


刨床加工牙嵌式離合器工藝研究
2018-7-16 來源: 萊蕪鋼鐵集團(tuán)建筑安裝工程有限公司 作者:王子平
摘 要 :牙嵌式離合器常規(guī)加工工藝是在銑床上加工,考慮到設(shè)備加工能力及成本問題,改進(jìn)加工工藝,制作了工裝,利用牛頭刨床進(jìn)行加工,大大節(jié)約了加工成本。
關(guān)鍵詞 :刨床 ;加工 ;牙嵌式離合器 ;工裝
牙嵌式離合器由兩個(gè)端面上有牙的半離合器組成,半離合器 1 固定在主動(dòng)軸上,半離合器 2 用導(dǎo)向平鍵(或花鍵)與從動(dòng)軸聯(lián)接,利用兩半離合器端面上的牙互相嵌合或脫開以達(dá)到主、從動(dòng)軸的離合,從而起到離合作用,如圖 1 所示。離合器的牙有矩形、梯形、鋸齒形和螺旋形等幾種形式。由于同時(shí)參與嵌合的牙數(shù)多,故承載較高,適用范圍廣泛。
圖 1 牙嵌式離合器工作原理
1 、 施工工藝流程及工裝設(shè)計(jì)
1.1 施工工藝流程
1.1.1 加工設(shè)備選擇
牙嵌式離合器常規(guī)加工工藝是用銑床加工,本次加工的牙嵌式離合器高度 480mm,直徑 Ф530mm,主要尺寸如圖 2 所示 :
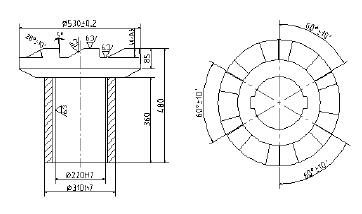
圖 2 牙嵌式離合器加工示意圖
公司現(xiàn)有普通銑床及龍門銑床,其加工能力與加工尺寸對比如表 1 所示 :
從表 1 可以看出,普通銑床無法加工,龍門銑可以加工,但用龍門銑加工成本太高,超出報(bào)價(jià)范圍,不可取,需要采用其他設(shè)備進(jìn)行加工。在工程部現(xiàn)有的設(shè)備中,B6066 牛頭刨床最大刨削長度 660mm,可以加工平面及斜面,因此考慮選擇用刨床進(jìn)行加工。
1.1.2 工裝設(shè)計(jì)思路
離合器高度超出刨床加工范圍,不能直接加工,因此考慮制作工裝輔助加工。為此,我們設(shè)計(jì)了如圖 3 所示的工裝 :利用 3塊鋼板制成一個(gè)框架,擋板緊靠刨床床身,底部用螺栓固定,回轉(zhuǎn)盤固定在底座上,側(cè)擋板固定在擋板及底座上將擋板及底座連成一體,將離合器放到回轉(zhuǎn)盤上,利用兩個(gè) T 型塊、壓板及螺栓將離合器在垂直方向上固定好,然后用 U 型螺栓將離合器固定在擋板上,在水平方向上使離合器固定牢靠。利用回轉(zhuǎn)盤上的回轉(zhuǎn)把手實(shí)現(xiàn)構(gòu)件的整體轉(zhuǎn)動(dòng),使得各個(gè)面都能加工。

圖 3 牙嵌式離合器加工實(shí)際工裝圖
1.1.3 工藝加工過程
將離合器與工裝進(jìn)行固定之后就可以利用刨床進(jìn)行平面及斜面的加工,先用平面刨刀進(jìn)行平面加工,然后用偏刀進(jìn)行斜面加工。
1.2 操作要點(diǎn)
(1)因?yàn)榕傧鬟^程振動(dòng)比較大,所以加工過程中要時(shí)刻注意構(gòu)件固定情況,緩慢加工,防止因快速刨削振動(dòng)引起構(gòu)件松動(dòng)。
(2)加工過程比較復(fù)雜,最好請經(jīng)驗(yàn)豐富的刨工師傅加工,提前計(jì)算好距離及偏刀角度,保證加工尺寸精度。
加工后的牙嵌式離合器如圖 4 所示 :

圖 4 加工后的牙嵌式離合器
2 、 經(jīng)濟(jì)效益分析
采用普通牛頭刨床加工離合器工裝需要的材料及設(shè)備主要有 :廢舊銑床上拆除的舊回轉(zhuǎn)盤 1 個(gè)、壓板 1 塊、后擋板 1 塊、三角形側(cè)擋板 2 塊、M16 雙頭螺栓 2 個(gè)、M20 U 型雙頭螺栓 1個(gè)。工裝材料及設(shè)備一次性成本約為 700 元,每次工裝使用費(fèi)折合約 200 元。
采用牛頭刨床加工每件需6個(gè)臺(tái)班,費(fèi)用約為200元/臺(tái)班,加上工裝使用費(fèi)用,每件合計(jì)加工費(fèi)用為 :200×6+200=1400元,采用龍門銑床加工每件需 4 個(gè)臺(tái)班,費(fèi)用約為 700 元 / 臺(tái)班,每件合計(jì)加工費(fèi)用為 :700×4=2800 元 / 件。采用此工裝加工,降低成本為 :2800-1400=1400 元 / 件成本降低率為 :1400/2800=50%,加工成本降低一半。
3 、工裝適用范圍
此工裝主要適用于螺旋斜面的加工,利用回轉(zhuǎn)盤的轉(zhuǎn)動(dòng)可以對各個(gè)加工面進(jìn)行加工,若用于平面及斜面加工,則加工效率比較低。
4 、結(jié)語
通過這次通過設(shè)計(jì)工裝加工離合器,我們對設(shè)備的加工能力有了進(jìn)一步的了解并拓寬了工程部的加工范圍。在以后的加工中,準(zhǔn)備充分發(fā)掘各種設(shè)備的加工能力,合理利用工程部的現(xiàn)有設(shè)備及人力資源,通過制作工裝等技術(shù)創(chuàng)新手段提高我工程部的市場競爭力。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別