


一種加工橢圓齒輪的數控系統研究
2018-2-28 來源:蘭州理工大學 機電工程學院 作者:姚鳳偉 鄔再新 鄢誠摯 毅
摘 要:基于工控機和運動控制卡相結合的軟硬件插補,提出一種新的實時刷新數據的方法。 根據非圓齒輪的設計理論,以橢圓齒輪為例,利用 MATLAB GUI 界面設計功能,設計出速度和傳動比的圖形界面,給出設計過程。 應用實例表明,這一系統界面友好,設計正確。
關鍵詞:軟硬件插補 實時刷新 橢圓齒輪 MATLAB GUI
橢圓齒輪是目前應用最廣泛的非圓齒輪。 筆者基于具有視窗操作系統,利用 MATLAB 軟件作為開發工具,就有效滾切加工橢圓齒輪提出一種新的方案。
1 、非圓齒輪數學模型的建立
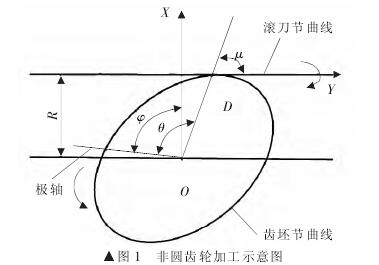
數控滾齒機加工直齒非圓齒輪必須具有以下 5 種控制運動才可以構成齒形滾切聯動關系。① 滾刀自身的回轉運動 ωb(主 運動 );② 滾 刀與工件中心距離的相對運動(沿 X 軸);③ 滾刀的竄刀運動(沿 Y 軸);④ 滾刀沿齒坯軸線方向的軸向運動(沿Z 軸);⑤ 工作臺自身的回轉運動 ωc。
直齒非圓齒輪數控滾切加工過程的運動關系如圖1 所示,其中,Z 軸不參與聯動。設工件節曲線的極坐標方程為 r=f(θ),r 的模記為|r|,切線與極徑的夾角 μ 為:

由文獻[1]可知,直齒非圓齒輪數控滾切加工的位移運動模型參數可以通過如下表述。
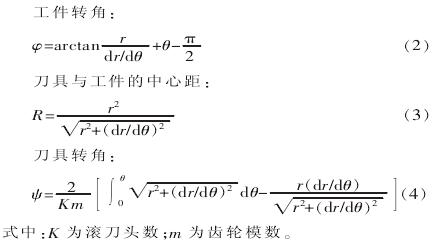
工件角速度:
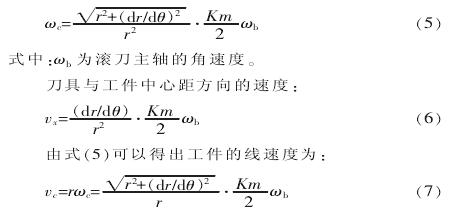
為保證滾刀和齒坯作純滾動,滾刀和工件在 Y 軸方向的速度要一致, 故以竄刀位移補償為例來計算滾刀 Y 軸方向的速度,即:
2 、橢圓齒輪數學模型的建立
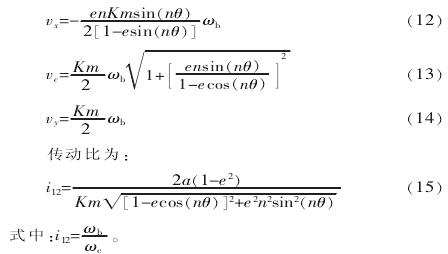
根據直齒非圓齒輪的運動模型, 以橢圓齒輪為例建立滾切加工的運動模型。 鑒于本文需要得出變傳動比、各軸速度,在此只介紹速度運動模型。橢圓齒輪節曲線方程為:
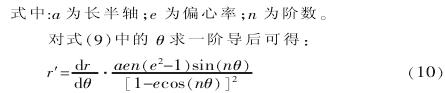
由文獻[1]可知,橢圓齒輪節曲線的周長計算公式為:
設計時,初步選定橢圓齒輪偏心率 e、模數 m、齒數 z,再根據橢圓齒輪節曲線封閉性要求(L=πmz),可以計算出節曲線的長半軸 a。
橢圓齒輪的速度運動模型為:
當然,在橢圓齒輪設計過程中,還需要進行凹凸性校驗、壓力角校驗、根切校驗等[3],在此就不再贅述。
3 、滾齒數控系統的軟件結構
計算機數控系統是一種位置控制系統,即對輸入的 NC 代碼數據進行相應的處理, 然后將數據段插補出理想的刀具運動軌跡, 并將插補結果輸出到執行部件。該系統的工作流程主要包括零件加工程序譯碼、數據處理、插補、速度和位置控制、伺服系統控制、檢測等,如圖 2 所示。

