
MX加工中心液足油路泄漏監控設計
2016-7-28 來源: 安微理工大學研究生 作者:陶高群
液壓油作為控制軌道移動、工件的裝夾以及刀具的加緊裝置動作的重要介質。為滿保液壓系統的穩定運行,保證MX加工中也、在化體生產線上的有效工作。對液壓系統的監控和預茗是非常關鍵的一項工作。下面就MX加工中也的回轉臺部分的液壓控制現狀進行分析。
1、液壓油路現狀分析
MX加工中也、回轉臺部分的液壓傳動主要用于工件的裝夾。現有的液壓監控主要針對夾具部分夾緊件的液圧油缸的位置監控。在夾具液壓缸動作時,采用易福口壓力傳感器對夾緊和松開時液壓壓力進行實時監控對比,來判斷缸體是否運動到位。如圖1所示。
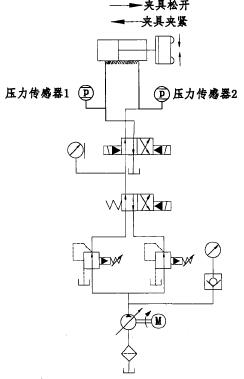
圖1夾具部分液廟系統圖
如夾具部分液壓系統圖所示,當機床進行夾緊動作時,1號電子壓力傳感器實時監控壓力值達到4Mpa時,CPU即認為夾具夾緊已經達到理想狀態。同理,當進行松開夾具動作時,2號電子壓力傳感器顯示的壓力值為1.8Mpa時,CPU就會認為機床己經夾具松開動作。
但此監控方案存在安全隱患。作為缸體生產線上一個重要工段,MX加工中心、在經過長期的生產運行之后,夾具卡爪液壓缸內密封裝置在復雜的工況條件下出現老化現象。磨損的密封件會使缸體在反復運動過程中吸入空氣,在妃體內形成彈性介質,使缸體出現未能達到預定的位置W及工作無力甚至不靈敏等故障。當液壓缸進行夾緊動作時,1號電子壓力傳感器的監控得到的壓力值已經到了預定4Mpa,但由于缸體卡滯、不靈敏未達到夾緊的預定效果,輕則影響加工精度,重則造成人身安全事故。
由于監控方案的缺陷,MX加工中屯、回轉臺分配器由于格蘭圈破損,當出現泄漏故障時,由于無法及時檢測報警,導致油品的大量的流失及浪費,因泄漏問題給MX加工中也的工作環境造成的污染,需花大量的人力物力對工作環境進行排污清理,給技改項目的推進增加不必要的工作量,嚴重影響了生產工作效率,因此,在原有的監控基礎上增加液壓體積流量的監控是非常重要的。這對車間生產現實需要、精益生產W及對公司未來實施全過程質量管理的戰略具有深遠的意義。
2、液壓油路流量監控方案設計
為防止上述的安全隱患發生W及彌補方案缺陷,MX加工中屯、回轉臺夾緊液壓系統的位置監控方式采用電子壓力傳感器^>1及流量計混合監控方案。如圖2所示,在對夾具的液壓缸進出口端進行壓力實時監控的同時進行流量實時監控。當液壓缸進行夾緊動作時,1號電子壓力傳感器的監控得到的壓力值已經到了預定4Mpa且通過一號流量計的流量介質總體積在預先設定范圍內時,CPU即認為夾具夾緊已經達到理想狀態。同理,當進行松開夾具動作時,2號電子壓力傳感器盈示的壓力值為1.8Mpa時且通過二號流量計的流量介質總體積在預先設定范圍內時,CPU就會認為機床已經夾具松開動作。
電子壓力傳感器W及流量計混合監控方案通過兩組信號來確保夾具姑體夾緊和松開動作的順利完成。此外在生產實際中,這種監控方案還能實現多個有益功能:1)、當夾具液壓系統W及回轉臺分配器出現微量漏油現象,機床便可發出預警信號并思示泄漏值;2)、現場操作人員可根據液壓缸行程的大小判斷毛巧鑄件的尺寸誤差大小,如誤差超過了設定范圍,機床可報答。
