


淺析曲軸磨床的可靠性改進
2020-10-15 來源: 上汽通用五菱汽車股份有限公司寶駿基地發(fā) 作者:張紅,黃懷翔
摘要:由于磨削加工中鐵泥較多,采用水基乳化液進行加工冷卻的磨床,冷卻液經(jīng)過過濾后依然存在部分微小鐵泥,長期積累后,冷卻系統(tǒng)調(diào)壓機構(gòu)受影響出現(xiàn)故障,導(dǎo)致機床頻繁停機。主要介紹 JUNKER 磨床使用的冷卻系統(tǒng)調(diào)壓機構(gòu)結(jié)構(gòu)、原理和缺陷,以及針對此問題制定的改進方案,實施完成后極大地提升機床可靠性。
關(guān)鍵詞:JUNKER 磨床;停線率;可靠性改進
1 、JUNKER 磨床使用的冷卻系統(tǒng)調(diào)壓結(jié)構(gòu)特點
JUNKER 磨床在曲軸加工中用于軸頸外圓磨削,隨著使用時間的累積,運行穩(wěn)定性明顯下降,成為整線瓶頸[1]。本文主要基于實際運行數(shù)據(jù),分析磨床穩(wěn)定性差的影響因素,針對故障占比最大的問題做出改進,最終實現(xiàn)磨床加工可靠性提升的目標(biāo)。見圖 1。
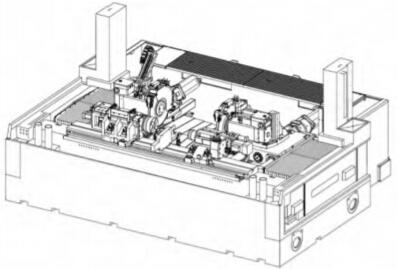
圖 1 JUNKER 磨床結(jié)構(gòu)示意圖
圖 2 所示為 2016 至 2018 三年中磨床主要故障種類占比情況,冷卻系統(tǒng)故障占比位居首位。圖 3 顯示冷卻系統(tǒng)故障占比逐年遞增,停機次數(shù)和時間到2018 年超出 20%。根據(jù)圖 2 圖 3 分析,磨床可靠性主要受冷卻系統(tǒng)影響,要達(dá)到提升目的需要提高冷卻系統(tǒng)可靠性。JUNKER 磨床冷卻系統(tǒng)結(jié)構(gòu)簡單,故障高發(fā)點主要為 Lanny 閥。
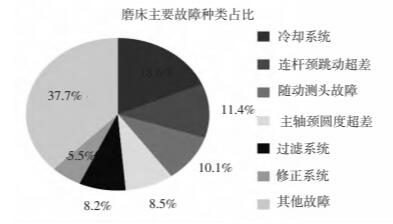
圖 2 磨床主要故障種類占比

圖 3 冷卻系統(tǒng)停機時間占比
JUNKER 磨床在軸頸加工工藝中,工件質(zhì)量精度范圍僅 5 μm,冷卻系統(tǒng)在磨削工件時的不同階段提供不同壓力的冷卻液,用于冷卻、沖洗砂輪和工件,供液壓力不穩(wěn)定將導(dǎo)致批量工件軸頸圓度不好。改進前冷卻系統(tǒng)使用比例 Lanny 閥調(diào)節(jié)冷卻壓力,Lan-ny 閥組成結(jié)構(gòu)如圖 4,主要由比例氣控閥和腔體組成,系統(tǒng)輸出模擬量控制氣閥開度調(diào)節(jié)腔體大小改變輸出壓力。JUNKER 磨床一個加工循環(huán)中單通道需要完成 4 個軸頸磨削,每個軸頸磨削需要切換 5次壓力,完成一個加工循環(huán)單個 lanny 閥切換 20 次。
