



軸承套圈端面圓弧槽、裝滾子缺口加工刀具改進
2020-4-11 來源: 洛陽 LYC 軸承 航空精密軸承 作者:張永剛 張少林 張玉玲
摘要: 分析原軸承套圈端面圓弧槽、裝滾子缺口采用銑刀加工存在的問題,通過設計錐形刀桿,改變圓槽加工方法,以車代銑,提高了加工效率,降低了刀具消耗和廢品。
關鍵詞: 滾動軸承; 機加工; 刀具; 刀桿
在軸承套圈車加工過程中,有些類型的軸承套圈需要加工端面圓弧槽或者裝滾子缺口,原加工方式是根據產品圓弧槽或缺口直徑的大小選用相應的銑刀。存在問題有: 1) 需要的銑刀規格比較多( 20 ~ 100 mm) ,銑刀尺寸不合適時需要再修磨; 2) 銑刀價格較貴; 3) 對于直徑比較大的圓槽或者缺口,由于加工時銑刀與產品接觸面積大,銑刀受到的抗力大,容易引起加工面振動,影響產品加工質量,甚至會由于產品移動造成廢品。為此,根據銑床加工特點重新設計制作錐形刀桿,再裝上機夾刀桿,實現套圈端面圓弧槽和裝滾子缺口的加工。
1 、刀桿設計
1. 1 刀桿及刀具
設計制作長度為 250 mm、直徑為 45 mm、尾部為莫氏錐度 5 的錐形刀桿( 圖 1) ,在刀桿前部插出20 mm × 20 mm的方孔,選取MDPNN2020K15 中置刀桿( 圖 2) 和 55°的 DNMG150612 刀片組合成車制刀具( 圖 3) 。采用該刀具在臥式銑床上車制端面圓槽,在立式銑床上車制裝滾子缺口,加工原理如圖 4 所示。
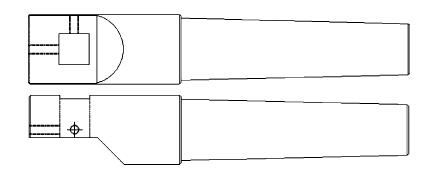
圖 1 新設計的錐形刀桿結構圖
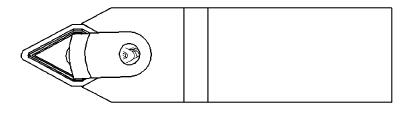
圖 2 刀具
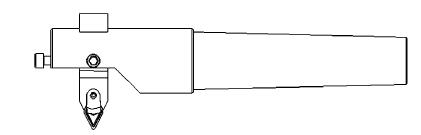
圖 3 新設計制作的刀具裝配圖
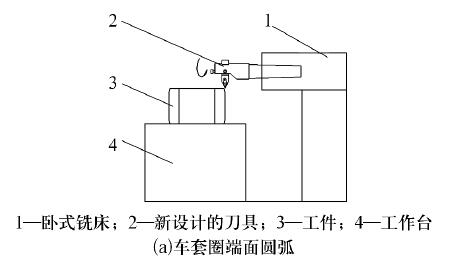
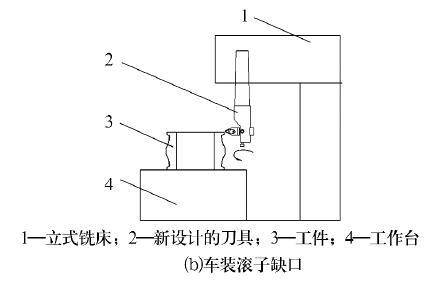
圖 4 改進后的車加工原理圖
1. 2 改進中置刀桿
由于受錐形刀桿粗細和 MDPNN2020K15 中置刀桿刀頭壓蓋的限制,目前的刀具只能適用于圓槽直徑 80 mm 以上產品的加工。為此,又重新選取了 SDNCN2020K11 中置刀桿( 圖 5) ,取消刀
頭壓蓋,使中置刀桿可以回縮一部分,擴大圓槽和缺口的加工范圍,改進后的刀桿可以加工圓槽直徑 50 mm 以上的產品,能夠滿足大部分圓槽和缺口的加工需求。
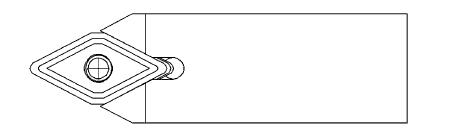
圖 5 改進后的刀具
2、 使用效果
以加工 FCD6896310 /P6 /02 為例,其外徑 379mm,高度 156. 2 mm,每端面需要銑 8 個 100 mm、深 3. 2 mm 的圓槽,兩面共 16 個圓槽,該批產品為1 000 件。改進前用 100 mm 的銑刀銑端面槽,由于接觸面積大,加工時產品容易松動,加工 20 件產品就出現 8 件產品由于最后一道工序而報廢。改用新設計制作的刀具車端面圓槽,通過調整銑床轉速和托盤移動速度來控制加工表面質量,沒有再出現廢品,刀具費用也大大降低,產品質量完全符合工藝要求,達到了預期目的。
3 、結束語
通過幾個型號的試驗加工,改進后刀具能夠完全滿足套圈端面圓弧槽和裝滾子缺口的加工,實現了以車代銑。一方面,避免了原銑刀由于沒有合適規格需要修磨的問題,且通過伸縮機夾刀桿,可以加工直徑 50 mm 以上任意尺寸的圓槽,有效降低了產品加工刀具費用; 另一方面,在加工過程中由于是點接觸,相比原來銑刀的面接觸,銑刀受到的抗力大大降低,避免了加工過程中由于抗力過大造成的加工面振動、表面質量達不到工藝要求等問題,提高了生產效率和效益; 此外,通過調整銑床轉速和托盤移動速度,可以控制車制圓槽的進刀量和速率,保證圓槽和缺口表面粗糙度 Ra≤2 μm,提高了產品加工質量。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