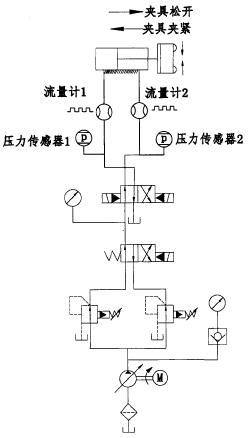
圖2改進后夾具部汾巧任系統圖
3、流量計的選型
3.1流呈計的簡介
流量計作為檢測流動介質體積流量的一種工具,其發展可追溯到公元前1000多年前,從古羅馬時期的孔板測試技術,到古埃及時期堪法測量再到我國秦昭王時期李冰父子的寶瓶口測水位法。無不顯示出勞動人民的力量。從原有的大型水利工程的應用演變成現代工業生產、能源建設等領域,發揮著巨大的經濟、社會效益。在現代工業當中,流量計主要用于氣、液兩體的流量測試。按照測量原理,流量計可分為如下幾大類:1)、為學原理;差動式、轉子式、直接質量式、皮托管式、容積式等等;2)、電學原理:電感式、電容式等;3)、聲學原理:超聲波市、沖擊波式等等;4)、光學原理:光電式、激光式等等心1。其中利用力學原理的流量計王裝便利、對工況的要求不高;而利用聲學原理的流量計雖然先進,成本高、對現場操作人員的要求較高;根據現場工況條件,本工藝組初步確定應用力學原理的流量計,而其中粗式、差壓式W及浮子式流量計不是因為測量精度偏低,就是因為自身結構無法適應現場耐壓要求,所1^^1均予^排除。
基于本次技術升級的工況要求,此流量計用于夾具液壓系統內流量的檢測,對測試精度要求嚴格且流量計結構本身能承受一定工作壓力。所W初步判斷容積式流量計相對比較符合工況要求。
容積式流量計作為高測量精度的一種流量計,其測量范圍廣泛、不受液體粘度影響、操作噪音小、輸出信號不受溫度影響。
通過參考車間其他進曰設備所用流量計的工作情況,最終決定采用采用凱恩姆ZHM系列齒輪流量計。
3.2、ZHM系列齒輪流量計的工作原理和結構
ZHM齒輪流量計是容積式流量計。如圖3ZHM流量計結構特征圖所示,結構與齒輪累相似,主要由內六角螺絲、上殼體、下殼體、齒輪與軸桿、電磁式傳感器、前置放大器W及0型密封圈所組成。隨著介質的流動,推動兩個互相咕合的巧輪轉動,且齒輪使巧低摩擦系數的軸承不能受任何外在條件的干涉。介質從齒輪和殼體之間的測量室流過。一對齒輪自由轉動,不需要供電。齒輪的轉速與瞬時流量成正比。齒輪流量計配備了信號拾取傳感器,不用接觸介質而透過外殼就可W精確檢測轉速。每單位體積的脈沖數是固定的,當計量齒輪每轉動一個齒時,傳感器接收并發出一個信號,代表著一個齒容積Vgz的液壓油的流出,另外帶內置傳感器的現場指示表頭VTM,還可W提供4到20mA模擬信號輸出。通過前置放大器將測量信號轉換為方波信號,最后經連接線發出同時可W計算體積流量。
在夾緊液壓系統每完成一個進退動作時,理想狀態下流進流出液壓缸的介質體積與流過流量計的體積是完全等同的。所W我們就可W通過一定的公式計算出液壓缸的精確位置,從而實現對缸體的實時精確監控。
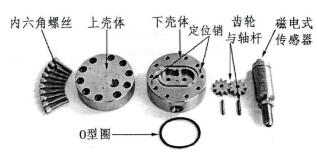
圖3ZHM流量計結構特征圖
3.3、ZHM齒輪流量計的脈沖信號檢測
