



數控車床刀塔故障實例分析及處理
2020-10-20 來源:中車株洲電力機車有限公司 作者: 羅斌 龍斌
摘要:本文針對數控車床自動換刀刀塔不能換刀至指定刀號的故障實例,結合結構及動作流程進行分析與處理,并提出故障處理總結,供同行參考交流。我公司用于軸類及盤類零件加工的某型FANUC0i數控車床在運行過程中,12刀位自動換刀刀塔出現故障。具體故障現象為:加工過程自動換刀時,本應由5#刀換為3#刀,但結果卻換至7#刀,不能繼續加工,同時系統界面出現“EX1101TURRET#1POSITIONALARM”(刀塔位置報警)和“EX1105TURRET#1ENCODERSEN SORALARM”(刀塔編碼傳感器報警),按RESET鍵復位消除報警后,切換到手動模式,執行手動換刀,故障依舊,本文針對此故障進行分析及處理。
1.自動換刀刀塔結構及動作流程
數控自動換刀刀塔一般由動力源(電動機或液壓馬達)、機械傳動機構、定位機構、鎖緊機構、檢測裝置、接口電路、刀盤及刀座等組成s數控車床12位自動換刀刀塔實物如圖1所示

圖1數控車床12刀位自動換刀刀塔
刀塔的自動換刀動作流程主要由刀塔脫開、刀塔轉位和刀塔定位鎖緊三個子動作步驟組成。其中刀塔脫開和定位鎖緊由液壓控制實現,刀塔轉位則由電動機驅動控制(1)刀塔脫開動作步驟如下:數控系統發出換刀指令,PMC給出放松信號,電磁閥動作,鎖緊機構開始放松,動、靜鼠牙盤脫離嚙合,刀塔解除定位鎖緊而脫開(2)刀塔轉位動作步驟如下:刀塔脫開后,PMC檢測到放松到位信號后發出轉位指令,電動機啟動,通過傳動機構驅動刀塔轉位。(3)刀塔定位鎖緊動作步驟如下:當指定換刀刀號后,數控系統通過內部的運算和PMC的控制,進行定位、,鎖緊機構開始鎖緊,動、靜鼠牙盤嚙合,刀塔定位鎖緊,PMC檢測到鎖緊到位信號后反饋給數控系統,完成自動換刀。
2.故障分析
根據故障現象和翻閱系統報警說明進行故障原因分析:
(1)能換刀但沒有換為指定刀號,說明刀塔脫開和刀塔轉位動作正常,可初步排除相關線路和元器件出現故障的可能。
(2)系統報警EX1101意為刀塔位置報警。與刀塔松/鎖到位檢測傳感器故障及刀塔轉位計數傳感器相關,造成刀塔不能準確定位,出現EX1101報警。
(3)系統報警EX1105意為刀塔編碼傳感器報警。與由4個霍爾傳感器組成的8421刀塔編碼器其中一個或多個霍爾傳感器故障相關,造成刀塔編碼錯誤,不能換刀至指定刀號,出現EX1105報警。
3.故障處理過程
拆開防護面板,在手動方式下任意換刀,目視觀察刀塔內松/鎖到位檢測傳感器、刀塔轉位計數傳感器及刀塔編碼傳感器等各個信號傳感器的工作狀態,其自身信號指示燈都能點亮,傳感器工作正常,打開FANUC自帶PMC監控界面進一步查找故障。 (1)按“SYSTEEM鍵”—按右方向“菜單擴展鍵”—選擇“PMCMNT” (PMC信號狀態監控)->手動輸人“1101” ->選擇“搜索”,這樣 可以得到EX1101報警地址A2.1,同樣的方式輸人1105可以得到EX1105報警地址A2. 5。報警地址信號狀態監控界面如圖2所示。
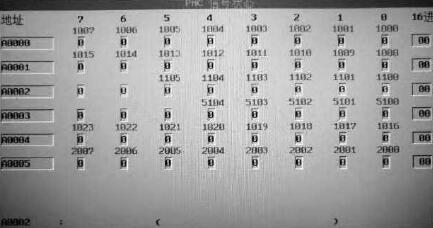
圖2 PMC報警地址信號狀態監控界面
