
螺旋錐齒輪因其具有結構緊湊、傳動平穩,承載能力大等特點而被廣泛應用于航空、汽車,機床等各個領域。但由于螺旋錐齒輪齒形復雜,制造工藝繁瑣,加工精度很難滿足要求。在工程實際中采用的近似齒形法加工出來的齒輪存在原理性誤差,不能獲得理想的球面漸開線齒形,因此缺乏互換性、傳動精度差,不具備瞬時傳動比恒定等性能要求。針對這一問題,本文設計了一種新型的齒輪切削加工機床,采用一種新的切削理論與加工方法,有效地解決了近似齒形加工法存在的問題。
1 機床總體設計
1.1 機床主要技術參數
設計過程中,在保證機床良好工作性能、合理結構及經濟性的前提下,充分考慮了被加工零件的形狀、尺寸等問題對機床作了詳細的分析,并確定機床的主要技術規格和參數。
1.2 主軸結構設計
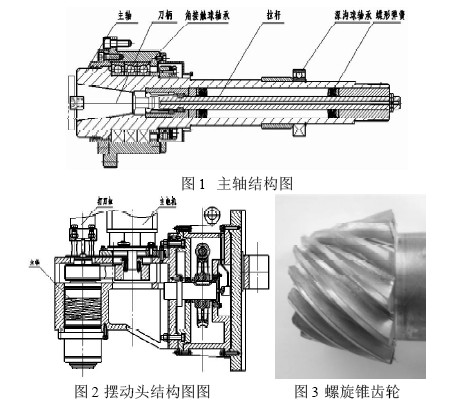
主軸是機床最主要的部件之一,其工作性能直接影響著零件質量和機床效率。因此主軸應具有良好的回轉精度、較高的承載能力以及優越的抗振性。根據機床結構以及使用要求選取皮帶式主軸結構,并考慮到主軸速度和結構剛度,采用主軸前端固定,后端浮動的支承方式,如圖1所示。
1.3 擺動頭結構設計
機床通過手動實現分度,擺頭可以在±120°范圍內自由擺動,擺動頭的結構如圖2所示。
1.4.1 導軌選取
機床導軌的質量優劣直接影響著機床的使用壽命和零件的加工精度。所以要求導軌具有導向精度高、摩擦阻力小,耐磨性好等特點。根據實際應用情況,本機床選擇滾動導軌。
1.4.2 滾珠絲杠的設計
根據機床工作條件以及絲杠相關參數的計算方法,求出各軸所選滾珠絲杠的規格參數。
1.5 機床的特點
(1)加工精度高。各驅動軸的運動都采用閉環控制,從而提高了控制精度,減少了機床部件本身的加工誤差對齒輪精度的影響。
(2)進給系統響應時間短,速度快。進給系統采用滾柱直線型導軌,絲杠與伺服進給電機采用聯軸器直聯,縮短了響應時間,最大移動速度可達40mm/s。
(3)適用范圍大。通過對機床數控轉臺的不同組合,以及對主軸箱角度調整變換,該機床可以加工出大、小模數不同的螺旋錐齒輪,如果更換特殊刀具,還可以加工出特殊用途的齒輪。比如格利森制齒輪、準雙曲線齒輪等。
2 機床有限元分析
2.1 建立三維模型
利用Solidworks軟件繪制機床各部分模型,并按連接關系組建機床的三維模型。
2.2 有限元分析
首先進行網格劃分,為符合整機結構特點,有限元各單元采用殼單元。然后對整機分別進行一階、二階、三階、四階和五階模態分析。模態分析結果表明,所設計的機床結構合理,安全系數較大,強度能夠滿足在復雜工況下的加工要求。圖3為該機床所加工的螺旋錐齒輪,符合技術要求。
3 結語
本文通過對螺旋錐齒輪加工機床的研究,設計了一種新型的數控機床,以克服傳統機床存在的問題。
(1)優化了機床結構,合理布局,在滿足其工作要求的前提下,降低了成本,提高了工作效率。
(2)進給系統采用閉環控制,減小了誤差,提高了機床的加工精度。
(3)通過對虛擬樣機的仿真分析,表明本機品精度高,滿足使用要求,具有一定的實用價值。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








