


曲柄滑塊在榫槽側(cè)拉床 C 形搖籃機構(gòu)中的應(yīng)用
2018-10-24 來源:浙江暢爾智能裝備股份有限公司 作者: 劉中華,劉普襄,呂曉天
摘 要:將曲柄滑塊機構(gòu)應(yīng)用于自主研發(fā)的榫槽側(cè)拉床的 C 形搖籃機構(gòu)中,從而有效地保證了拉床的精度,又降低了零件加工與裝配的難度,使榫槽側(cè)拉床國產(chǎn)代替進(jìn)口成為可能。
關(guān)鍵詞:曲柄;滑塊;機構(gòu);精度;拉床
0、 引 言
榫槽側(cè)拉床,是高精密機床,主要用來加工飛機發(fā)動機、汽輪機渦流盤及民用透平機械上的榫槽和榫頭,屬于國防工業(yè)的尖端裝備,國外擁有該項技術(shù)的國家對我國進(jìn)行技術(shù)封鎖。我們開發(fā)榫槽側(cè)拉床,意義不僅是代替進(jìn)口,而是體現(xiàn)我國尖端裝備的技術(shù)水平,打破西方的技術(shù)壁壘和技術(shù)封鎖,具有巨大的政治意義和社會效益。曲柄滑塊機構(gòu)是一種典型的傳動機構(gòu),在實際應(yīng)用中主要用來傳遞動力,例如柴油發(fā)動機、蒸汽機等。榫槽的拉削過去常采用在臥式液壓內(nèi)拉床上進(jìn)行拉削,由于效率低、質(zhì)量不穩(wěn)定、勞動強度大等缺點,已逐步被淘汰。我公司研制的榫槽側(cè)拉床采用臥式側(cè)向結(jié)構(gòu),該類結(jié)構(gòu)剛性好,有利于保證產(chǎn)品精度與光潔度。拉削行程設(shè)計時可長可短,不受限制。可一次行程變兩種拉削速度,可滿足粗拉和精拉分開,采用兩種拉削速度的特殊要求。臥式側(cè)拉床比立拉在操作、維修等方面均較方便。
1、 國外先進(jìn)高速側(cè)拉床介紹
國外著名生產(chǎn)榫槽側(cè)拉床的企業(yè)有英國的拉普波音特、美國的辛辛那提、德國的霍夫曼(機床實體如圖 1)以及日本的不二越公司(機床實體如圖 2)等。榫槽側(cè)拉床的關(guān)鍵技術(shù)就在于驅(qū)動 C 形搖籃的角度位置變換的傳動方式,國外先進(jìn)水平的企業(yè)對其一般采用兩種傳動方式:1)齒輪傳動(其中包括直齒和斜齒),如圖 3 結(jié)構(gòu)所示;2)蝸輪蝸桿傳動,如圖 4 所示。因為 C 形滑臺的結(jié)構(gòu)特點,采用齒輪傳動時,大齒輪必然要做成扇形塊;采用蝸輪蝸桿傳動時,蝸輪也必然要做成扇形狀。無論是扇形大齒輪還是扇形蝸輪,在材料力學(xué)上都存在這樣的問題:齒形的中間部位,內(nèi)應(yīng)力小,張力也小,兩端尖頂部,內(nèi)應(yīng)力大,張力也大。所以在扇形的不同位置,扇形齒輪和扇形蝸輪的齒部變形量是不一樣的,必然會影響角度精度。因為機床的精度要求較高,再結(jié)合機床的零件比較龐大,致使這兩種傳動方式對加工和裝配要求都很高,在我國現(xiàn)有的技術(shù)條件下很難達(dá)到,或者說即使達(dá)到了,生產(chǎn)成本也是很高,甚至還要付出沉重的代價,因此該機床在我國沒有研發(fā),長期依靠進(jìn)口,這一技術(shù)難題一直未能突破,榫槽側(cè)拉床的研制工作一直沒有很大進(jìn)展。然而,真正的大型高精密榫槽側(cè)拉床是進(jìn)口不到的,我們必須突破這一瓶頸。

圖 1 德國霍夫曼榫槽側(cè)拉床實體圖
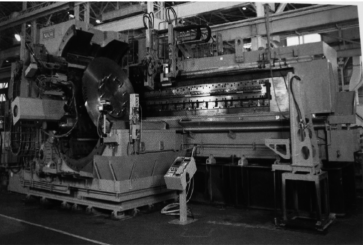
圖 2 日本不二越榫槽側(cè)拉床實體圖
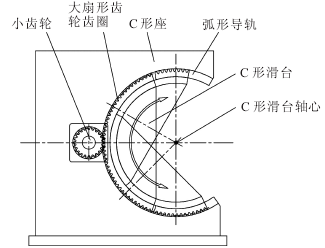
圖 3 齒輪驅(qū)動 C 形搖籃機構(gòu)示意圖
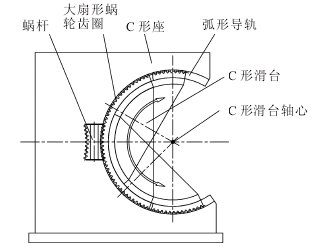
圖 4 蝸輪蝸桿驅(qū)動 C 形搖籃機構(gòu)示意圖
2 、我公司研發(fā)榫槽側(cè)拉床
