
引言
曲軸類零件作為發(fā)動(dòng)機(jī)的關(guān)鍵零部件,對(duì)發(fā)動(dòng)機(jī)整機(jī)性能有十分關(guān)鍵的影響,根據(jù)設(shè)計(jì)要求,除滿足較高的制造精度外,其表面質(zhì)量、清潔度也很重要,可大幅度提高曲軸的使用性能和壽命,降低市場(chǎng)咬瓦、斷軸等故障的發(fā)生。目前,對(duì)于曲軸( 包括進(jìn)口曲軸及國內(nèi)引進(jìn)先進(jìn)加工設(shè)備的高檔生產(chǎn)線) 的表面光整問題,沒有一種高效全面的加工方法,這是當(dāng)前實(shí)際生產(chǎn)中的技術(shù)難題。國內(nèi)外大中型曲軸主要光整工藝,仍是采用砂帶拋光和手工打磨等形式,受工藝手段限制,其加工質(zhì)量、效率和成本均不理想。
本文以某廠滾磨工藝在實(shí)際生產(chǎn)中的應(yīng)用實(shí)例,著重就滾磨加工原理、不同滾磨工藝的特點(diǎn)及適用零件、磨料、工作介質(zhì)( 磨液) 、工藝參數(shù)優(yōu)化等進(jìn)行闡述,并通過實(shí)際曲軸滾磨工藝實(shí)施前后的對(duì)比,詳細(xì)的論述了滾磨的相關(guān)工藝要點(diǎn)。
1 曲軸滾磨光整工作機(jī)理及特點(diǎn)
滾磨光整加工技術(shù)應(yīng)用于發(fā)動(dòng)機(jī)曲軸,可以使其表面質(zhì)量、清潔度、防銹性能等大幅度提高,其主要工作原理是: 由顆粒狀磨料和多功能磨液以及水組成磨具,磨具在料箱中做復(fù)雜的自由運(yùn)動(dòng),將工件沉沒于磨具之中旋轉(zhuǎn)運(yùn)動(dòng),工件與磨具以一定的相對(duì)速度和作用力發(fā)生摩擦、擠壓、刻劃和微量切削,以達(dá)到表面質(zhì)量的提高。尤其對(duì)曲軸而言,由于結(jié)構(gòu)復(fù)雜人工去除毛刺困難,幾乎無法通過常規(guī)工藝手段得到比較完美的外觀質(zhì)量,而滾磨光整技術(shù)卻可以十分有效的解決此問題。
滾磨光整加工技術(shù)的具體效果和主要特點(diǎn)包括:
a. 能較全面地去除毛刺、圓化尖角銳邊。
b. 能去除手工無法去除( 如曲軸線板部位、鍛造結(jié)構(gòu)R 部位) 的銹蝕、氧化層和改善缺陷,使表面光亮奪目柔和。
c. 能有效提高曲軸清潔度、顆粒度,工藝過程相對(duì)穩(wěn)定。
d. 細(xì)化表面組織,提高軸頸表面殘余壓應(yīng)力的數(shù)值。
e. 改善裝配性,提高可靠性和使用壽命,降低市場(chǎng)咬瓦、斷軸等故障率。
2.滾磨加工的幾種典型形式及特點(diǎn)
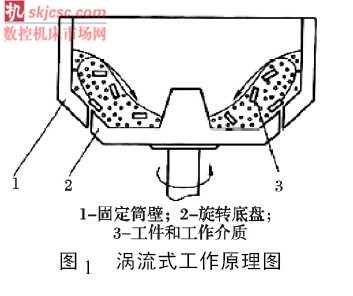
