



摘 要:數控機床急停故障是數控機床使用過程中最為普遍和常見的故障,針對 FANUC Oi 系統數控機床,介紹了數控機床急停的硬件及軟件控制原理,對數控機床急停故障進行了具體分析,提出了一種“追根尋源”的數控機床急停故障排除方法,可以有效快速地排除數控機床急停故障,提高數控機床使用價值。
關鍵詞:追根尋源;數控機床;故障排除;急停
數控機床急停控制的目的是在緊急情況下,使機床上的所有運動部件制動,并在最短的時間內停止運行。當數控系統出現自動報警信息后,需按下急停按鈕,待查看報警信息并排除故障后,再松開急停按鈕,使系統復位并恢復正常。在急停狀態下修改參數,在發生意外或關機時按下急停按鈕,可以有效保護強電對控制板元件的沖擊和安全。急停故障是指旋開急停按鈕后機床始終復位,進給軸無法獲取使能信號和 PMC(Programmable Machine Controller)無Y 功能輸出的一種現象。可見,數控機床急停是數控機床安全性的重要內容,能否及時正確處理數控機床急停故障將直接影響到機床操作安全及加工效率。本文以 FANUC Oi 數控系統分析了其控制原理及常見故障的處理方法。
1 、急停控制外圍連接
一般來說,急停的產生有兩種途徑:一是機床運動過程中,在緊急情況下,人為按下急停按鈕,數控機床進入急停狀態,主軸運轉及伺服進給會立即停止工作;二是機床發生超程或伺服報警等故障,系統自動使機床進入急停狀態。在急停回路設計時,所有的急停信號串聯在一起,任何一個按鈕按下時,都將產生急停[1]。
FANUC Oi-D 數控系統的性能比 Oi-C 更強,使用了速度更高的 CPU,提高了 CNC 的處理速度;具有標配嵌入式以太網功能。Oi-D 數控系統是高性價比、高可靠性、高集成度的小型化數控系統。圖 1 為FANUC Oi-D 數控系統急停按鈕與超程開關硬件連接示意圖。
如圖 1 所示,進給軸超程開關為動斷觸點,急停按鈕與每個進給軸的超程開關串接,當沒有按急停按鈕或進給軸運動沒有超程時,KA1 繼電器吸合,相應的 KA1 觸點閉合,則 Oi-D 系統的 I/O 模塊 X8.4處信號為 1,同時另一個 KA1 觸點也閉合。ai 伺服單元的電源模塊 CX4 插座的 2、3 管腳接收急停信號,閉合為沒有急停信號[2]。
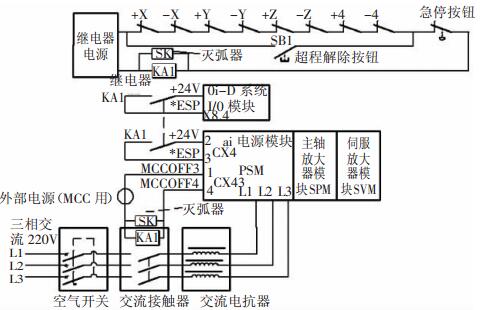
圖 1 急停按鈕與超程開關硬件連接示意圖
KA1 觸點閉合后,若 Oi-D 系統和 ai 伺服單元本身以及之間的連接沒有故障,則 ai 電源模塊內部的MCC 觸點閉合,即 CX3 的管腳 1、4 接通,如圖 1 所示。使用該伺服單元內部的 MCC 觸點來控制外部交流接觸器吸合,當外部交流接觸器 KM 吸合,三相交流 220 V 電源模塊就施加到了伺服單元的主電源輸入端 L1、L2、L3,數控系統和伺服單元就能正常工作。
通過圖 1 可以看出,當按下急停按鈕或軸運動到超程位置時,KA1 繼電器斷開(急停繼電器),Oi-D系統 I/O 模塊的 X8.4 為低電平,系統急停,同時電源模塊連接的 KA1 也斷開,伺服單元的內部觸點斷開,外部交流接觸器失電,主電源斷開。若由于急停按鈕斷開導致急停,只需松開急停按鈕,使其閉合即可解除急停;若是由于超程開關斷開導致急停,則要求必須有超程解除按鈕才能解除,如圖 1 中的 SB1 按鈕所示。
2 、急停功能 PMC 控制
2.1 功能信號
急停信號有 X 硬件信號和 G 軟件信號兩種,X信號是機床側輸入到 PMC 的信號,G 信號為 PMC 輸入到數控系統 CNC 的信號。急停硬件信號地址為X8.4,其信號地址是固定的。數控系統直接讀取該信號,當 X8.4 信號為“0”時,系統出現緊急停止報警。與急停報警緊密相關的信號還有 G8.4 信號,該信號是PMC 送到 CNC 的緊急停止信號。若G8.4 為“0”,系統則出現緊急停止報警。CNC 直接讀取機床信號 X8.4和 PMC 的輸入信號 G8.4,兩個信號中任意一個信號為 0 時,進入緊急停止狀態。通常在急停狀態下,機床準備好信號 G70.7 斷開;第一串行主軸不能正常工作,G71.1 信號也斷開[3]。急停功能信號如表 1 所示。CNC 系統、系統 PMC 及機床的信號關系圖 2 所示。