C 形搖籃機構(gòu)所采用的驅(qū)動方式基于上述原因,我們公司在研發(fā)榫槽側(cè)拉床時,另辟蹊徑,將曲柄滑塊機構(gòu)應(yīng)用到該機床的 C 形搖籃機構(gòu)中。曲柄滑塊機構(gòu)是一種典型的傳動機構(gòu),在實際應(yīng)用中主要用來傳遞動力,例如柴油發(fā)動機、蒸汽機等。C 形滑臺是一種榫槽側(cè)拉床中 C 形搖籃機構(gòu)的關(guān)鍵部件,在工作時,C 形滑臺須沿著弧形導(dǎo)軌旋轉(zhuǎn),與 C 形滑臺中心垂直線(或水平線)形成一定的夾角。這種榫槽側(cè)拉床,對 C 形滑臺的旋轉(zhuǎn)夾角精度要求很高,定位精度:10",重復(fù)定位精度:6"。
從圖 5 中可以看出,C 形滑臺相當(dāng)于曲柄,形成了曲柄+連桿+滑塊的曲柄滑塊機構(gòu)。曲柄滑塊機構(gòu)有兩種驅(qū)動方式:第一種:曲軸為主動軸,通過曲軸的曲柄驅(qū)動連桿,連桿不間斷地變換角度位置,從而帶動滑塊做往復(fù)直線運動;第二種:滑塊為主運動,帶動連桿運動,而連桿通過曲軸的曲柄,不間斷地變換角度位置,從而使曲軸做旋轉(zhuǎn)運動。從圖 5 中,我們可以看出,機構(gòu)的動力源在于滑塊側(cè),采用的是第二種驅(qū)動方式。其基本工作原理:伺服電動機通過減速機、聯(lián)軸器、滾動軸承和滾珠絲杠驅(qū)動滑塊,滑塊在導(dǎo)軌內(nèi)作直線運動,再通過連桿和銷軸 I、銷軸II,帶動 C 形滑臺(相當(dāng)于曲柄)作圓周運動,從而實現(xiàn) C形滑臺面的角度偏斜。在設(shè)計時,圖 5 中 α 角度取值范圍為 17°~92°,從而有效地避開了連桿運動的拐點 (即死點)。
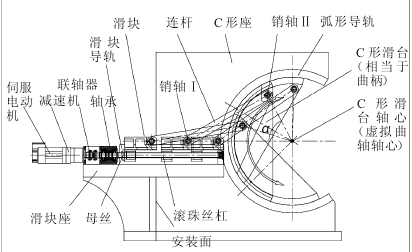
圖 5 曲柄滑塊機構(gòu)驅(qū)動 C 形搖籃機構(gòu)示意圖
3、 數(shù)學(xué)模型建立
根據(jù)曲柄滑塊機構(gòu)的工作原理并結(jié)合實際中的圖 5的工作情況,簡化機構(gòu),可以得到滑塊直線位移與 C 形滑臺的旋轉(zhuǎn)角度位置的對應(yīng)值,建立數(shù)學(xué)模型如圖 6 所示。機構(gòu)設(shè)計完成后,OC 的長度 R、BO 的長度 L0以及 AC 的長度 L1即為定值(數(shù)值已知),由余弦定理可知:AC2=OA2+OC2-2×OA×OC × cos∠AOC 。代入相應(yīng)的數(shù)值可得L12=(L0-L)2+R2-2×R(L0-L)×cosα 。由曲柄滑塊機構(gòu)在該機床的應(yīng)用轉(zhuǎn)動范圍,可知 α的角度為 17°~92°,根據(jù)余弦函數(shù)在該區(qū)間的是單調(diào)的,另外所有的長度尺寸均為正值,且存在 L0>L 的關(guān)系,利用現(xiàn)有設(shè)計數(shù)據(jù),通過 EXCEL 可擬合 C 形滑臺旋轉(zhuǎn)角度值 α 與 AB 長度值 L 的函數(shù)圖像如圖 7 所示。
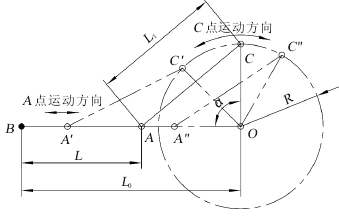
圖 6 曲柄滑塊機構(gòu)在 C 形搖籃機構(gòu)中的數(shù)學(xué)模型
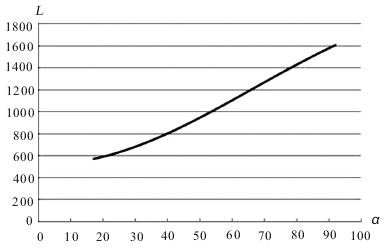
圖 7 α 與 L 函數(shù)函數(shù)圖像
從函數(shù)圖像中可以看出,兩個未知數(shù)(α 與 L)成一一對應(yīng)的關(guān)系,即知道被加工件的傾斜角度,就可以通過轉(zhuǎn)動伺服電動機驅(qū)動滑塊調(diào)整位置來實現(xiàn),以達(dá)到所要求的位置。
4 、結(jié) 論
本文介紹了一種驅(qū)動榫槽側(cè)拉床 C 形搖籃機構(gòu)的新方式,巧妙地將圓弧運動的角度變化轉(zhuǎn)變?yōu)橹本€方向上的位移變化,實現(xiàn)了直線位移與角度位移的一一對應(yīng)。不僅降低了加工成本,還降低了對裝配的要求,節(jié)約了成本.
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)