


高速拉床液壓系統(tǒng)拉削振動特性分析
2018-10-22 來源:中南大學(xué) 機電工程學(xué)院 作者:柳波,劉琪,桂珍,王亞雄
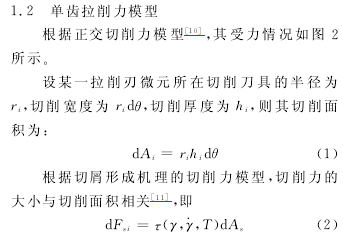
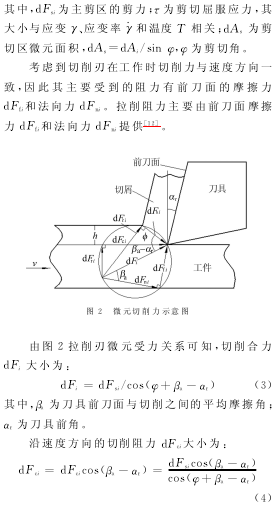
摘要:由于拉削振動力對拉床液壓系統(tǒng)的平穩(wěn)性和拉削加工的質(zhì)量影響較大,根據(jù)正交切削力模型及微元法,文章建立了拉刀單齒的拉削力模型,并根據(jù)拉刀實際拉削的最大齒數(shù)變化規(guī)律,建立了拉削振動力模型和基于拉削振動力的拉床液壓系統(tǒng)模型,利用 AMESim 軟件仿真分析了拉削振動力作用下拉床液壓系統(tǒng)的平穩(wěn)性,對不同齒距、不同拉削速度以及不同脈沖比下,拉削振動力對拉床液壓系統(tǒng)穩(wěn)定性的影響進行了分析。設(shè)計子拉床液壓系統(tǒng)拉削振動特性的測試試驗方案,通過試驗驗證了仿真分析結(jié)果的準確性。
關(guān)鍵詞:高速拉床;拉削振動;正交切削力模型;液壓系統(tǒng);穩(wěn)定性分析
高速拉床是以拉刀作為切削工具,對特定工件進行高速切削加工,具有高精度、高效率、可最終成型等優(yōu)點的機械加工設(shè)備,其主要包括拉床底座、拉床工作臺、拉刀、液壓缸、主溜板和輔溜板、拉床床臺、工件、夾刀裝置以及電液伺服系統(tǒng)等,可實現(xiàn)高速運動下對工件的穩(wěn)定可靠加工。拉削力是拉刀拉削過程中受到的與速度方向相反的阻力。在實際拉削過程中,由于切削的拉刀齒數(shù)周期變化,工件的金屬組織不均勻及拉刀刀齒幾何參數(shù)不一致等原因,切削阻力在拉削過程中是 不 斷 變 化 的,可 視 為 拉 削 振 動 力。目前,國內(nèi)外針對拉削振動力模型及其對拉床液壓系統(tǒng)平穩(wěn)性影響的研究還較少。文獻將拉床-拉刀-工件作為閉合振動系統(tǒng),建立了拉削振動模型及數(shù)理方程,但未對拉削振動力模型進行深入研究,且未涉及拉床液壓系統(tǒng)的振動特性分析;文獻研究了拉床結(jié)構(gòu)、溜板和床身安裝間隙對拉削精度的影響規(guī)律;文獻基于空間統(tǒng)計學(xué),對機床剛度、固有頻率等動力學(xué)特性隨著機床部件位置、姿態(tài)在工作空間中的變化規(guī)律進行了研究。拉床拉削工藝對拉刀拉削速度的穩(wěn)定性要求較高,但是由于拉削振動力的存在,油缸有桿腔壓力會出現(xiàn)波動情況,進出油口的流量穩(wěn)定性變差,使得拉削速度出現(xiàn)“突跳”的現(xiàn)象。這會對被拉削件表面的加工質(zhì)量造成影響,使工件加工誤差變大,殘廢品率增加。因此,分析拉削振動力對拉床液壓系統(tǒng)穩(wěn)定性的影響對提高拉削加工質(zhì)量意義重大。
1、拉削力模型建立
1.1 拉削過程分析
在實際拉削過程中,拉刀由于拉削刃數(shù)量較多,同時對多個齒的拉削力進行分析和計算將非常復(fù)雜,難以求解。拉削示意圖如圖1所示。由圖1可知,單齒在拉削過程中對工件的加工作用與車削過程類似,而且同圈拉削刃的切削過程及受力條件基本相同,因此可以對每圈單個刀齒的切削過程進行分析,分別求出切削力,最后對所有參與切削刀齒的切削力進行矢量求和,得到某一時刻拉刀所受的總拉削力。
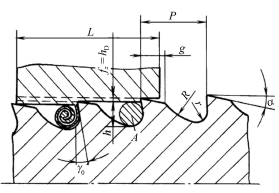
圖1 拉削示意圖