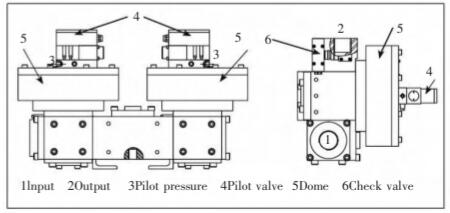
圖 4 Lanny 閥機構(gòu)組成
機床使用時間 1 年后,伺服比例 Lanny 閥閥芯由于長期地頻繁動作,內(nèi)部數(shù)個密封圈出現(xiàn)磨損導(dǎo)致動作卡滯或冷卻液泄漏,機床開始出現(xiàn)軸頸圓度過程能力差、冷卻報警頻繁等問題。Lanny 閥受物理結(jié)構(gòu)組成和控制原理的限制,可改進空間小。因此,磨床可靠性提升方案為使用三相交流變頻器替代 Lan-ny 閥調(diào)壓。
2 、冷卻系統(tǒng)驅(qū)動結(jié)構(gòu)改進
磨床冷卻系統(tǒng)原有設(shè)計驅(qū)動結(jié)構(gòu)主要由 Lanny閥、電機和高壓泵組成。電機啟動后以固定轉(zhuǎn)速帶動高壓泵提供冷卻液,冷卻液壓力通過 Lanny 閥調(diào)節(jié)。磨床磨削曲軸軸頸時,冷卻壓力在 0 MPa、0.1
MPa、0.3 MPa、0.8 MPa 之間快速切換,由于磨床加工精度極高,冷卻壓力直接影響軸頸圓度,當(dāng) LANNY閥異常時,冷卻壓力切換不及時或不穩(wěn)定,工件軸頸圓度過程能力下降或機床報警停機,嚴(yán)重時產(chǎn)生工件批量報廢。
圖 5 為改進前后對比,改進后的結(jié)構(gòu)由三相交流變頻器、電機和高壓泵組成。變頻器啟動后,實時獲取機床加工壓力需求,直接控制驅(qū)動電機調(diào)節(jié)轉(zhuǎn)速驅(qū)動高壓泵輸出冷卻壓力。


圖 5 冷卻系統(tǒng)驅(qū)動結(jié)構(gòu)改進
3 、電機控制方式改進
如圖 6 所示,改進前電機由 PLC 邏輯控制三相交流接觸器吸合后啟動,改進后電機將不再直接受PLC 控制,而是由變頻器控制電機啟停。并實時根據(jù)系統(tǒng)設(shè)定壓力調(diào)節(jié)電機轉(zhuǎn)速。
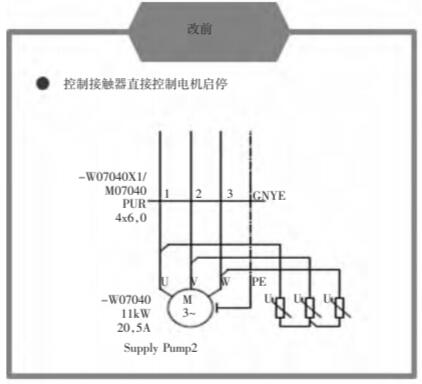
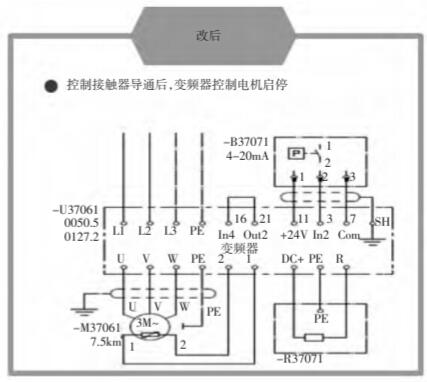
圖 6 電機控制方式改進
4 、冷卻壓力調(diào)節(jié)方式改進
Lanny 閥的壓力調(diào)節(jié)需通過示教實現(xiàn),調(diào)壓系統(tǒng)屬于開環(huán)系統(tǒng),系統(tǒng)壓力調(diào)節(jié)反應(yīng)稍緩,受閥芯穩(wěn)定性影響大,在加工環(huán)境惡劣時,冷卻液中雜質(zhì)含量較多,直接影響閥芯密封部件,致使密封不嚴(yán),壓力建立不起來,影響加工質(zhì)量。