上一節對凱恩姆的ZHM齒輪流量計的工作原理進行了闡述,通過對齒輪轉速的實時監控,通過公式計算出流量體積,然而對齒輪轉速監控的方式有很多,比如磁電式傳感器、光電式傳感器、電容式傳感器等。而凱恩姆的ZHM齒輪流量計采用是磁電式傳感器,其工作原理圖如圖4所示。
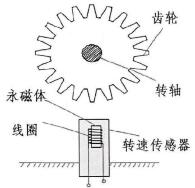
圖4磁電式傳感器工作原理示意圖
根據磁電式傳感器工作原理示意圖所示,磁電式傳感器由小鐵棒、線圈等部分組成。感應線圈會產生磁場,而磁場是由無數條有規律的磁力線組成的。當齒輪隨流動介質轉動時,輪齒會按一定的方向切割磁力線。從而對磁阻產生變化,相對應的感應線圈也會因此產生電動勢。而電動勢的大小與輪齒轉動的速度成正比,當輪齒轉動的速度越快時,相應的電磁傳感器輸出電壓也越大IW。
另外此種傳感器對工況的要求非常低,能夠在充滿油氣、水汽等復雜工況條件下正常工作。且結構紫湊、結實耐用。傳感器的測量范圍為化008 ̄65Z/mm,擁有如此大范圍測量能力的同時還能保證輸出信號強等特點。而且此種傳感器運行成本低廉,無需電為驅動,全程都是電磁感應來實現對輪齒轉動過程的實時監控。同時該傳感器標準化程度非常高,可與各式各樣的二次儀器搭配工作。
3.4、ZHM齒輪流量計的選型
根據之前對凱恩姆的ZHM齒輪流量計工作原理的介紹,可知其精度的控制完全是由每個輪齒咕合時的幾何齒積Vgz來決定的。流量計作為衡量工具,由于結構本身存在不可避免的間隙因素的影響,一部分流量通過間隙流出不被測量。因此對于其測出的毎一個數據來說,都包含了兩個方面:1)、測得值本身;2)流量計允許的誤差范圍。兩者缺一不可。通過查閱廣家資料可知,凱恩姆的ZHM系列流量計的誤差保持在<±0.1%范圍內。其精度特征如圖5所示;
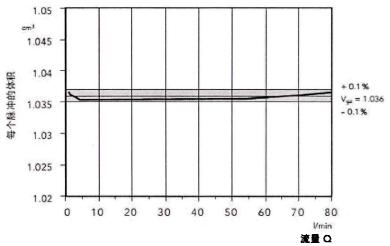
圖5ZHM齒輪流量計精度特征圖
由于MX加工中也液壓系統現采用美孚DTE25液壓油作為流動介質,其潤滑油粘度ISO等級為46,粘度指數(ASTMD2270)為98,密度(@15°C,ASTMD1298)為0.87化g/L,工作狀態下流動速度在0.4 ̄0.5L/min之間。因此,為滿足工況要求,在保證流量計監控精度的基礎性上,同時能確保壓降與流量兩者間擁有良好線性關系。下面通過對比ZHM系列齒輪流量計各型號的技術參數表來確定具體型號。如表2.1所示。
表1ZHM齒輪流量計技術參數
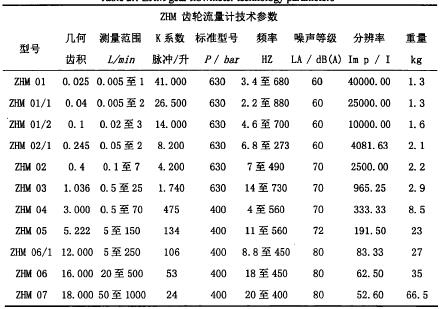
通過表1技術參數對比可知,型號為ZHM01、ZHM01八流量計的測試精度、分辨率都較高且測量范圍都滿足要求。再將兩者種型號所測介質粘度指數為100的工作狀態下的壓降-流量線性曲線進行對比,如圖6所示。
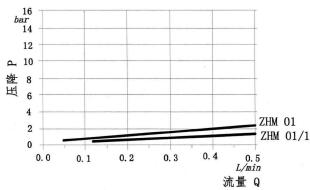
圖6ZHM01、ZHM〇yi流量計粘度系數為100狀態下壓降-流量線性圖
