


絲桿、螺母結構是機械制造行業常用的傳動、鎖緊機構, 而細長軸結構的絲桿、螺紋超長的螺母的加工,就成為機械行業單件小批量生產加工中的重點和難點。
我公司為鞍鋼生產 1780 軋機上的壓下螺母、絲桿正是典型的此類部件, 該部件尺寸、形狀及位置精度要求較高, 加工難度大且螺距特殊。在接到生產任務后, 我們認真地分析了圖樣和技術要求, 經多方論證, 最終確定了加工方案。
1、絲桿的加工
(1) 絲桿的結構與技術要求 絲桿的結構如圖 1 所示, 絲桿總長2823mm, 螺紋長度為2294mm, 兩端為配合軸徑, 中間為雙線梯形螺紋。主要技術要求為: 螺紋與配合軸徑裝配要求跳動量不大于0. 1mm; 絲桿螺紋為梯形雙線螺紋, 螺紋大徑- 0. 05 mm, 中徑小徑- 0. 05mm, 導程為 50mm, 螺距為 25mm, 牙型角為 30°, 牙型表面粗糙度值 Ra = 1. 6μ m; 螺距誤差0. 02mm, 累積螺距誤差每八個螺距為 ±0. 04mm, 螺紋部分要與樣板相吻合, 淬火、回火硬度286 ~ 321HBW。
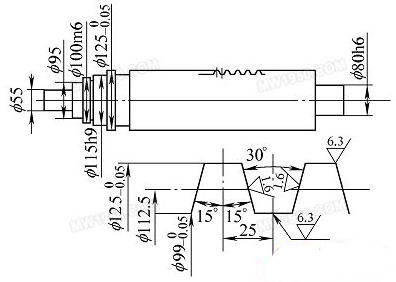
圖1 絲桿的加工
(2) 主要加工難點 該絲桿為細長軸結構, 剛性差,易變形, 吃刀及自重變形均會對螺紋精度造成很大影響; 螺紋為特殊螺距, 銘牌上沒有 50mm螺距, 各項形位公差精度要求高; 由于是雙線梯形螺紋, 分頭必須嚴格準確。
(3) 工藝方案的確定 根據以上結構、技術要求及加工難點的分析, 該部件主攻難點在螺紋加工及形位公差精度的保證上。因此我們確定以下方案, 首先粗加工, 然后調質處理; 半精加工、自然時效, 采用反彈法校直; 精加工, 選用外圓磨保證配合軸徑形位公差, 選用 CW61100A 車床保證螺紋精度。
(4) 主要加工過程 具體分為以下四個步驟:
粗加工: 在臺鏜和臥車上進行粗加工后調質處理。
半精加工: 由于 CW61100A 銘牌上沒有 50mm 螺距, 因此在先期技術準備過程中, 我們準備了螺距交換齒輪, 計算公式為:

因為 CW61100A 原傳動為 45 /90, 因此 i原 為 1/2。
又本著盡量少做交換齒輪的原則, 我們盡量選用原機床交換齒輪, 因此 z1、z4 仍取 45、90 齒交換齒輪, 則45 /z2 ×z3 /90 = 50 /48 × 1 /2, 即 P /P1 = 50 /48。考慮機床掛合空間, 我們選用了 z3 為 75, z2 為 72 齒, 即圖2 排刀圖72 × 75 /90, 銘 牌 螺 距48mm。半精加工時, 各配合軸徑均留磨螺紋大徑留精車量 1. 5 ~2mm, 牙型粗挑, 按圖 2 所示順序完成齒形粗加工。由于絲桿屬細長軸結構, 半精加工時采用跟刀架用切刀加工, 螺紋表面均應有 1. 5 ~ 2mm 精加工量, 并適時放松尾座頂尖。
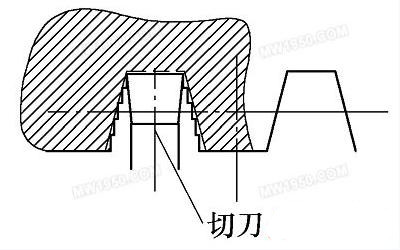
圖2 排刀圖
自然時效,反彈錘擊法校直:由于調質后仍有很大的殘余內應力,且該工件為細長軸結構,極易變形。因此,半精加工后進行自然時效的措施來進一步消除內應力, 用反彈錘擊法消除因半精加工中造成的工件變形,如圖3所 示。然后上車床,車螺紋大徑留磨量0mm,轉精加工。