由于 Lanny 閥的開度調(diào)節(jié)是通過示教實現(xiàn),所以當(dāng)輸出的冷卻壓力與設(shè)定壓力差距大的時候無法自動調(diào)節(jié)適應(yīng),機床報警停機。如圖 7,改進后應(yīng)用變頻器 PID[2]閉環(huán)控制,在泵的輸出管路的壓力傳感器實時反饋冷卻液壓力給變頻器,變頻器將其與系統(tǒng)給定壓力對比,當(dāng)出現(xiàn)偏差時,立即調(diào)節(jié)電機轉(zhuǎn)速實現(xiàn)偏差的不斷縮小并最終消除偏差,改進后冷卻液壓力更穩(wěn)定、更準(zhǔn)確。
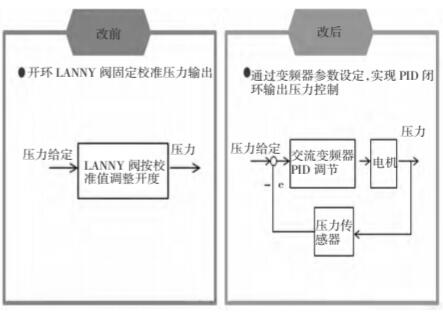
圖 7 冷卻壓力調(diào)節(jié)方式改進
5 、冷卻壓力調(diào)試方式改進
JUNKER 磨床應(yīng)用的比例 Lanny 閥的控制壓力校準(zhǔn)設(shè)定需要復(fù)雜的操作才能實現(xiàn),包括分別對三個不同壓力單獨進行設(shè)定、運行專用程序啟動機床輸出冷卻壓力,核對實際壓力和設(shè)定壓力差異并進
行人工調(diào)整直到差異為 0。據(jù)歷史作業(yè)工單時間統(tǒng)計,單臺校準(zhǔn)作業(yè)耗時約 2 h,改進后,無需再作壓力校準(zhǔn),只需按工藝需求,在 NC 程序中定義冷卻液壓力即可實現(xiàn)自動調(diào)節(jié),如圖 8 所示。

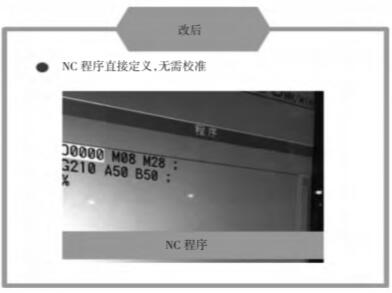
圖 8 冷卻壓力調(diào)試方式改進
LANNY 閥內(nèi)部密封件數(shù)量大成本高,單個閥的配套密封件單價達(dá) 2 萬元,應(yīng)用中不僅有長時間、高頻次的停機問題,在備件成本方面的耗費也極大。因此,改進后不再使用 LANNY 閥,具有極大的成本優(yōu)勢,如圖 9 所示。
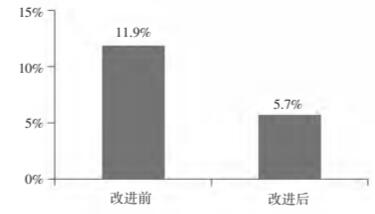
圖 9 改進前后停線率對比
6 、結(jié)束語
通過改進,冷卻液壓力控制應(yīng)用具有高柔性特點,通過 NC 程序定義壓力值,冷卻液壓力即可在 0~1 MPa 范圍內(nèi)自動調(diào)節(jié)。其次,因 PID 閉環(huán)控制具有提高系統(tǒng)穩(wěn)態(tài)性能和動態(tài)性能的優(yōu)點,使變頻器可以自動調(diào)節(jié)泵的轉(zhuǎn)速輸出目標(biāo)壓力,響應(yīng)速度快,壓力輸出穩(wěn)定準(zhǔn)確[3]。改進后經(jīng)過 1 年的運行,機床開通率提升,如圖 9,停線率降低 6%,機床可靠性顯著提高。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)