2、高速拉床液壓系統(tǒng)模型建立
拉床液壓系統(tǒng)通過有桿腔進油實現(xiàn)向上快速拉削。由于液壓油的彈性模量比鋼低 1 個數(shù)量級,可以將拉刀溜板看成剛性結(jié)構(gòu),將拉削振動力視為外負載作用在油缸桿上,其力平衡數(shù)學(xué)模型

3、高速拉床液壓系統(tǒng)穩(wěn)定性分析
3.1 高速拉床液壓系統(tǒng)設(shè)計
高速拉床液壓系統(tǒng)原理圖如圖4所示。由于拉削工藝對拉削速度的穩(wěn)定性要求較高,本文研究的高速拉床液壓系統(tǒng)采用液壓缸速度控制回路方式設(shè)計。由速度傳感器對拉刀的速度進行檢測,并將實際速度值與預(yù)期速度值進行比較,得到誤差控制信號,經(jīng)過放大器放大后,控制大流量比例閥閥口開度,使輸出流量符合速度要求。為了滿足高速拉削要求,利用大容量蓄能器組為油缸短時提供大流量。
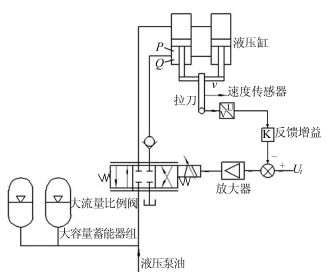
圖4 高速拉床液壓系統(tǒng)原理圖
3.2 AMESim仿真
利用 AMESim 液壓仿真軟件,建立基于速度控制的高速拉床液壓系統(tǒng)的仿真模型。根據(jù)某機床廠相關(guān)型號拉床液壓系統(tǒng)的資料,仿真參數(shù)的設(shè)置見表1所列。
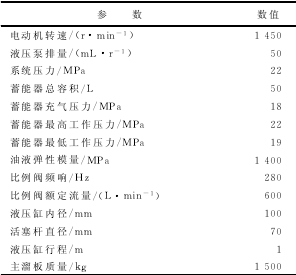
表1 高速拉床液壓系統(tǒng)仿真參數(shù)
3.3 仿真結(jié)果分析
3.3.1 拉削振動力對拉削穩(wěn)定性的影響

