏜床檢驗條件精度檢驗第3 部分: 帶分離式工件夾持固定工作臺的落地式機床》,對試件進行切削加工,驗證機床的工作精度。
加工及檢驗示意圖如圖9 所示,試件材料為鑄鐵( HT250) ,用螺釘緊固在夾具的安裝支架上,主要加工面為內圓表面a1、a2,外圓表面b1、b2。鏜孔直徑d 應等于或略大于鏜軸直徑。車削直徑D 的確定應使( D - d) /2 的值等于或略小于平旋盤徑向滑塊的最大行程。檢驗項目如表3 所示。
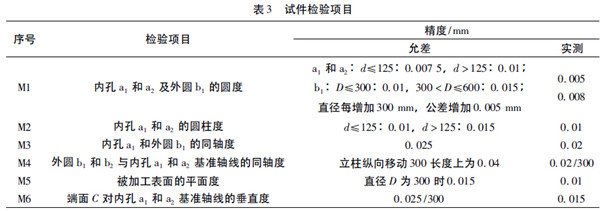
從表3 可以看出: 使用了上述組合鏜軸的TK6920 機床實際加工精度在國家標準所允許的誤差范圍內,并且加工精度高出30% ~ 50%。試驗數據表明: 澆灌定位組合鏜軸的動態性能好,機床加工精度高。
4、結論
通過對澆灌定位組合鏜軸的動態特性分析和實驗驗證得出以下結論: ( 1) 澆灌定位組合鏜軸的剛度、強度都滿足使用要求; ( 2) 澆灌定位組合鏜軸的動態性能好,既滿足機床高轉速、高剛度的要求,又具有良好的結構工藝性和抗振性; 工藝上,澆灌定位組合鏜軸分兩部分加工,相對整體式鏜軸而言加工起來較為簡單,精度也容易保證; 抗振性上,澆灌定位組合鏜軸創造性地在鏜軸頭部外圓和尾部內圓設置了錐環形縫隙,這個縫隙里面充滿具有黏、彈性的固化膠,阻尼系數大,可以起到減振、吸振的作用。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

