



淺談基于 PLC 的刀庫自動(dòng)換刀控制系統(tǒng)設(shè)計(jì)
2024-5-11 來源:- 作者:蔣繼紅 朱洪亮 等
摘要:本文主要以圓盤刀庫的機(jī)械手自動(dòng)換刀控制器為主要工作目標(biāo),通過采用可編程控制器,完成了對(duì)圓盤刀庫的旋轉(zhuǎn)選刀、刀套翻轉(zhuǎn)送刀和機(jī)械手旋轉(zhuǎn)換刀程序等的自動(dòng)控制。本文還著重介紹了刀具庫中刀具手動(dòng)轉(zhuǎn)換控制器的基本構(gòu)造、工作原理、硬件構(gòu)成、軟件設(shè)計(jì)等。通過全新的換刀更換體系,可使其換刀效率大為提高,進(jìn)而獲得較好的企業(yè)效益。經(jīng)實(shí)踐運(yùn)用證明,這種方式具有系統(tǒng)全面、見效快、使用廣泛的優(yōu)點(diǎn),各部門都可進(jìn)行需要的操作,能充分滿足加工中心的需要。
關(guān)鍵詞:PCL;刀庫;自動(dòng)換刀;控制系統(tǒng)
據(jù)統(tǒng)計(jì),在入世貿(mào)組織的 20 年間,我國(guó)向海外輸送了近 60 萬臺(tái)帶有自動(dòng)換刀功能的 CNC 機(jī)床,對(duì)拉動(dòng) GDP 增長(zhǎng)和制造業(yè)發(fā)展發(fā)揮了巨大作用。自動(dòng)換刀刀庫與機(jī)械制造業(yè)密不可分,隨著科學(xué)技術(shù)的發(fā)展,以高品質(zhì)、高效率的機(jī)械裝置逐漸取代了常規(guī)的機(jī)床,自動(dòng)化生產(chǎn)裝備的技術(shù)水平也在不斷地提升,這給機(jī)械制造業(yè)帶來了很大的挑戰(zhàn)與機(jī)會(huì)。
目前,由于數(shù)控加工中心的刀庫刀具種類比較多,它可以實(shí)現(xiàn)比較復(fù)雜的工件,所以它的應(yīng)用范圍也變得越來越廣。不過,實(shí)際生產(chǎn)活動(dòng)中,刀庫選刀時(shí)存在的問題也是十分廣泛的,問題的存在也給設(shè)備質(zhì)量帶來了極大的困擾,希望可以給設(shè)備的保養(yǎng)與維護(hù)一些理論依據(jù)。本研究重點(diǎn)是根據(jù)江蘇德速智能工具公司的 ADKY 圓盤系列 (BT40) 刀庫,開發(fā)了一個(gè)可以精確選定刀具部位,并在該刀庫上實(shí)現(xiàn)速度轉(zhuǎn)換的圓盤刀庫的控制器。
1、刀庫自動(dòng)換刀機(jī)械系統(tǒng)的基本原理
自動(dòng)換刀裝置是一種以ATC 電機(jī),雙爪機(jī)械手、氣缸、活塞桿、定位刀套、刀盤等為主要部件的裝置。其工作原理為接受指令,電機(jī)驅(qū)動(dòng),選擇下一次要加工的刀具,并在機(jī)械手的控制下,將刀具送至心軸。刀庫具有自動(dòng)更換刀具和存儲(chǔ)刀具的功能,可根據(jù)需要對(duì)刀具進(jìn)行加工,如銑、鉆、切絲、攻絲等。這樣可以縮短工作時(shí)間,節(jié)約開支。刀庫與換刀機(jī)器人要共存,沒有刀庫,就不能提前備好所需的刀具,沒有換刀機(jī)器人,就不能進(jìn)行換刀。
刀具庫房中的刀具自動(dòng)更換控制系統(tǒng),實(shí)現(xiàn)了刀具的移動(dòng),刀套的翻轉(zhuǎn),機(jī)械臂的更換。刀庫中刀具自動(dòng)更換的基本工作流程如下:數(shù)控系統(tǒng)接收刀具更換命令,用馬達(dá)將刀具庫正向和反向選擇指定刀具號(hào)碼,圓筒推進(jìn)刀杯 90°豎直向下,同一時(shí)間,將主軸提升到刀具更換的參照點(diǎn),并對(duì)錠子進(jìn)行定位。此時(shí),機(jī)械臂將進(jìn)行換刀,該換刀動(dòng)作如下:(1)機(jī)械手旋轉(zhuǎn)夾持庫刀和主軸刀;(2)從主軸刀柄上抽出 180mm 的刀具庫刀柄; (3)操作臂 180°的轉(zhuǎn)動(dòng);(4)機(jī)器人抬起 180mm 的高度,把刀柄和心軸一起放進(jìn)刀具庫里;(5)機(jī)械手對(duì)齊。
