


摘 要:船用柴油機(jī)機(jī)身具有體積大、壁薄、長(zhǎng)徑比大、孔深等特點(diǎn),深孔加工工藝決定了船用柴油機(jī)的制造質(zhì)量和效率。 采用數(shù)值分析方法從導(dǎo)向塊位置、刀桿自重和鉆削深度三方面研究了深孔槍鉆加工過(guò)程中孔軸線偏移的機(jī)理與控制工藝,結(jié)果表明:導(dǎo)向塊位置對(duì)深孔軸線偏移量影響顯著,最優(yōu)夾角組合為 70°和 180°;刀桿自重對(duì)深孔軸線偏移影響很小,可忽略;深孔軸線偏移量隨鉆削深度增加會(huì)顯著變大。 改善深孔槍鉆加工工藝參數(shù)可有效控制深孔軸線偏移量,提高船用柴油機(jī)機(jī)身加工質(zhì)量。
關(guān)鍵詞: 船用柴油機(jī) 深孔加工 槍鉆 孔軸線偏移 機(jī)理與工藝
作為主要的關(guān)重件之一, 機(jī)身是整個(gè)船用柴油機(jī)的骨架與機(jī)座, 要具有穩(wěn)定可靠的基礎(chǔ)支撐和復(fù)雜精細(xì)的油、水、氣管道及螺栓孔系,機(jī)身加工質(zhì)量尤其重要,并直接決定了船用柴油機(jī)的工作精度、運(yùn)行性能、可靠性和壽命。但薄壁、大尺寸的箱體結(jié)構(gòu)導(dǎo)致機(jī)身加工質(zhì)量控制非常困難,尤其是復(fù)雜的交叉深孔系,存在孔系軸線偏移、加工效率低下等問(wèn)題,且大多采用深孔槍鉆加工技術(shù)。可見(jiàn),研究這一工藝對(duì)船用柴油機(jī)制造具有重要意義。
深孔加工面臨種類多、批量少、加工難及精度要求越來(lái)越高等挑戰(zhàn)[1],國(guó)內(nèi)外學(xué)者針對(duì)深孔加工中孔軸線偏移問(wèn)題開(kāi)展了偏移機(jī)理、 導(dǎo)向平衡和工藝優(yōu)化等研究工作。 RICHARDSON[2]等研究了導(dǎo)向塊在加工過(guò)程中的作用, 實(shí)驗(yàn)證明導(dǎo)向塊的數(shù)量及分布直接影響孔加工的直線度;WOON[3]等研究了深孔加工刀具刃口半徑對(duì)鉆孔偏斜和孔偏差的影響;RAO[4]等研究了內(nèi)排屑(BTA)深孔鉆在不同條件下的尺寸、直線度和表面粗糙度等參數(shù)變化;李楠[5]等從加工方式、導(dǎo)向條布置、長(zhǎng)孔鉆削三個(gè)角度研究了 BTA 深孔鉆削中的軸線偏斜問(wèn)題,得出最佳鉆孔軸向直線度;許輝[6]等通過(guò)對(duì)現(xiàn)場(chǎng)加工狀況分析, 改進(jìn)導(dǎo)向套參數(shù)使鉆孔直線度偏差大幅度下降;李言[7]等研究了輔助支撐位置和加工深度與孔直線度誤差的作用關(guān)系, 獲得了孔直線度隨初始偏差量變化的規(guī)律。針對(duì)孔軸線偏移問(wèn)題,國(guó)內(nèi)外研究集中在 BTA 鉆,而對(duì)槍鉆鉆削時(shí)孔軸線偏移的問(wèn)題研究得很少。
船用柴油機(jī)機(jī)身上孔系繁多,具有直徑小、長(zhǎng)徑比大、相互交叉等顯著特點(diǎn),某型船用柴油機(jī)機(jī)身復(fù)合螺栓油孔直徑為 24 mm,長(zhǎng)度達(dá) 1 200 mm,長(zhǎng)徑比達(dá)50。 針對(duì)該油孔結(jié)構(gòu)特點(diǎn),以槍鉆為研究對(duì)象,在機(jī)理分析基礎(chǔ)上,利用數(shù)值方法研究了導(dǎo)向塊位置、槍鉆自重、 鉆削深度等因素對(duì)深孔槍鉆加工中孔軸線偏移的影響,為降低深孔加工孔軸線偏移量提供合理建議,提高船用柴油機(jī)機(jī)身深孔加工質(zhì)量。
1 、深孔槍鉆加工孔軸線偏移機(jī)理分析
1.1 槍鉆鉆削原理
槍鉆由帶有 V 形切削刃和切削液孔的鉆頭、鉆桿及鉆柄組成。 高壓切削液通過(guò)鉆桿和鉆頭中的小孔送至切削區(qū)域,冷卻、潤(rùn)滑、沖洗切削區(qū)后,使切屑與切削液順著 V 形槽排入油箱,工作原理[8]如圖 1 所示。