度 也 產(chǎn) 生 了 波 動。 其 速 度 波 動 幅 度 在±0.013 6m/s左右,波動頻率與拉削振動力頻率接近105Hz。高速拉床油缸進油腔的壓力和流量變化曲線如圖6所示。
圖6 進油腔的壓力和流量變化曲線
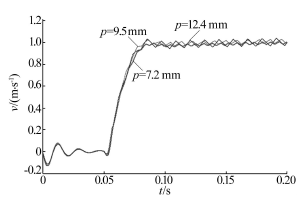
圖7 不同齒距下的拉刀拉削振動
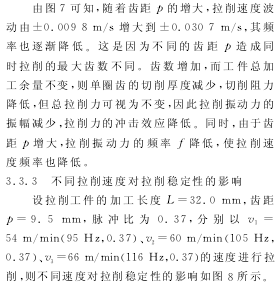
加,使拉削速度降低。
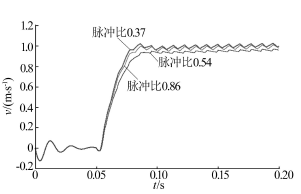
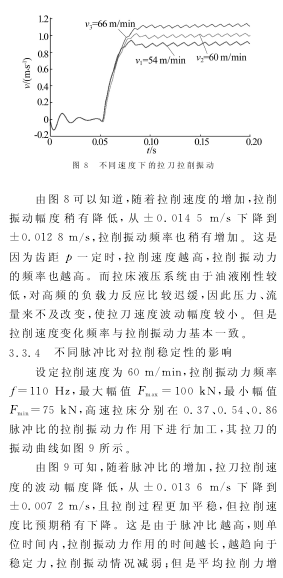
圖9 不同脈沖比下的拉刀拉削振動
4、試驗驗證
根據(jù)已建立的高速拉床拉削振動力模型,利用 AMESim 液壓仿真軟件,對基于速度控制的高速拉床液壓系統(tǒng)拉削振動特性進行仿真分析。本文設(shè)計了拉床液壓系統(tǒng)拉削振動特性的測試試驗方案,通過試驗驗證上述仿真分析結(jié)果的準確性。
4.1 試驗設(shè)備
拉床液壓系統(tǒng)拉削振動特性測試系統(tǒng)與測點布置 如 圖 10 所 示。 需 要 的 試 驗 設(shè) 備 包 括 RS-3102壓電式速度傳感器、壓力傳感器、流量計、A/D 轉(zhuǎn)換器以及信號采集與分析儀等。其中速度傳感器安裝在拉刀桿的末端,用來測量拉刀速度波動情況。油缸處安裝有1個壓力傳感器和1個流量計,分別用來測量油缸進油腔壓力和流量。
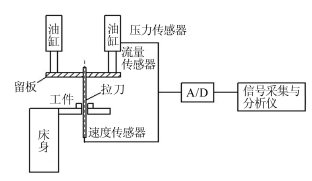
圖10 拉床液壓系統(tǒng)拉削振動特性測試系統(tǒng)
4.2 試驗結(jié)果分析
由于條件有限,試驗過程主要對不同齒距情況下的拉削速度波動情況進行了研究。L5710型拉床試驗樣機的最大拉削速度為6m/min,在拉刀齒距p分別為12.4、9.5、7.2mm 的情況下,以最高速度進行拉削,拉削速度波動情況如圖11所示。由圖11可知,隨著拉刀齒距的減小,拉床液壓系統(tǒng)拉削速度的波動情況也逐漸減小,拉削加工過程趨于平穩(wěn)。這與上文中對于高速拉床液壓系統(tǒng)仿真曲線所得出的結(jié)論是一致的,從而驗證了上述理論分析及仿真研究結(jié)果的正確性。

圖11 不同齒距下拉削速度波動曲線
5、結(jié)論
(1)本文根據(jù)正交切削力模型,利用微元法建立了拉刀單齒的拉削力模型,并根據(jù)拉刀實際拉削 的 最 大 齒 數(shù) 變 化 規(guī) 律,建 立 了 拉 削 振 動 力模型。(2)建立了基于拉削振動力的拉床液壓系統(tǒng)模型,并利用 AMESim 液壓仿真軟件對模型進行了仿真,分析了拉削振動力作用下拉床液壓系統(tǒng)的穩(wěn)定性,即拉刀速度、進油腔壓力、流量的變化情況。(3)對不同齒距、不同拉削速度及不同脈沖比下,拉削振動力對拉床液壓系統(tǒng)穩(wěn)定性的影響進行了仿真分析,得出減少拉削齒距、增加拉削速度以及較大的脈沖比,可以有效降低拉削振動力對拉床液壓系統(tǒng)的沖擊,提高拉削加工質(zhì)量。(4)對不同齒距下,拉削振動力對拉床液壓系統(tǒng)穩(wěn)定性的影響進行了 拉削振動 特性測試試驗,試驗結(jié)論與仿真結(jié)果基本吻合,證明了模擬結(jié)果的準確性和可行性.
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)