a. 渦流式。加工前將磨料裝入滾筒內(nèi),加工中將工件和工作介質(zhì)( 磨液) 加入滾筒,在旋轉(zhuǎn)底盤的帶動(dòng)下,滾筒中的工件和工作介質(zhì)在離心力的作用下,延筒壁爬高,當(dāng)達(dá)到一定高度時(shí)下落到滾筒中間底部,這一過程重復(fù)發(fā)生,使工件和工作介質(zhì)產(chǎn)生螺旋狀的渦流運(yùn)動(dòng),從而在工件被加工表面與磨料件產(chǎn)生相對(duì)運(yùn)動(dòng),工件被均勻地拋光、倒角、去毛刺。從該工藝的特點(diǎn)分析,比較適合小件的光整加工,對(duì)大件如曲軸不適合。圖1 是渦流式滾磨機(jī)工作原理圖。
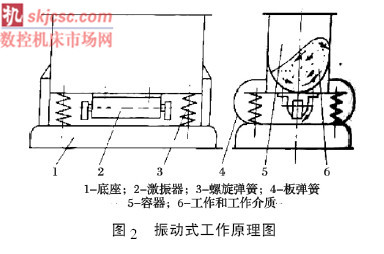
b. 振動(dòng)式。主要靠容器在特定的頻率和振幅下
振動(dòng)時(shí),工件和磨料件產(chǎn)生碰撞、滾壓和微量磨削,從而達(dá)到拋光的目的。振動(dòng)式主要應(yīng)用于中小件的光整加工,加工質(zhì)量好、加工效率高,但因振動(dòng)產(chǎn)生的噪音比較大,因振動(dòng)沖擊對(duì)曲軸主要幾何尺寸如跳動(dòng)、中心距等造成破壞,因此,該工藝對(duì)曲軸不適用。圖2 是振動(dòng)式滾磨機(jī)工作原理圖。
c. 離心式。是將工件、磨料和工作介質(zhì)按一定比例加入密閉滾筒中,滾筒作行星運(yùn)動(dòng),在慣性力的作用下,工作介質(zhì)產(chǎn)生強(qiáng)制流動(dòng),使磨料與被加工表面產(chǎn)生滾壓、微量磨削,實(shí)現(xiàn)拋光。主要應(yīng)用于中小件另外工件在光整過程中有較大的沖擊力,因此不適用于曲軸光整加工。
d. 主軸式。是將工件安裝在工作主軸上,加工時(shí)放置在有磨料和工作介質(zhì)的容器中,加工時(shí)主軸作旋轉(zhuǎn),容器也作旋轉(zhuǎn)或上下往復(fù)運(yùn)動(dòng),使磨料與被加工件表面產(chǎn)生碰撞、滾壓、和微量磨削,實(shí)現(xiàn)拋光、去毛刺和倒楞。主軸旋轉(zhuǎn)時(shí)可作公轉(zhuǎn)、擺動(dòng)和往復(fù)運(yùn)動(dòng),使?jié)L磨效果更好,此工藝工件獨(dú)立安裝定位,在光整加工過程中沖擊力小,適合于曲軸的光整加工。
3 磨粒的種類及特點(diǎn)
a. 磨粒的種類
磨粒按工作原理分兩大種類,一類是剛玉磨料,這類磨料通過工件與磨料的相對(duì)運(yùn)動(dòng),直接參與切削,因此,磨料的性能與砂輪接近,一般采用棕剛玉、白剛玉,材料價(jià)格低、磨粒鋒利、硬度低,有利于在低速的條件下更有效的去除銳邊、毛刺,同時(shí)又不傷害到淬硬的軸頸表面。另一類是尼龍球或塑料球,其本身并不參與切削,而是借助于黏附于其表面的磨液中的磨料和其他化學(xué)物品對(duì)曲軸進(jìn)行光整。
b. 磨粒的硬度