通過粘度系數為100狀態下壓降-流量線性對比可知,兩種型號在流量范圍為0.1 ̄0.5L/min的工作狀態下,ZHM01/1的壓降與流量線形曲線更為平緩,因此將ZHM01/1-ST-E-T齒輪流量計確定為最終型號。
4、信號處理電路的設計
ZHM01/1-ST-E ̄T齒輪流量計采用的磁電式傳感器。其在現場工作的過程中,受各種干擾源的影響對測試的精度、穩定程度均會產生干擾。因此對其所受主要的幾種干猶的特性進行分析。進一步明確信號處理思路,并且對信號處理電路進行設計。
4. 1干擾因素分祈
在磁電式傳感器工作時,感應線圈會產生磁場,而磁場是由無數條有規律的磁力線組成的。當齒輪隨流動介質轉動時,輪齒會按一定的方向切割磁力線。從而對磁阻產生變化,相對應的感應線圈也會因此產生電動勢。而電動勢的大小與輪齒轉動的速度成正比,當輪齒轉動的速度越快時,相應的電磁傳感器輸出電壓也越大。但現實狀況并不僅如此,電極所獲得的電壓并不完全由電動勢獲得,其中也涵蓋了多種干擾因素。干化一般分為微分、同相、共模、竄模、電化學W及工頻干擾等等。
在上述的干猶中,竄模干擾是因為流量計的工作周圍存在交變磁場,面對這樣的問題,我們可采用較高質量的雙絞線及接地等措施來有效抑制類似狀況的出現。對于一個剛使用的流量計而言,電化學干擾的干擾能力相對來說極其微弱,暫且不需考慮。其中,同相干擾作為微分干擾次生產品,兩者對電磁流量計的干擾起到了關鍵作用,另外,在缸體半自動化生產線的現場的各種各樣工頻信號對流量計的工頻干擾不可忽略。所W,對上訴的四種干擾信號建立消除機制對流量計測量精度的提高有很大的積極意義。
4. 2總體設計方案
因為磁電式流量計輸出信號極其微弱,電壓一般在1毫伏一下,在加上強大的內阻,必須選用高輸入阻抗的放大器,來抑制干擾因素增益信號11。該電路分為兩個部分,前半部分包括前置放大電路和模擬開關(消除微分擾動因素)。后半部分包括低商通濾波器W及二級放大電路。同時為了克服同相與共模干擾,在這里我們也引入了電平提升電路。因為傳感器的信號為正負交替,在這里引入精密全波整流電路來適應控制器的電壓范圍PLW。本系統總體設計方案如下圖3.7所示。

圖7流董監控總體方案設計
4.3信號采集電路
為放大傳感器傳回的信號,抑制低、高頻干猶,w及消除微分干擾所帶來的尖刺。本工藝小組借鑒其他橫向工藝改造項目的經驗,最終確定的信號采集電路如圖8所示。
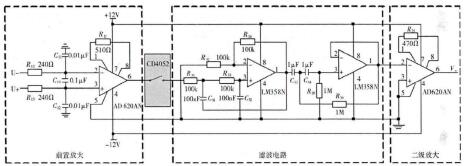
圖8信號采集電路
如信號采集電路所示,前置放大與二級放大兩部分電路均采用AD620AN巧片。兩者是分別通過Rii和民21兩個外設電阻來設置增益,最大可達到1000,且提供8引腳DIP和SOIC封裝,功耗低,峰峰值噪聲在10HzW下且擁有出色的直流性能巧級巧日交流特性。模擬開關是為了消除微分干擾所帶來的尖刺,其工作原理為,當尖刺來臨時斷開開關,直到尖刺過去為止。因為后面的濾波電路有電容裝置,短暫性的斷開模擬開關也不會造成任何影響。濾波電路分為高通和低通兩個部分,低通截止20Hz左右頻率,高通截止IHz左右頻率。兩者組成的濾波電路對低頻、高頻干擾有不錯的消除作用。
