


精密磨削中振紋抑制方法的研究
2019-10-10 來源: 威海華東數控股份有限公司 作者:鄭曙光 尹德臻
摘 要:介紹了磨削過程中振紋的種類、振紋產生的機理,并對如何抑制磨削中的振紋,達到理想的表面質量進行了研究探討。
關鍵詞:磨床 振紋 阻尼 剛性
隨著科技的不斷發展,人們對各類零件的精度要求越來越高,而磨削作為產品加工的最后一道工序,是產品精度的最終體現。所以,人們對磨削的關注也不斷提高,我們不但希望得到理想的尺寸,同時對磨削后零件表面是否有振紋也提出了更高要求。本文對磨削振紋的產生機理及如何抑制振紋出現做一些分析探討。
1、磨削中的振動
機械加工就是刀具和工件在加工時相互作用、相對運動和相互影響的復雜過程。從被加工零件的形成過程來看,如果機床切削時,刀具與工件之間存在振動,致使刀具與工件之間產生相對位移,改變了它們之間的正確關系,就會在加工表面留下波紋。磨削過程和一般機械加工一樣,存在以下幾種改變砂輪和工件之間相對位置的振動:強迫振動、自激振動和混合顫振,自激振動也就是我們平時說的顫振,可分為工件表面自激顫振與砂輪表面自激顫振。

圖 1 是外圓磨床中各振動的示意圖。
強迫振動主要來自于砂輪主軸的不平衡,附近設備的振動通過地面傳播到機床上、機床自身的液壓脈動,等等。一般來說,其振動頻率和激振源頻率相等,和磨削量大小無關,強迫振動一直存在,且比較穩定,在空運轉設備時就能測得該振動。工件表面自激顫振在加工開始就會出現,并且振動幅值很大,即使使用的是剛剛修整的砂輪,也會出現。砂輪表面自激顫振振動幅值隨著時間的延長緩慢增長。這兩種自激振動的振幅和磨削用量相關,振幅隨磨削時間加長而增長。而混合顫振的為振動頻率和強迫振動頻率一致,但振動幅度會隨磨削量的增加而增大。圖 2 是這幾種振動的特點示意圖。
2、影響振動的因素
通過對機床激振源的分析研究,我們認為影響機床振動發生的主要因素有以下三點:工件的轉速、砂輪的彈性變形、砂輪與工件表面的幾何干涉。
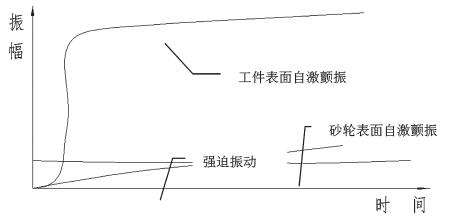
圖 2 振動的特點示意圖
2.1 工件轉速
工件轉速對振動的發生起著非常重要的作用,尤其是在大工件旋轉磨削過程中,工件不平衡量會激起設備的顫振,必然使砂輪和工件之間的正確位置關系發生改變,導致在工件表面留下磨削振紋。
2.2 砂輪的彈性變形
由于砂輪存在彈性變形,在砂輪磨削過程中,特別是在砂輪切入和退出工件的過程中,振動會隨之發生。同樣的道理工件也存在彈性變形問題,這也就是我們常說的砂輪再生型顫振和工件再生型顫振。這兩種顫振只有在砂輪和工件接觸時才會出現。圖 3 是外圓磨切入磨削的示意圖。

圖 3 外圓磨切入磨削的示意圖
2.3 砂輪與工件幾何干涉規律
即使是外圓床磨削加工時,工件和砂輪之間也存在一段幾何接觸弧長。而砂輪和工件都有各自的再生型顫振,當他們接觸時就會疊加出新的振動,我們定義該振動的振幅 ycr,則有:

通過對振動因素的分析,可以發現,當機床的磨削剛度增加,磨削系統會變得不穩定,容易引起磨削振紋。當機床磨削阻尼增加,磨削系統變得趨于穩定。
3、抑制振紋的措施
3.1 通過調整砂輪與工件轉速比來抑制振紋產生
我們在一臺 M1432 外圓磨床上做試驗,使用 φ500mm直徑的鉻剛玉砂輪,磨削一直徑為 φ125mm 硬度為 50HRC的鋼件,在各磨削參數相同的情況下,使用不同的砂輪轉速,
進行磨削加工,然后將工件帶到實驗室經輪廓分析儀測量作頻譜分析,得出工件的外徑輪廓如圖 4。通過該示意圖明顯看出砂輪與工件轉速比改變后,工件表面振紋的變化非常明顯。

圖 4 工件的外徑輪廓
3.2 抑制振動
隨著科技的進步,現在砂輪在線動平衡系統已經廣泛應有,這種系統能顯示機床的固有頻率、振幅等相關參數,還能顯示砂輪主軸系統的不平衡值,并可按照預先設定的數值對砂輪主軸系統進行在線平衡,確保砂輪主軸系統的不平衡量控制在一個極低范圍內。由于砂輪需要經常修整,加之砂輪在鑄造時受氣孔結合劑等參數的影響,砂輪修整后往往會出現質心偏移,導致主軸振動加劇,因此,配置砂輪動平衡系統對控制砂輪表面再生型振動是很有必要的。
對于機床的自激振動,首先是在機床的設計階段,在經濟前提下盡可能增加系統的動剛性,并可運用三維軟件進行仿真模擬,對機床進行動態特性分析,分析機床在動態切削力和其他外力干擾下的抗振性能,找出容易被激發的模態和對結構動態性能影響較大的頻率、振型和振幅,從而提高機床低階固有頻率、提高切削穩定性、避開共振、抑制振幅,提高加工精度。
3.3 增加阻尼
我們同樣在一臺 M1432 外圓磨床上進行磨削試驗,在砂輪主軸前端安裝振動傳感器,運用 SBS 動平衡系統的柔量(單位載荷下的伸長或變形)分析功能,對主軸的柔量在增加阻尼和無阻尼狀態下進行對比,結果如圖 5 所示。通過對比,可明顯看出在增加砂輪主軸阻尼后,主軸系統的柔量值明細降低。這也就意味著在增加阻尼后,主軸的振動降低了。所以對已有機床改造時,增加阻尼對抑制磨削振紋是個不錯的選擇。

圖 5 主軸柔量在增加阻尼和無阻尼狀態下的對比結果
3.4 其他方法
通過不斷研究,現在我們對磨床的各個振動、振源有了更全面的認識,這有利于抑制振動發生。試驗發現減少工件和砂輪的接觸剛度,也能降低機床振動,可以在砂輪上均布一些孔槽來實現。干擾砂輪與工件間相位也是一種很實用的方法。
在設計機床時,要采取“上輕下重、動輕靜重”的原則,采用吸振性好的床身、底座。建立模型,提高機床剛度、增大阻尼、改進約束、降低重心并盡可能實現重心驅動。這些都是降低機床振動很實用、很有效的措施。
4、結語
工件表面有磨削后的波紋,也就意味著機床有振動,這些振動無非來自機床內部振源或外部振源,只要我們運用科學的方法找出這些振源,通過各種手段消除或抑制這些振源,就一定能獲得理想的加工表面質量。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