對(duì)于剛玉類磨削球來說,一般采用硬度比較低的棕剛玉、白剛玉,因其可有效減少對(duì)已經(jīng)精加工的軸頸表面的破壞,而對(duì)于實(shí)際起到磨料載體的尼龍球或塑料球來說,其本身的硬度并不重要,而只是起到一個(gè)載體的作用,依靠自身的重量提供足夠的摩擦、切削力。
c. 磨料的形狀
要解決曲軸各部位圓角部分是光整加工的目標(biāo)之一,因此選擇磨塊的形狀和尺寸大小也是很重要的,先后試驗(yàn)過球形、正菱形、小圓柱體等多種形狀,最后選用了一種Φ3 mm 小球體的形狀,效果較好。
4 磨液的種類和特點(diǎn)
a. 四氯化碳類磨液。
這類磨液具有比較鋒利的磨削效果,顆粒比較細(xì)也比較均勻,因此,光整后能夠得到比較好的表面粗糙度。同時(shí),由于四氯化碳具有表面鈍化作用,在曲軸表面能夠形成保護(hù)氧化層,對(duì)提高曲軸的表面外觀質(zhì)量、以及提高曲軸的防銹性能起到良好的作用,但其本身帶有毒副作用,因此對(duì)環(huán)境及操作者均帶來傷害,目前已逐步淘汰。
b. 滾磨光整專用磨液,該磨液考慮光整加工中需要達(dá)到的各方面因素,因此,在切削性能保持不變的情況下,能有效提高光整加工的效率,提高工作節(jié)拍,達(dá)到更為理想的光整效果,同時(shí),對(duì)環(huán)境及操作人員的傷害降低到最小。
5 曲軸滾磨光整案例
考慮到曲軸本身剛性不足,工件加工尺寸又較大,在拋光過程中不能破壞跳動(dòng)、中心距、軸頸尺寸,同時(shí)考慮到曲軸在加工過程對(duì)于沿軸線方向的加工均勻性,本方案采用了立式行星曲軸滾磨工藝,每次安裝2 支曲軸同時(shí)滾磨光整。采用立式行星曲軸滾磨設(shè)備,還便于集中布置在生產(chǎn)線中。
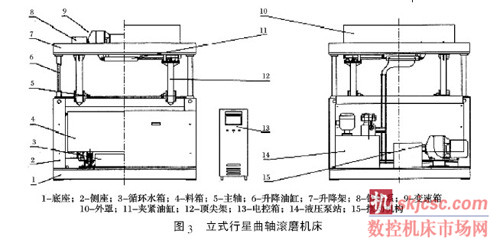
5.2 設(shè)備結(jié)構(gòu)及工作原理
立式曲軸滾磨機(jī)床見圖3,曲軸水平放置裝夾在主軸和頂尖間,由升降機(jī)構(gòu)帶動(dòng),插入料箱磨料中,主軸帶動(dòng)工件旋轉(zhuǎn)。而料箱帶動(dòng)磨料、磨液( 水溶液) 作線性往復(fù)運(yùn)動(dòng),從而使磨料與工件表面產(chǎn)生擠壓、磨擦等,實(shí)現(xiàn)對(duì)工件的微切削高效加工,并通過回轉(zhuǎn)和往復(fù)運(yùn)動(dòng)不同的速度組合,使曲軸不同部位的不同形狀均獲得均勻的光整,以獲得曲軸整體表面最佳的光整效果。
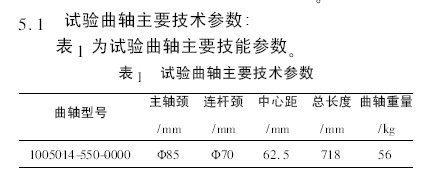
5.3 技術(shù)規(guī)格
滾磨設(shè)備技術(shù)規(guī)格見表2。

5.4 相關(guān)工藝參數(shù)
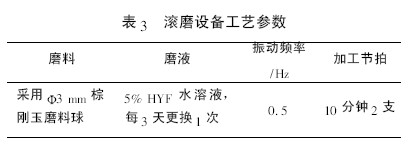
滾磨設(shè)備相關(guān)工藝參數(shù)見表3。
5.5 滾磨光整工藝效果
a. 曲軸外面毛刺、銳邊情況