表 1 急停功能信號
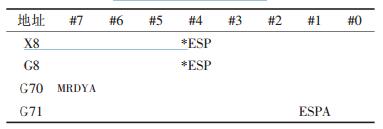
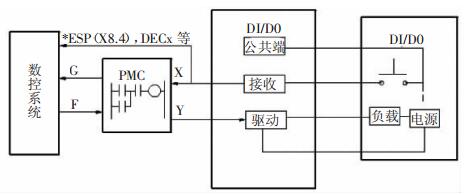
圖 2 CNC 系統、系統 PMC 及機床的信號關系
2.2 急停 PMC 程序
急停功能程序實時性要求高,通常放在 PMC 第一級程序處理,G8.4 信號為 PMC 將 X8.4 和其他相關的信號進行綜合處理的輸出信號,如圖 3 所示。
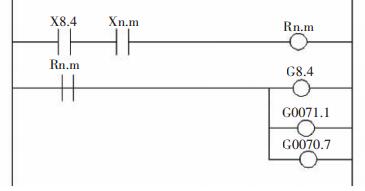
圖 3 急停信號 PMC 處理
圖 3 中,梯形圖在 X8.4 后面串接了一個 Xn.m信號,比如某些機床的刀庫門開關、機床限位開關等。若 Xn.m 為“0”,即使急停控制回路一切正常(X8.4 為“1”),緊急停止 G8.4 仍為“0”,系統仍然出現緊急停止報警。因此,當出現“緊急停止”故障時,不僅要查看圖 1 所示的信號,還要查看圖 3 中各信號,這樣才能排除該類故障。
3、 FANUC Oi 數控系統急停診斷方法
通過對 FANUC Oi 數控系統的急停控制原理分析,不難看出,G8.4 信號是緊急停止信號樹的“根”,其他外圍 X 信號或 R 信號是這一信號樹上的“枝”,當出現“緊急停止”不能解除的故障時,如果只查找圖 1 所示的信號而不從圖 3 中的 G8.4 著手“追根尋源”,則往往不能解決問題。在機床出現了急停故障時候,通常可以圍繞 X8.4 和 G8.4 信號,采用“追根尋源”的方式進行檢查,已達到事半功倍的效果。
當數控機床出現急停故障時候,解決問題的關鍵在于從 G8.4 信號入手,使用 PMC 信號狀態圖進行診斷,翻頁找到相應的信號地址 G8.4,觀察 G8.4 信號是否為 0,如果不為 0 則說明 PMC 參數、PMC 程序等有問題,要逐一進行檢查排除;如果為 0,則說明 G8.4回路、急停控制回路、急停按鈕等出問題,要針對急停PMC 梯形圖進行檢查,對 PMC 梯形圖中引起 G8.4 為0 的具體觸點一一排除。“追根尋源”的數控機床急停故障排除方法具體實施過程可參照流程圖 4 進行。
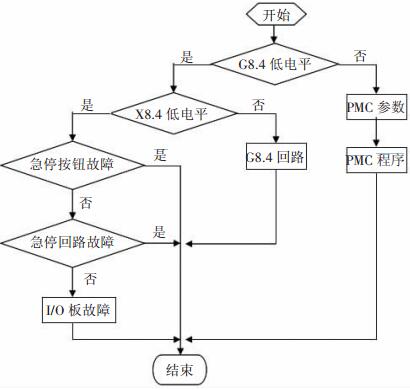
圖 4 “追根尋源”的數控機床急停故障診斷方法
4 、其他數控系統急停故障診斷方法
對于 FANUC Oi 數控系統急停故障可以采用以上方法,同時其他數控系統急停故障都可以采用同 樣的思路和方法來檢查,關鍵要注意到不同數控系統中有關急停功能信號的地址不同,只要能正確的查找急停信號地址狀態、分析梯形圖原理、掌握機床電氣線路檢查的方法和原理,那么所有的急停故障都會迎刃而解。對于 FANUC O 系列系統(OMC/OMD/OTC/OTD/OTE 等),其“急停”信號(*ESP)的輸入地址一般固定為 X21.4,對于這些系統可以直接檢查輸入信號的狀態,并進行處理。在大部分帶有內部 PLC 的數控系統中(如:SIENENS802D/810D/840D/810M)等,“急停”信號(*ESP)無固定的輸入點(地址),它是由 PLC 程序傳輸 CNC 的內部信號,但其內部信號的地址是固定不變的。在這種情況下,應根據機床 PLC 程序,找出、檢查與“急停”信號(*ESP)相關的 PLC 輸入點,通過檢測這些輸入信號的狀態,最終確定引起“急停”的原因,并加以解決。*ESP 在 SIEMENS 常用系統中的內部信號地址如下:SIEMENS810/820GA3 中為:Q78.1SIEMENS802S/C/D 中為:V26000000.1SIEMENS810/840D 中為:DB10/DBB56.1
對于“急停”報警,應對照 PLC 程序,利用系統的信號狀態診斷功能,首先檢查以上內部信號的狀態,確定相關的 PLC 輸入點,并加以解決。
5 、數控系統急停故障實例