(2)接后退鍵—選擇“PMGLAm(梯形圖)—手動輸人“A2.1”.—選擇"W-"搜索 搜索到報警地址A2.1。仔細查看和分析梯形圖,觸發 A2.1 原因是軟繼電器:R201.5CODSTORA-LARM(刀塔轉位計數報警)閉合;同樣的方式搜索報警地址A2.5,觸發A2.5的原因是軟繼電器R201.7ENCODER ALARM(刀塔碼器報警)閉合。報警地址2.1梯形圖界面如圖3所示。
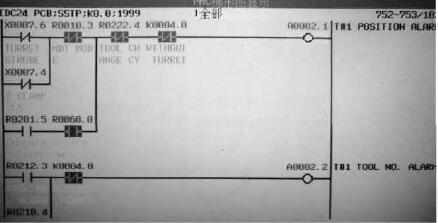
圖3 報警地址A2.1梯形圖界面
(3)手動連續任意換刀,觀察梯形圈X7.4TCLS(松/鎖_像信號)狀態,每換刀1次.X7.4能正常閉合、斷開;并觀察X7.6SIROBE(:,刀塔每轉I位計數信號)狀態5刀塔每轉1位X7.6能正常閉合、斷開,此時.故障報警依舊。PMC輸人信號X7狀態監控界面如圖4所示。
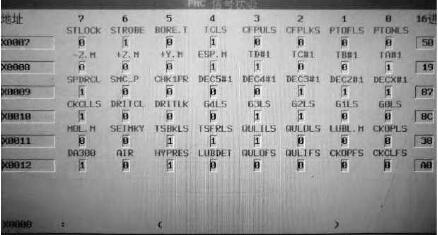
圖4 PMC輸入信號狀態監控界面
(4)翻閱電氣原理圖,查找8421刀塔編碼器 數據位,,分別是: X8.0、:X8.1、X8.2.和X8.3,選擇“PMCMNT”,任意搜索其中一位,出現界面后,再次手動連續任意換刀,發行X8.0狀態始終未0,沒有信號輸入。8421刀塔編碼器數據位輸入信號X8狀態監控界面如圖4所示。
(5)經檢查發現X8.0信號電纜在刀塔接口電路接頭處出現松動虛接,經處理后復位系統,故障報警消除,執行換刀程序,機床正常工作。
4、故障處理總結
(1)了解故障報警機理有助于建立正確的故障處理思路,回顧此故障實例,造成故障的最終原因是8421刀塔編碼器其中一個數據位傳感器X8.0信號電纜接頭虛接,但時出現EX1101 和EX1105兩個報響,是由于當數控系統刀具“T”代碼選通信號發出后,由于刀塔編碼器數據位傳感器故障,換刀出現異常,預置換刀的3#刀位編碼敎據沒有被PMC檢測到,檢測到時是誤轉動至7#刀位的編碼數據,PMC判別的當前位置刀號與選通信號不一致,同時刀塔轉位計數數據檢索也隨之出現異常救據,與之關聯的內部軟繼電器R201.7和R201.5動作、觸:發A2.5和A2.1 ,時出規上述兩個報警_此,在處理類似多個報警故障的過程中,應全面綜合分析,避兔只針對某一報警片面分析而出現“鉆牛角尖”的情況發生,影響故障處理思路。
(2)采用合適的故障檢查手段和處理方法,有助于提高故障處理效率,前述目視觀察刀塔松/鎖到位檢測、刀塔轉位計數及刀塔編碼等各個信號傳感器能正常工作、但.這并不能說明這些信號就一定會輸人PMC ,有效參與控制,進一步通過FANUC自帶PMC監控界面檢查到X8.0.無信號輸入 ,故障才得以排除。若此時不利用PMC監控界面檢查.而繼續采用儀表測量、替換等常規方法或其他不合適的方法來處理故障,勢必舍出現"走彎路”的低效率情況。因此,根據具體問題,采用合適的故障檢查手段和方法來處理故障,才是提高故障處理效率的蕞佳選擇。
5、結語
掌握一定的維修技能,熟知機床工作原理,對數控系統及PMC(PLC)程序有較強的認知和理解,同時注重維修經驗總結積累,企業設備維修人員在日常維修時才可以做到有的放矢,提高維修效率。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