2、PLC 控制系統(tǒng)要求
在制造過程中,對(duì)一個(gè)零件進(jìn)行加工時(shí),常常不是一次就能完成,而是要經(jīng)過多次的加工才能完成。而無論是普通的還是普通的機(jī)床,哪怕是只有一種功能的數(shù)控機(jī)床,也只能完成一種工藝。在整個(gè)加工過程中,花費(fèi)的時(shí)間最多的就是更換刀具,但是,現(xiàn)在自動(dòng)化水平越來越高,手工更換刀具已經(jīng)嚴(yán)重地影響了生產(chǎn)的效率,因此,在加工中,自動(dòng)更換刀具系統(tǒng)的作用是非常重要的。本設(shè)計(jì)就是為這種情況而設(shè)計(jì)的,其具體要求如下。
(1)通過自動(dòng)切換系統(tǒng)的指令,可程控器自動(dòng)選取最接近的切換路徑,使刀具庫自動(dòng)旋轉(zhuǎn)。(2)待要用的刀片移至機(jī)器人拿刀處時(shí),刀庫停止旋轉(zhuǎn),自動(dòng)比對(duì)當(dāng)前刀片的編號(hào)和位置,若對(duì),則選擇的刀片翻過來,機(jī)器人就可以隨時(shí)更換刀片;如果是錯(cuò)的,那么機(jī)器就會(huì)自動(dòng)停下來。(3)通過程控系統(tǒng)的指令,驅(qū)動(dòng)自動(dòng)切換馬達(dá),使機(jī)械臂進(jìn)行切換。(4)當(dāng)機(jī)械臂運(yùn)動(dòng)至取刀位時(shí),停止動(dòng)作,程序控制系統(tǒng)收到指令后,自動(dòng)切換馬達(dá)停止,機(jī)械臂取回刀具。(5)機(jī)械臂取出刀具后,由程控裝置再一次發(fā)出指令,機(jī)械臂繼續(xù)旋轉(zhuǎn),旋轉(zhuǎn)至設(shè)定位置后,機(jī)械臂停止旋轉(zhuǎn)。(6)當(dāng)機(jī)械臂旋轉(zhuǎn)至心軸時(shí),程控器收到指令,自動(dòng)切換馬達(dá)停止,機(jī)械臂插入刀具。(7)機(jī)械臂進(jìn)行刀具的切換動(dòng)作,完成了主軸刀具的切換。
當(dāng)可程控器發(fā)出指令時(shí),機(jī)械手就會(huì)動(dòng)作,當(dāng)動(dòng)作到達(dá)設(shè)定的位置時(shí),可程控器就會(huì)收到訊號(hào),讓自動(dòng)切換馬達(dá)停止,機(jī)械手就會(huì)停留在起始位置,從而完成切換。
3、硬件電路設(shè)計(jì)
3.1 電源電路
圖 1 顯示了控制系統(tǒng)的供電線路,電源為 AC 380 伏,AC 380 伏到 AC220 伏的變換要求用一臺(tái)絕緣變壓器,再經(jīng)過電閘,設(shè)計(jì)用來預(yù)防電擊,并且增強(qiáng)了抗干擾性。這個(gè)系統(tǒng)是用一個(gè)程序控制裝置來控制的,它的輸入和輸出電路都是 DC24V,并選用 AC220V/DC24V 的直流電壓調(diào)節(jié)器,該穩(wěn)壓器為 S-150-24V。電源指示燈會(huì)發(fā)出警告信號(hào),當(dāng)燈會(huì)亮?xí)r,表示目前已接通。
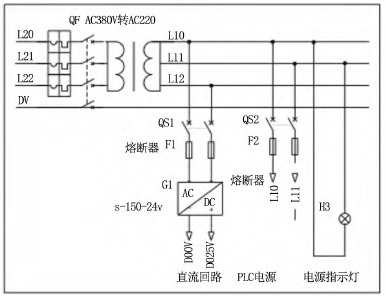
圖 1 電源接線圖