經過信號處理過的信號波形圖如圖9所示。


(a) (b)

(c)
圖9經各階段信號處理過后的波形
通過對經各階段信號處理過后的波形觀察發現,因共模干擾因素的影響,波形圖在圍繞零線或上或下飄逸,針對這樣的問題,應該加電平提升電路取消共模干擾,使其上下對稱。如圖10所示。
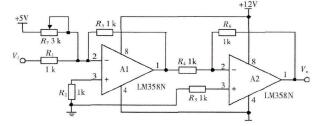
圖10電平提升電路
因為ZHM01/1-ST-E-T齒輪流量計的勵磁方式的制約,磁電式傳感器信號為正負交替式的矩形波狀,而控制單元的模擬量輸入端電壓一般在5V左右,為正電壓有效,所W將會出現采集信號失真的問題,這將會極大影響模數轉換的結果。因此在電平提升電路的后面再添加精密全波整流電路,將信號在零下tU下的部分取絕對值(將其轉換為直流型號)I這樣就能滿足控制單元模擬量輸入端的電壓要求。如圖11所示。

圖11精密全波整流電路
而經過上述兩個電路處理后的信號波形如圖12所示。
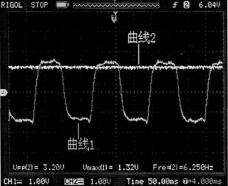
圖12由電平提升電路與精密全玻整流電路處理后的波形圖
根據升平和整流電路處理后波形圖所示,圖中曲線1為經電平提升電路處理,已消除共模干擾因素,波形也基本相對于零線上下對稱。圖中曲線2為絕對值處理后的波形圖,已經基本可看做是一條直線(將交流信號轉換為直流信號),便于之后的控制單元對其進行數模信號的處理。
4.4狀態監測電路
由于ZHM01/1-ST-E-T齒輪流量計側得信號為模擬量信號,需用A/D轉換器轉換成數字量,再累加器的數字量輸入端口。因現場PLC硬件設各中有閑置的模擬量輸入模塊,為節省成本,提高原有設各的利用率,簡化線路安裝的人工成本,決定再將進累加工作完成后的信號進行D/A轉換后輸入PLC模擬量輸入端口,進行信號的實時監控,如超過理想范圍將報警。
根據上述要求,現進行A/D轉換器的工作要求的分析與選型。因磁電式傳感裝置的測量精度保持在^范圍內,故A/D轉換器的精度選取范圍在±〇,〇5%即可,相應的二進制碼包含符號位的情況下為1112位。另外,模巧量信號經過精密全波蓉流電路的處理屬于直流信號變化的非常緩慢,可不選用采用保持器。由于信號電壓控制在3.2V左右,選取的A/D轉換器電壓范圍在2.5?5V之間。J翻閱廠家資料選定型號為AD7888的A/D轉換器。圖13為其引腳圖。
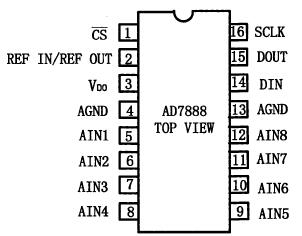
圖13AD7888引腳圖
AD7888屬于8通道、12位的AD轉換器。其功耗低、速率快,電壓在2.7V?5.25V之間。正常工作下功耗為2/?r,省電模式下為3//W。包含有AIN1 ̄AIN8單端模擬輸入通道,轉換滿功率信號將達到3MHz。且片內具有A/D轉換器的電壓基準源(管腳REFIN/REFOUT,基準值2.5V)。