在 PC 內嵌 CNC 型開放式數控系統結構中,工控機利用其本身豐富的軟件資源,完成非實時和弱實時任務,運動控制卡則用于實現實時性較強的任務,如速度控制、位置控制等。在插補計算功能的實現上,可以采用二次插補的方法,即上位工控機完成數據的粗插補, 下位運動控制卡完成數據的精插補,這樣可以避免主機 CPU 在進行運算操作時造成計算延遲和通信延遲,在伺服更新率、執行速率、伺服算法的項數方面,都可以獲得相當大的提高[5]。
加工圓柱齒輪與橢圓齒輪的不同之處是, 在滾切過程中,橢圓齒輪加工時需要實時獲得刷新的數據,而圓柱齒輪是定比傳動, 只要按照設定的參數加工齒輪即可。 黨華甫[6]
對數控滾齒運動控制卡進行了研究,將變速比參數放在控制器中實時刷新,這樣,增加了下位機進行大量數據計算時的負擔, 從而導致響應速度變慢。
對此,筆者將工件和滾刀的速度及變速比等實時數據先在上位機上用函數曲線的形式表達出來, 然后通過總線將數據傳輸給下位機, 下位機控制卡在控制各軸運動之前, 便獲取所要加工非圓齒輪的所有相關數據,不需要在控制卡內實時刷新數據,從而減輕了控制卡的負擔,實現橢圓齒輪的滾切加工。
4 、人機界面設計及通信
在人機界面的設計中, 應用程序的實現需要數控系統幾個基本界面 (如狀態顯示界面、 故障診斷界面等)的配合,除此之外,還需要增加一個子模塊,即速度和變傳動比的圖形界面模塊。
由于篇幅有限,本文只介紹圖形界面模塊。確 定 齒 輪 與 工 件 運 動 關 系 各 種 參 數 后 , 采 用MATLAB GUI 軟件進行圖形界面設計。 人機界面是人機交互的聯系紐帶, 應當體現出人機交互的友好性和操作的簡便性。
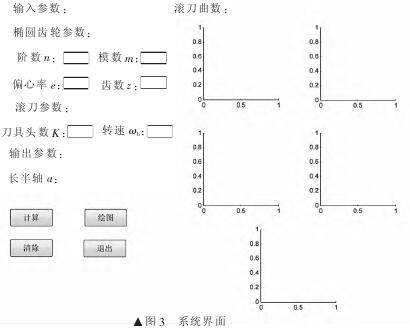
在界面設計中,主要涉及內容包括輸入參數(橢圓齒輪參數和滾刀參數)、輸出參數,以及輸出曲線圖形,如圖 3 所示。
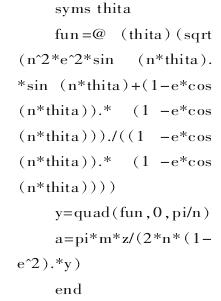
在建立好便于用戶操作的人機界面后 , 在MATLAB 中調用函數以實現各按鈕的功能。實現計算功能的代碼如下:
function [ans]=fun(n,e,m,z)
在 MATLAB 端進行實時串行通信, 完成對運動控制卡的控制及管理功能。
為了滿足控制卡的 實 時 通 信 要 求 ,達到實時處理下位機傳輸數據的目的, 筆者采用一種將事件中斷函數寫入 GUI 組 件 函 數 的 方式。
此方法編程簡單,數據處理方便, 開發效率相對得到很大提高。
5、 應用實例
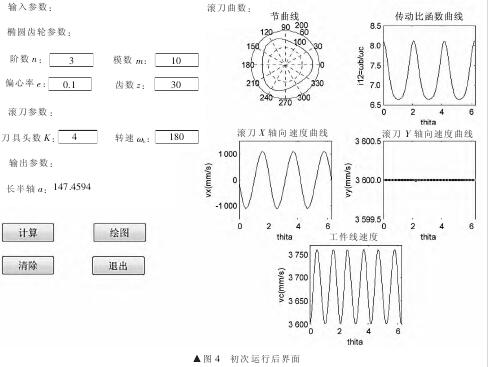
加 工 一 橢 圓 齒 輪 ,其參數為: 階數 n=3,模數 m=10 mm,偏心率 e=0.1, 齒 數 z =30, 滾 刀 頭數 K=4, 滾 刀轉速 ωb=180 rad/s。打 開 MATLAB 軟件,運行程序后,輸入設計參數,點擊計算按鈕,得到輸出參數, 點擊繪圖按鈕, 得到相應的坐標函數曲線, 如圖 4 所示。
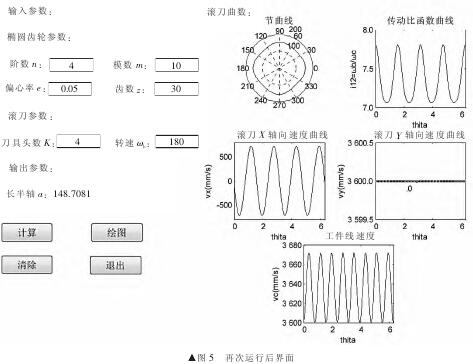
點擊清除按鈕,重新輸 入 參 數 : n =4,m =10mm,e =0.05,z =30,K =4,ωb=180 rad/s, 所 得如圖5 所示
6 、結束語
位置控制系統的好壞與插補有很大的關系, 軟硬件相結合的插補是目前最好的方案。 筆者在工控機上設計一個功能模塊來實現橢圓齒輪滾切加工所需的數據,可編程專用硬件插補芯片(FPGA)獲取上位機的數據信息來完成精插補, 此方案類似于圓柱齒輪定傳動比滾切加工,而且由上述實例可知,功能模塊設計是可行的。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