3.2 控制系統(tǒng)的電路設(shè)計(jì)
為了方便繪制 PLC 接線圖和編寫 PLC 程序,將每個(gè)輸入 / 輸出設(shè)備與 PLC 的輸入 / 輸出點(diǎn)相對(duì)應(yīng)。
3.2.1 PLC 的 IO 接線
在這個(gè)設(shè)計(jì)里,首先設(shè)計(jì)了已有的 PLC 的輸入點(diǎn)和輸出點(diǎn),接下來,按照目前的項(xiàng)目流程需求,為目前的設(shè)備設(shè)置了特定的 PLC 連接線,在程序設(shè)計(jì)中,這樣就可以更清楚地看到當(dāng)前設(shè)備的輸入點(diǎn)和輸出點(diǎn)。
3.2.2 電機(jī)接線
三相電機(jī)運(yùn)轉(zhuǎn)時(shí),裝置的工作部件,必須使用三相電源,而且還會(huì)出問題,此時(shí),若在裝置的進(jìn)電線上加裝一組防風(fēng)開關(guān),那么在電動(dòng)機(jī)發(fā)生故障的時(shí)候,而不會(huì)影響其他部件的工作,對(duì)現(xiàn)有設(shè)備馬達(dá)進(jìn)行保護(hù)。三相電源通過交流保護(hù)空氣開關(guān)的上端進(jìn)入后,把它的下端頭和 AC 接觸器的上端頭連接起來,當(dāng) 220V 的電力供應(yīng)完畢后。電動(dòng)機(jī)在 PLC 的控制下運(yùn)轉(zhuǎn),在接觸器繞組通電和常開度連接處,電動(dòng)機(jī)就能正常運(yùn)轉(zhuǎn)。
4、控制系統(tǒng)的程序設(shè)計(jì)
4.1 程序主流程圖
按照設(shè)計(jì)要求,本文給出了該控制系統(tǒng)的主要程序流程圖,如圖 2 所示。
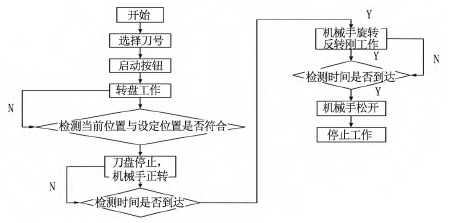
圖 2 程序主流程圖
4.2 控制系統(tǒng)程序設(shè)計(jì)
4.2.1 選擇刀號(hào)傳送程序
如圖 3 中所示,如果輸入繼電器 X4 被打開,則此時(shí),它將目前的位置 2 傳遞給數(shù)據(jù)寄存器地址 D100,以執(zhí)行隨后的目前的程序比較。
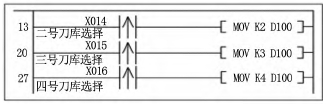
圖 3 位置傳送塊程序
4.2.2 當(dāng)前刀號(hào)位置傳送程序
如圖 4 所示,在程序在向網(wǎng)絡(luò) 72 自動(dòng)執(zhí)行時(shí),程序會(huì)自動(dòng)判斷輸入繼電器 X14 的狀態(tài),如果接受了這個(gè)任務(wù),PLC 將常數(shù) 2 自動(dòng)轉(zhuǎn)移到了目前的數(shù)據(jù)寄存器 D102 上,在同一時(shí)間內(nèi),輸入繼電器 X15 被激活,此時(shí),數(shù)據(jù)寄存器常數(shù) 3 也被轉(zhuǎn)移到了數(shù)據(jù)寄存器 D102 中。
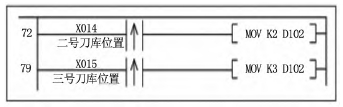
圖 4 刀庫位置傳送程序
4.2.3 電機(jī)正反轉(zhuǎn)判斷程序
在程序開始的時(shí)候,要判斷所選刀具編號(hào) D100 和當(dāng)前刀具編號(hào) D102 的尺寸,當(dāng) D100 大于 D102 時(shí),M10表示,把它打開,并計(jì)算其差異,然后把它放到 D300的數(shù)據(jù)寄存器里,再次判定 D300 中的數(shù)據(jù)是否大于 4,要是電機(jī)的話,然后執(zhí)行一個(gè)逆向的操作,當(dāng) D102 大于 D100 時(shí),M12 表示,在各種情況下,這將會(huì)產(chǎn)生非常不同的結(jié)果,結(jié)合刀庫中的刀具選擇,根據(jù)當(dāng)前刀與目標(biāo)刀的最短距離計(jì)算,來選擇刀具庫的正反兩面旋轉(zhuǎn),實(shí)現(xiàn)了快速選擇刀具的目標(biāo)。