1.2 槍鉆受力分析
深孔加工刀具主要靠導(dǎo)向塊的自導(dǎo)作用維持切削過(guò)程的穩(wěn)定性,進(jìn)而完成孔加工,槍鉆加工過(guò)程中鉆頭的受力分析至關(guān)重要[9]。 槍鉆加工分為切入與正常切削兩個(gè)階段, 從槍鉆鉆尖到切削刃全部進(jìn)入工件屬于切入階段,其后即為正常切削階段,導(dǎo)向塊進(jìn)入工件起到導(dǎo)向作用,會(huì)引起扭矩和切削力的變化。
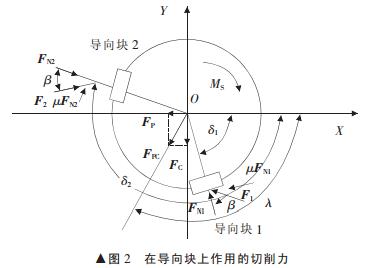
圖 2 是理想狀 態(tài)下槍鉆正 常 切 削 時(shí) 鉆 頭 受 力 簡(jiǎn)圖,所謂理想狀態(tài)是指:鉆頭上內(nèi)外刃所受到的切削分力與導(dǎo)向塊上所受到的力均作用在同一個(gè)平面上。 同時(shí)作如下簡(jiǎn)化:① 由于鉆頭自重、切削液等對(duì)鉆頭的受力影響較小,因此忽略不計(jì);② 將導(dǎo)向塊上受到的分力簡(jiǎn)化為集中力[10]。設(shè)導(dǎo)向塊 1 的位置角為 δ1,導(dǎo)向
塊 2 的位置角為 δ2, 導(dǎo)向塊 1、2 與被加工深孔間的摩擦角均為 β,徑向力 FP 與切削力 FC 的合力 FPC 的位置角為 λ。 導(dǎo)向塊 1 承受正壓力 FN1 和摩擦力 μFN1,導(dǎo)向塊 2 承受正壓力 FN2 和摩擦力 μFN2, 導(dǎo)向塊 1、2 承受的總作用力分別為 F1、F2,即:


1.3 影響深孔加工孔軸線偏移的因素
深孔加工孔軸線偏移是指被加工孔的實(shí)際軸線與理論軸線存在偏差, 理論軸線是深孔鉆床的主軸回轉(zhuǎn)中心。由于槍鉆加工在封閉環(huán)境下進(jìn)行,加工過(guò)程不穩(wěn)定,刀具走偏將直接影響被加工工件的直線度,甚至導(dǎo)致工件報(bào)廢。影響深孔加工孔軸線偏移的因素很多,典型影響因素如下。
1.3.1 導(dǎo)向塊的位置參數(shù)對(duì)孔軸線偏移的影響
導(dǎo)向塊一般分為兩塊:導(dǎo)向塊 I 為主導(dǎo)向塊,主要起承受切削力的作用;導(dǎo)向塊 2 為副導(dǎo)向快,主要決定孔的加工精度。 導(dǎo)向塊的不同位置角度分布將直接影響槍鉆在深孔加工中孔軸線的偏移。 合理配置導(dǎo)向塊的位置和形狀, 將對(duì)鉆頭在切削過(guò)程中的穩(wěn)定性起決定性的作用。
1.3.2 刀桿自重引起的彎曲對(duì)孔軸線偏移的影響
深孔切削過(guò)程中,由于刀桿細(xì)長(zhǎng),刀桿與被加工孔之間存在間隙, 很容易受到自身重力的影響而產(chǎn)生彎曲變形。有彎曲變形的刀桿在進(jìn)給力載荷作用下,將使孔加工直線度不可避免地受到影響, 并且隨著切深的增加,影響會(huì)加大。 因此,槍鉆的自身重力對(duì)深孔加工孔軸線偏移是有影響的[11]。
1.3.3 鉆削深度對(duì)孔軸線偏移的影響
槍鉆深孔鉆削過(guò)程中, 孔軸線的偏移隨著鉆削深度的變化而變化。槍鉆剛切入工件時(shí),受到導(dǎo)向套的支撐力與摩擦力, 可簡(jiǎn)化為簡(jiǎn)支梁模型, 孔軸線偏移較小。 隨著鉆削深度的增加,孔軸線偏移量也隨之改變。當(dāng)槍鉆全部切入工件時(shí),可簡(jiǎn)化為一端固定、一端自由的懸臂梁,孔軸線偏移量較大。 因此,鉆削深度也是影響孔軸線偏移的主要因素之一。
2 、深孔槍鉆加工孔軸線偏移工藝仿真與優(yōu)化
2.1 深孔槍鉆加工孔軸線偏移仿真方案設(shè)計(jì)
以船用柴油機(jī)機(jī)身復(fù)合螺栓油孔為研究對(duì)象,直徑 24 mm,深度 1 200 mm,采用數(shù)值分析方法,從導(dǎo)向塊位置、刀桿自重、鉆削深度三方面研究深孔槍鉆加工軸線偏移量控制工藝,具體的設(shè)計(jì)流程如圖 3 所示。

2.2 仿真模型構(gòu)建
圖 4 為槍鉆及其鉆頭模型, 導(dǎo)入 ANSYS 軟件,采用三維十節(jié)點(diǎn)四面體實(shí)體結(jié)構(gòu)單元?jiǎng)澐志W(wǎng)格, 既對(duì)曲面進(jìn)行很好的離散,又能提高分析的精度。定義材料屬性和邊界條件,使用整體硬質(zhì)合金槍鉆,彈性模量 E=640 GPa,泊松比 μ=0.21,材料 密度 ρ=14.7×103 kg/m3,設(shè)定 FC、FP 分別為 1 750 N 和 875 N。
2.3 仿真結(jié)果分析
2.3.1 導(dǎo)向塊位置
通過(guò)模擬槍鉆鉆削時(shí)導(dǎo)向塊的作用力,用 ANSYS軟件進(jìn)行計(jì)算,得出不同位置角下的偏移量。比較導(dǎo)向塊在不同位置角下槍鉆的孔軸線偏移量, 以孔軸線偏移最小為目標(biāo),得出最合理的導(dǎo)向塊位置角參數(shù),并建立三維模型。

表 1 不同導(dǎo)向塊位置角參數(shù)下的孔軸線偏移仿真結(jié)果對(duì)比

由表 1 可見(jiàn),導(dǎo)向塊位置角在 δ1=70°、δ2=180°的情況下,槍鉆孔軸線偏移量最小,為最佳的導(dǎo)向塊位置角參數(shù)。
2.3.2 刀桿自重
深孔加工中,加工刀桿細(xì)長(zhǎng)、剛性差是顯著特點(diǎn)。刀桿在自重的影響下容易產(chǎn)生橫向彎曲, 使被加工孔中心線產(chǎn)生有規(guī)律的偏移, 這將使被加工孔直線度不可避免地受到影響,并且隨著加工深度的增加,孔軸線偏移會(huì)加劇。通過(guò) ANSYS 仿真在有無(wú)重力的情況下孔軸線偏移,來(lái)分析重力對(duì)孔軸線偏移的影響,結(jié)果如圖6 和圖 7 所示。