由計算可得夾紫液壓系統在正常工作時單位時間流量值不高于8.4cm%,且ZHM01/1流量計的幾何巧積0.04cm3,可算得液壓缸在正常工作的狀態下每秒鐘輪齒轉動的最高頻率值為210。因此在進行累加器設計時,它的單位時間內的計數一定要比齒輪的最高頻率值要高。此外在累積器完成后所輸出的信號是數字量信號,考慮到現場PLC硬件設備中有閑置的模巧量輸入模塊,為節省成本,提高原有設備的利用率,且簡化數字量模塊在設計過程中線路編排所耗費大量的時間和人工成本,本工藝組決定在累加器后面在加D/A轉換電路。又因為PLC所需為電壓信號,所W決定在將D/A轉換器所處理完成的信號經過運算放大器轉換成電壓信號,再運用高低電平周期性變化矩形波信號對累加器進行計數控制。
下面將累加器、D/A轉換電路、運放電路W及高低電平周期性變化矩形波信號控制電路組成最終的信號處理電路圖,如圖14所示。
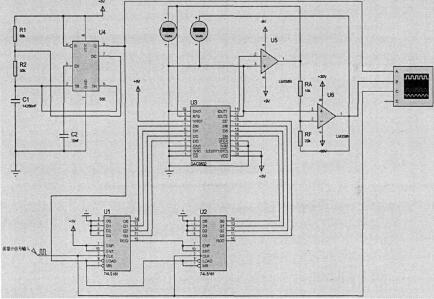
圖14信號處理電路圖
如信號處理電路圖顯示,累加器部分由兩個74LS161芯片搭建八位二進制的加法計數器(最大值255),W此來滿足即可滿足比齒輪的最高頻率值210要高的要求
累加器的工作過程為低位片U1的化K端口接收經采集信號電路處理過的數字量信號,當MR、LOAD、ENPIU及ENT均為1時,只要CLJC端口受一次上升沿作用,計數器就自動加1。直到低位片U1的計數的Q0、Q1、Q21U及Q3端均為1,且使能端ENT、進位輸出端RCO都通高電平時溢出。高位片U2使能端ENP接通U1的RCO的高電平的時候開始計數。當U2計入一個脈沖的同時U1的Q0、Q1、Q2、Q3W及進位端RCO均從1變為0。U2計入一個脈沖,同時U1進位信號RCO也變為0,直至下一次U1進位信號端再次為1時,此時的累加器已經達到了最大計數值255。
此外在累積器完成后所輸出的信號是數字量信號,考慮到現場PLC硬件設備中有閑置的模擬量輸入模塊,為節省成本,提高原有設備的利用率,且簡化數字量模塊在巧計過程中線路編排所耗費大量的時間和人工成本,本工藝組決定在累加器后面在加D/A轉換電路。
數模轉換器的型號為DAC0832l3s]。其工作原理正如信號處理電路圖上反映的,作為8位梯形電阻式D/A轉換器,其輸入端DI0至M7依次接入累加器低位片U1、高位片U2的Q0至Q3端進行數模轉換。又因為PLC所需為電壓信號,所tU決定在將D/A轉換器所處理完成的信號經過運算放大器轉換成電壓信號且為防止信號失真在進行放大功能。此處本工藝組決定使用兩次反相輸入的接法,不僅可將電流信號轉變成電壓信號,而且可通過兩次的比例放大W防信號失真。此過程中,當D/A轉換器的DI0至DI7輸入端口開始接收信號后,此時巧京^(鎖存器開關)與東跨(寄存器開關)兩個端口同時為低電平,總片內部處于導通狀態,接收的信號可快速的轉化成模擬量信號。IOUT2與兩個LM358N芯片的同相輸入端一起接地,IOUT1與第一個LM358N芯片反相輸入端相連接。將電流信號經過反相運算轉換為電壓信號。DA模塊中的VREF端(基準電壓)、第一個LM358N芯片輸出端與第二個LM358N芯片的反相輸入端相連,RF與RA—起確保信號放大兩倍。且RF與RA的阻值足夠精確時,就能確保比例運算精度與穩定程度。