4.2.4 機(jī)械手氣缸工作程序
在副繼電器 M1 的作用下,刀罩及機(jī)器人豎直圓柱形電磁閥啟動(dòng),從而實(shí)現(xiàn)刀罩的翻轉(zhuǎn)及機(jī)器人的豎直運(yùn)動(dòng)。當(dāng)兩個(gè)人都走到了正確的位置,按下了極限開關(guān),機(jī)器人就會(huì)從刀庫里拿出一把刀來。4s 后,機(jī)器人開始夾緊 2s,然后開始反向,放松 2s,等待主軸取刀,然后正轉(zhuǎn)回起始位置,刀套和機(jī)器人返回原位。
4.2.5 故障指示燈
如圖 9 所示,M1 開啟,意味著選擇的刀號(hào)與目標(biāo)刀號(hào)重合,刀片止動(dòng),在準(zhǔn)備更換刀具的時(shí)候,當(dāng)?shù)短追D(zhuǎn)以及機(jī)械臂液壓缸的推桿在 10s 內(nèi)沒有觸碰到極限開關(guān)時(shí),這時(shí),故障顯示燈亮起,提示員工機(jī)器出現(xiàn)故障。
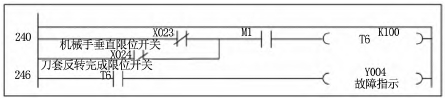
圖 5 故障指示燈
4.3 程序設(shè)計(jì)
轉(zhuǎn)刀裝置的基礎(chǔ)工作是轉(zhuǎn)刀。刀鞘的倒扣,就是用來抓刀的。刀套翻轉(zhuǎn)的過程是:在 PLC 的控制下,通過電磁閥的開關(guān),帶動(dòng)氣缸中的活塞旋轉(zhuǎn),因?yàn)榛钊麠U連接到機(jī)器手臂的構(gòu)造刀套上,這樣,活塞的移動(dòng)就能使刀片翻過來。在汽缸上安裝了兩個(gè)固定開關(guān),用來檢測(cè)汽缸中活塞的位置。由此判斷刀鞘有沒有被徹底翻轉(zhuǎn)過來。PLC 根據(jù)定位切換信號(hào)決定是否進(jìn)行切換動(dòng)作。根據(jù)這一步,結(jié)合系統(tǒng)的控制流程,編制了控制系統(tǒng)的梯形圖。
5、結(jié)語
本文基于可編程控制器,設(shè)計(jì)了一種基于可編程控制器的刀庫自動(dòng)換刀控制系統(tǒng),詳細(xì)闡述了該系統(tǒng)的工作原理,并進(jìn)行了硬件電路的設(shè)計(jì)、可編程控制器的編程、組態(tài)軟件的設(shè)計(jì)與調(diào)試以及組態(tài)仿真軟件的運(yùn)行調(diào)試,實(shí)現(xiàn)了快速高效的換刀,大大提高了 CNC 加工的效率。下面是從功能測(cè)試中得出的結(jié)論:
(1)優(yōu)化了刀庫房自動(dòng)化更換的控制邏輯,使刀具的選擇和位置更加準(zhǔn)確,縮短更換時(shí)間,在運(yùn)行中避免了一些低級(jí)的失誤;(2)本實(shí)用新型具有很好的適應(yīng)性,尤其適用于多道工序,需要不斷地更換刀具的復(fù)雜工件,可減少因多次更換而引起的誤差,從而提高了加工精度;(3)該系統(tǒng)具有操作簡(jiǎn)便、造價(jià)低廉、易于維護(hù)、組態(tài)接口好、工作穩(wěn)定性好、抗干擾性強(qiáng)等優(yōu)點(diǎn)。
作者:蔣繼紅 1,殷紅梅 1,劉曉宇 1,朱洪亮 2
來源:1. 江蘇電子信息職業(yè)學(xué)院 ;2. 漣水思麥柯動(dòng)力機(jī)械有限公司 )
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別