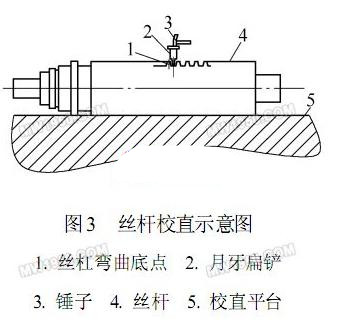
圖3 絲桿校直示意圖
精車: 應先車螺紋底徑到尺寸,然后按齒形、齒距樣板調節小刀架精車到尺寸。注意此時車刀應按齒形板磨出齒形, 但切削刃形狀應窄于齒形樣板, 最終用樣板檢驗齒形時用0. 05mm 塞尺不入為合格。加工過程中注意使用切削液冷卻刀具, 以保證齒形、齒距精度。齒形合格后上銑床加工其余部分達圖樣要求。
2. 螺母的加工
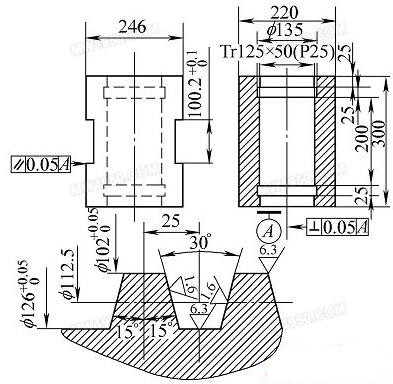
(1) 螺母的結構與技術要求 螺母的結構見圖螺母外形為六面體結構, 兩側面有鍵槽螺紋兩端有空刀槽。主要技術要求為: 螺母外形× ( 246 ± 0. 1) mm ×300mm。螺紋長 300mm, 端面與軸線垂直度 0. 05mm, 兩側面槽0 mm、平行度0. 05mm; 螺母材質為 ZCuZnAlFe3Mn3, 內螺紋為雙線梯形螺 紋, 大徑0 mm, 中 徑 112. 5mm, 小 徑0 mm, 導程為 50mm, 螺距為 25mm, 牙型角為30° ; 每個螺距誤差為 ± 0. 02mm, 累積螺距誤差每八個螺距為 ± 0. 04mm; 用標準絲錐 ( 樣板) 加工螺紋。
(2) 主要加工難點 該螺母為銅件, 熱膨脹系數大, 易變形, 螺紋長, 加工用刀桿在吃刀和自重上易變形顫動, 使螺紋表面產生波動; 特殊螺距導程大, 各項形位精度要求高; 雙線梯形螺紋, 分頭必須嚴格準確,必須用樣板控制加工。
(3) 工藝方案的確定 根據以上技術要求, 結構及難點的分析, 該件主攻難點也在螺紋的加工上, 經反復論證, 確定了加工方案: 用銑床保證各處部尺寸及形位公差, 螺紋部粗加工、采用專用刀桿進行精加工。
(4) 主要加過程 銑床銑外形, 保證六面體尺寸,并保證對面平行, 鄰面垂直均在 0. 03mm 以內, 加工0 mm 槽達圖, 保證尺寸及 形位公差; 選 用CW6110A車床, 同絲桿一樣, 交換齒輪配制, 粗加工內孔留精車量 1. 5 ~ 2mm。螺紋牙型如圖 2 所示方法選用切刀粗加工, 但需要注意的是需控制切削熱的產生,防止活件變形影響精加工, 并最大限度消除應力。精加工過程: ①精加工內螺紋小徑至- 0. 02 mm。②將專用刀桿裝卡到刀架上, 刀桿如圖 5 所示, 刀桿底部有一個刀托, 如圖 6 所示。進刀時刀托自然搭在螺母的內徑上, 防止加工過程中刀軒由于自重吃刀切削影響加工精度, 先車螺紋底徑到尺寸, 然后按齒形、齒距樣板調節小刀架精車螺紋到尺寸, 要求同絲桿精加工相同。
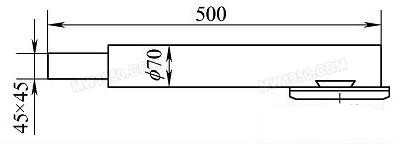
圖5
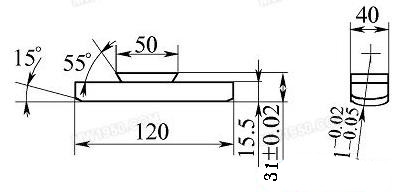
圖6
3、結語
絲桿、螺母的加工是在認真分析圖樣, 論證工藝可行性, 并借鑒絲桿螺母加工經驗基礎上完善了工藝措施, 綜合了各方法長處而進行的實踐嘗試。由于工人師傅嚴格執行了工藝, 并提供了寶貴經驗使此套活件順利加工完成, 并達到圖樣要求。反彈錘法校直, 刀托的應用, 螺母小徑尺寸變小量的確定都是原有的寶貴經驗,這是一次經驗綜合。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