降低了軸頸表面粗糙度,能夠穩(wěn)定達(dá)到![]() 0.15~0.25μm( 圖紙要求
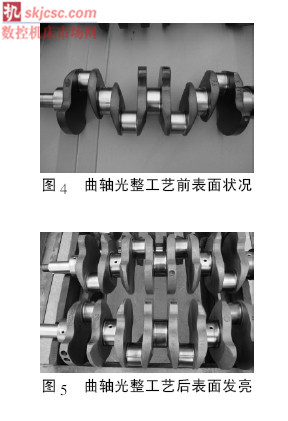
0.15~0.25μm( 圖紙要求![]() 0.32μm) ,曲軸外觀所有棱邊光滑無毛刺,同時(shí)由于非加工面滾磨后有鈍化作用,因此,與未進(jìn)行整體拋光曲軸有明顯的改善,外觀明顯光亮順滑,見圖4,圖5。
0.32μm) ,曲軸外觀所有棱邊光滑無毛刺,同時(shí)由于非加工面滾磨后有鈍化作用,因此,與未進(jìn)行整體拋光曲軸有明顯的改善,外觀明顯光亮順滑,見圖4,圖5。
b. 清潔度情況
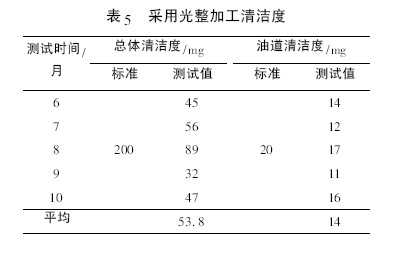
未采取光整工藝時(shí)清潔度不穩(wěn)定,采用光整工藝后,曲軸整體清潔度已達(dá)到要求,并從連續(xù)跟蹤的情況分析,十分穩(wěn)定,見表4、表5。
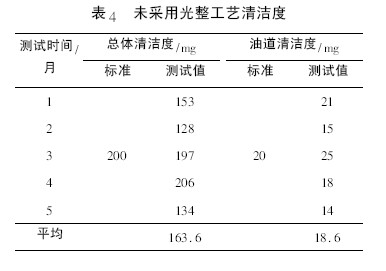
根據(jù)上表,采用光整工藝后總體清潔度降低67.1%,油道清潔度降低24.7%。
c. 曲軸銹蝕情況
加工后采取整體拋光工藝,使曲軸表面光滑、表面鈍化,延長了曲軸的防銹期。為確定曲軸滾磨后提高防銹性能的效果,在2010年的6月10日(6,7,8 月正是雨季,空氣比較潮濕) 做了曲軸裸放試驗(yàn),共挑選4 根噴丸效果最佳的550 曲軸廢品( 經(jīng)過滾磨加工和未經(jīng)過滾磨加工各2 支) ,然后將曲軸架起來放在通風(fēng)良好、不會(huì)被雨淋的環(huán)境里,定期去觀察,結(jié)果如下:
a. 未經(jīng)光整加工的2 根曲軸分別在7月6日、7月7日( 分別為第26天、第27天) 開始在軸頸上出現(xiàn)銹點(diǎn),非加工面也開始出現(xiàn)銹跡。
b. 經(jīng)光整加工的曲軸在7月14日、7月16日( 分別為34 天、36 天) 開始在非加工面上有銹蝕現(xiàn)象。
曲軸防銹性能提高量計(jì)算:
( 34-26)÷26×100% = 30.8%
( 36-27)÷27×100% = 33.3%
由此可以得出結(jié)論: 經(jīng)過整體拋光的曲軸防銹性能可以提高約30%。
6 結(jié)束語
曲軸滾磨光整加工工藝,是提高曲軸表面質(zhì)量、清潔度及防銹性能的有效途徑,該工藝已比較成熟,具有投資成本低、材料消耗少、加工效率高及光整效果明顯的特點(diǎn),值得在曲軸加工中推廣。在該工藝的使用過程中,根據(jù)需要光整的曲軸產(chǎn)品系列,要選擇合適的光整設(shè)備、磨料、磨液,并根據(jù)自身曲軸的特點(diǎn),通過不斷試驗(yàn),優(yōu)化光整工藝各環(huán)節(jié)參數(shù),來取得最好的效果。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