從圖 6 中可以看出,不受自重影響的情況下,槍鉆孔軸線的總偏移量 DMX=0.013 807 mm。 從圖 7 中可以看出, 受自重影響的情況下, 槍鉆孔軸線的總偏移量DMX=0.013 810 mm。 對(duì)比仿真分析結(jié)果,槍鉆自身重力對(duì)深孔加工孔軸線的偏移影響甚微,可忽略不計(jì)。


2.3.3 鉆削深度
圖 8 為鉆削深度 600 mm 下的仿真結(jié)果圖。 切削深度對(duì)孔軸線偏移量有影響,通過(guò) ANSYS 仿真,計(jì)算出槍鉆鉆削深度依次為 200 mm、400 mm、600 mm、800mm、1 000 mm 和 1 200 mm 下的偏移量, 進(jìn)而觀察不同的鉆削深度對(duì)孔軸線偏移的影響。
槍鉆初鉆入時(shí),鉆頭與導(dǎo)向套直接接觸,導(dǎo)向套為鉆頭提供支撐力,槍鉆的孔軸線偏移量較小;鉆削過(guò)程中,隨著鉆削深度的增加,孔軸線偏移不斷增大;槍鉆完全鉆入時(shí),槍鉆的一端為固定端,另一端為自由端,可簡(jiǎn)化為懸臂梁,全鉆入下的孔軸線偏移顯著增大。 不同鉆削深度下仿真結(jié)果對(duì)比見(jiàn)表 2。
表 2 不同鉆削深度下孔軸線偏移仿真結(jié)果對(duì)比


圖9 為深孔鉆削孔軸線偏移量隨鉆削深度的變化曲線。鉆削初期,孔軸線偏移量隨鉆削深度的增加而線性變化,變化趨于平緩,孔軸線偏移量較小;當(dāng)鉆削深度達(dá)到 400 mm 以后,孔軸線偏移開(kāi)始加劇,偏移量不斷增大,但仍可以預(yù)測(cè)和控制,至此可視為正常偏移階段。當(dāng)鉆削深度超過(guò) 1 000 mm 時(shí),孔軸線偏移急劇增加,偏移量變得很難進(jìn)行預(yù)測(cè)和控制,此階段視為急劇偏移階段,應(yīng)避免。
3 、結(jié)束語(yǔ)
在深孔槍鉆 加工軸線偏 移機(jī)理分析基礎(chǔ)上, 利用 ANSYS 軟件進(jìn)行了深孔軸線偏移量控制工藝數(shù)值仿真, 包括鉆頭導(dǎo)向塊位置參數(shù)、刀桿自重、鉆削深度這三方面因素影響規(guī)律。導(dǎo)向塊位置參數(shù)對(duì)深孔軸線偏移量影響顯著,在保證鉆削穩(wěn)定性條件下, 導(dǎo)向塊最優(yōu)位置角組合為70°和 180°;刀桿自重對(duì)槍鉆深孔加工中孔軸線偏移影響較小,可以忽略不計(jì);深孔軸線偏移量隨鉆削深度增加而顯著增大,應(yīng)避免進(jìn)入急劇偏移階段。 因此,船用柴油機(jī)機(jī)身復(fù)合油孔槍鉆加工過(guò)程中需進(jìn)行導(dǎo)向塊位置角優(yōu)化和鉆削深孔控制,尤其是急劇偏移階段,需采用調(diào)整工件裝夾位置、附加支承等多種糾偏措施,控制深孔軸線偏移量。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別