(1) 急停按鈕及主軸潤滑液位過低引起的急停故障維修故障現象:有一臺CK5085di 數控車床,配置 FANUCOi TD 數控系統,開機顯示急停報警,無法加工。分析及處理過程:通過對照機床 PMC 狀態圖檢查 G8.4 信號為 0,說明急停信號輸入系統;進一步通過信號狀態圖檢查 X8.4 信號,發現也為 0,對照機床電氣原理圖,檢查急停按鈕及急停回路,發現機床手動操作合上的急停按鈕斷線,重新連接,復位急停按鈕后,再按 Reset 鍵,X8.4 信號顯示為 1,但機床依然急停;再進一步使用梯形圖檢查 G8.4 回路,在電氣原理圖中找到 X2.3 信號為主軸潤滑箱液位報警信號,打開車床側柜門,發現主軸潤滑液位已經超過下刻線,添加潤滑液后,觀察 X2.3 變為 1,G8.4 也就為1,機床復位后,正常工作。原來,這臺車床為主軸獨立潤滑,潤滑電機開機運轉,為防止缺油主軸軸承損壞,將液位報警與急停在梯形圖中串聯。
(2)液壓電動機互鎖引起的急停故障維修故障現象:某配套 FANUC 0T 的數控車盒,開機后出現“NOT READY”顯示,且按下“液壓起動”按扭后,液壓電動機不工作,“NOTREADY”無法消除。分析及處理過程:經了解,該機床在正常工作情況下,應在液壓起動后,CNC 的“NOTREADY”自動消失,CNC 轉入正常工作狀態。 對照機床電氣原理圖
檢查機床的“急停”輸入(X21.4)為“急停”開關、X/Z軸“超程保護”開關、液壓電動機過載保護自動開關、伺服電源過載保護自動開關這幾個開關的常閉觸點的串聯。 經檢查這些信號,發現液壓電動機過載保護的自動開關已跳閘。通過測試,確認液壓電動機無短路,液壓系統無故障,合上空氣開關后,機床正常工作,且未發生跳閘現象。
(3)機床超極限保護引起急停的故障維修故障現象:某配套 SIEMENS 810M GA3 的立式加工中心,開機后顯示“ALM2000”機床無法正常起動。分析及處理過程:SIEMENS 810M GA3 系統出現ALM2000(急停)的原因是 CNC 的“急停”信號生效。在本系統中,“急停”信號是 PLC 至 CNC 的內部信號,地址為 Q78.1(德文版為 A78.1)。通過 CNC 的“診斷”頁面檢查發現 Q78.1 為“0”,引起了系統急停。進一步檢查機床的 PLC 程序,Q78.1 為“0”的原因是由于系統 I/O 模塊中的“外部急停”輸入信號為“0”引起的。對照機床電氣原理圖,該輸入信號由各進給軸的“超極限”行程開關的常閉觸點串聯而成。 經測量,機床上的 Y 方向“超極限”開關觸點斷開,導致了“超極限”保護動作,實際工作臺亦處于“超極限”狀態。 鑒于機床 Y 軸無制動器,可以比較方便地進行機械手動操作,維修時在機床不通電的情況下,通過手動旋轉 Y 軸的絲杠,將 Y 軸退出“超極限”保護,再開機后機床恢復正常工作。
(4)垂直進給軸超極限保護引起急停的故障維修故障現象:某配套 SIEMENS 810MGA3 的立式加工中心,開機后顯示“ALM2000”機床無法正常起動。分析及處理過程:分析及處理過程同上。經檢查、測量,發現機床故障的原因是 Z 方向“超極限”開關觸點斷開,使“超極限”保護動作,Z 工作臺亦處于“超極限”位置。 由于該機床 Z 軸為垂直進給軸,伺服電動機帶有制動器,無法簡單地利用機械手動操作退出 Z 軸,維修時通過將機床的“Z 超極限”信號進行瞬時短接,在取消了“超極限”保護后,手動移動機床 Z 軸,退出“超極限”保護位置,然后再恢復“超極限”,機床恢復正常工作[4]。
6、 結束語
數控機床由于技術越來越先進、復雜,對維修人員的要求也就越來越高。數控機床急停故障又是數控設備使用過程中一種常見的復雜故障,由于引起這類故障現象的原因很多,有電氣、PMC、參數等多方面的原因,在排除此類問題時,假如沒有一種清晰的、科學的思路就會困難重重。經過大量實踐驗證,文中所提及的這種“追根尋源”的數控機床急停故障排除方法,是一種高速、有效的數控機床急停故障排除方法,為提高數控機床運行效率奠定了一定基礎,具有重要的現實應用及指導價值。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