最后在進行控制信號發生器電路設計時,巧妙利用累加器低電位芯片(U1)的清零端口低電位有效原則,運用555定時器、R1(5(UQ)、R2(50紀0、C1(14286nF)及C2(lOnF)組成的周期為1.5s多諧振蕩電路對MR端口進行控制,確保清零端曰通電Is后有0.5s處于失電狀態口6-381。通過觀測累加器單位時間內累加數值來確定輪齒的轉動頻率,因此便可計算出通過管路的流量體積。
4.5PLC程序編制
根據上文信號處理思路可知,經過信號采集電路1^>1及信號處理電路電壓模擬量信號從PLC的模擬量輸入端口輸入,在PLC編程中可直接將這些數據引入程序中fw-W。在對流量體積進行實時監控和預警的系統中,硬件配置如表3.2所示。
表2流量監控系統梗件配置表
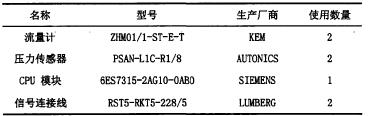
由于流1:計所選型號為ZHM01/1-ST-E-T,其齒輪齒積Kp為0.04CW3,同時査閱MX加工中也生產參數得知,其液壓系統夾緊裝置的液壓缸在正常工作狀態下的流量范圍為6.67 ̄7.5cw,/,,但在實際生產中因密封件老化、液壓缸體磨損導致的油道出現間隙、壓力受到損失等不可逆因素影響,考慮到這些因素影響現按照原有流量范圍最大值的1%作為誤差取值范圍,計算液壓缸工作時工作流量不大于7.6cm,A時,且壓力傳感器1的值在裝夾時達到可認定油路狀態正常且裝夾到位。相反,若流量值超過7.6c?Y,或者壓力傳感器1的值為達到,則視為液壓油路泄漏或者裝夾未到位。現將流量值等于7.6cm3/s與^^。等于^04c/?3代入式(3-1)中可求得:
PLC控制程序的梯形圖如圖15所示。
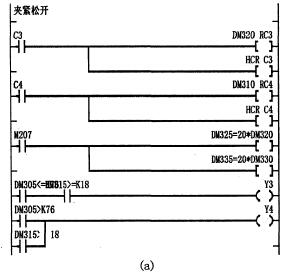
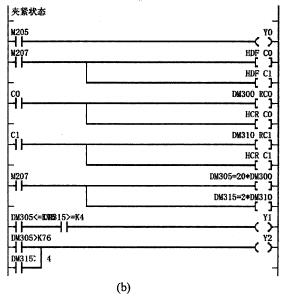
圖15PLC控制程序圖
(a)央緊狀態;化)夾緊松開
5、本章小結
通過W上工作,實現了對夾緊裝置液壓系統的硬件和軟件兩方面的升級。通過液壓油路現狀的分析,找到了監控方案的缺陷,并提出電子壓力傳感器化及流量計混合監控的方案。彌補了對夾具動作監控不足同時,還増加對液壓系統W及回轉臺分配器出現漏油現象的報警功能。同時根據生產實際,對信號干擾因素進行分析,并針對性設計出信號采集電路和信號處理電路。為防止信號失真,保證測量精度作出重要貢獻。最后進行PLC程序的編制對夾緊裝置液壓油路內流量值和壓力值進行實時監控,一旦超過正常流量值范圍或未能達到預定壓力則會第一時間發出報警信號,W提醒操作人員對設備問題進行排查。能夠做到第一時間發現問題解決問題,大大降低了停臺率,提升了生產效率,避免了不必要人力物力的浪費。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多本專題新聞
名企推薦







專題點擊前十
| 更多

