
1 插齒加工原理及直齒圓柱內齒輪加工
特點研究
1 . 1 插齒加工原理
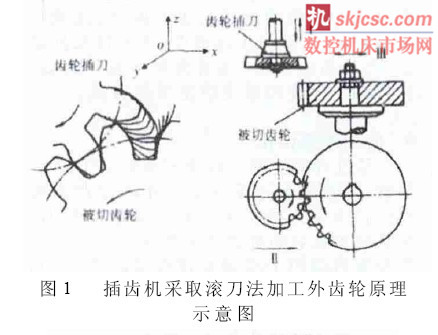
內齒輪加工原理與外齒輪加工原理基本一致, 本文通過插齒機加工外齒輪原理對插齒加工原理進行分析。如(圖1),為插齒機采取滾刀法加工外齒輪原理示意圖:
在插齒機加工齒輪過程中, 齒輪插刀與被切齒輪工件之間的運動類似于一對嚙合傳動齒輪,在進行插齒作業時,齒輪插刀則會沿著上圖中Z 軸方向即工件軸向進行直線往復運動, 通過直線往復運動進行工件切割, 切出齒寬;在轉動過程中, 插齒刀與被切工件齒輪進行無間隙嚙合運動,完成一圈嚙合運動后,插齒刀按照上圖中X軸方向作一次徑向進給, 循環操作并完后所有齒輪加工。
1 . 2 直齒圓柱內齒輪加工特點研究
內齒輪相對一般齒輪, 其加工空間十分有限, 空間限制為內齒輪加工帶來了較大難度, 不利于加工磨削, 采取精插削工藝,可以有效提高內齒輪加工精度。應用插削進行工件加工, 其加工精度一般控制在IT6-IT8范圍內,表面粗糙度可以控制在Ra0.63-2.5范圍內;直齒圓柱內齒輪加工要求齒輪齒形其誤差較小,齒面精度較高;在進行直齒圓柱內齒輪加工過程中, 存在著空程問題,生產效率較低;插齒機與插齒。
刀剛度偏低, 容易對直齒圓柱內齒輪加工質量及精度造成較大影響。
為保證直齒圓柱內齒輪加工速整體質量,應進一步提高插齒刀制造精度,保證插齒刀安裝精度, 降低加工過程中圓周進給量,為提高插齒機與插齒刀強度及其剛度,應充分保證夾緊工件安裝牢固性及正確性。實現內齒輪加工質量的關鍵,還應合理控制加工過程中刀具徑向進給量與軸向進給速度。本文重點對直齒圓柱內齒輪加工插齒刀穩定進給條件進行研究。
2 直齒圓柱內齒輪加工刀具受力狀況分析
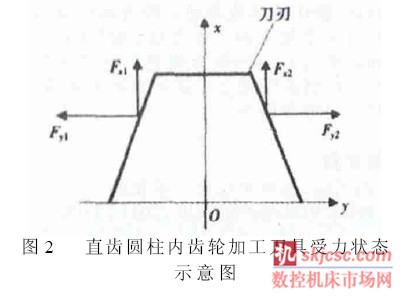
直齒圓柱內齒輪在進行切削加工的過程中,當插齒刀切削所產生的合力在x、y、z三個軸向中所存在的分力Fx、Fy、Fz,其分力對z 軸向中的主進給運動影響最小時其切削過程較為穩定,在這種狀態下所切削出的齒輪質量最為優良。(圖2)為直齒圓柱內齒輪加工刀具受力狀態示意圖:
插齒刀切削合力中分力Fz屬于z 軸方向主切削力, F z 切削力占全部切削力的80%-90%,屬于插齒機床零件設計、插齒刀具計算、插齒機床功率確定等基本性依據。Fz切削力直接作用于切削齒輪工件,在切削運動中切出齒輪齒形, 在切削過程中為保持切削平衡, 由插齒機床工作平臺提供支撐反力。然而在內齒輪切削過程中,進行金屬切削所需要的切削力是不斷變化的,插齒刀隨著z軸方向逐漸下移,在這個過程中,切削金屬抗力降低,金屬切削所需要的切削力則逐漸發生了變化, 這種變化過程導致內齒輪加工過程的不穩定。此外,隨著切削沿x軸方向切削深度的加大,其切削面積也出現一定變化,同樣為齒輪加工穩定性造成影響。為穩定插齒刀切削進給,應合理控制徑向進給量與z軸方向進給速度。
插齒刀切削合力中分力Fx屬于x 軸方向中的切削力,Fx切削分力占全部切削力的3%-5%,屬于工件撓度計算、插齒刀具加工、插齒機床強度設計的重要依據。Fx切削分力配合Fz主切削分力進行齒輪加工,在保證徑向切削深度中發揮著重要作用。Fx切削分力主要是由插齒機刀架抗力及刀桿抗力實現加工合力平衡。插齒刀切削合力中分力Fy屬于y軸方向中的切削力,屬于進給功率計算、齒輪機床進給機構設計的重要依據,Fy切削分力平衡主要是由是機床夾具來實現。
通過綜合研究獲得, 研究切削力作用下進給穩定條件,實質上是進行插齒刀沿z軸方向切削進給量的穩定條件以及沿x軸方向切深進給穩定條件的研究。
3 直齒圓柱內齒輪加工穩定進給條件研究
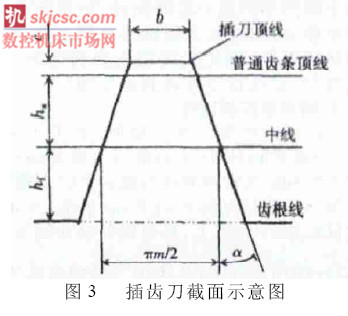
為保證被切工件全齒高切削質量, 要求插齒刀全齒高在尺寸上較之加工工件較大,插齒刀截面示意圖如下:
根據( 圖3) 可以獲知, 插齒刀全齒高h=ha+hf+c,則插齒刀齒頂寬度b為:
![]()
其中h代表全齒高,ha代表插齒刀齒頂高度,hf代表插齒刀齒根高度,c代表被加工齒輪頂隙,c*代表頂隙系數,m代表插齒刀模數,a代表壓力角,b代表齒頂寬度,ha*代表齒頂高系數。
為實現切削進給穩定, 要求每一齒被切削面積保持一致,切削力Fz相等,保持切削進給平穩性,最終完成所有齒形加工。在內齒輪加工過程中,插刀刀桿沿z軸方向進行垂直切削進給時,承受著徑向反力Fx作用,容易出現插刀刀桿變形問題,對齒輪加工精度及質量造成影響,為此,應提高刀桿強度與刀桿剛度,避免出現變形問題,實現齒輪加工質量。通過滿足切削進給穩定條件,實現直齒圓柱齒輪加工質量。
4 結語
內齒輪傳動因其傳動比較大, 承載能力強,可以實現負荷變速傳動,在機械設備加工與制造中應用十分廣泛。為保證內齒輪加工質量,多采取插削加工法。本文在研究插齒加工原理及直齒圓柱內齒輪加工特點基礎上, 對直齒圓柱內齒輪加工刀具受力狀況與刀具切削進給穩定條件進行研究。在進行直齒圓柱內齒輪切削加工過程中,滿足其切削進給穩定條件,提高對內齒輪加工精度及表面質量的控制, 有效提高齒輪傳動平穩性、準確性與傳動承載能力,實現齒輪加工與應用的綜合效益。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








