
桿類零件表面電化學機械復合光整加工的研究
2014-3-13 來源: 作者:山東理工大學機械工程學院 張海云, 侯
引言
在桿類機械零件中, 例如液壓件的閥桿、活塞桿、抽油機的抽油桿, 除要求尺寸精度較高外, 主要要求具有較光潔的表面質量和非常低的表面粗糙度,這類零件的加工方法現(xiàn)有超精磨削、珩磨或研磨、砂帶磨削、機械拋光和電拋光等。但實踐證明, 利用以上加工方法所獲得的產品的壽命是發(fā)達國家的同類產品的1/2。通過分析發(fā)現(xiàn), 超精磨削可提高零件的尺寸精度、形狀精度、降低表面粗糙度, 但加工成本高, 生產效率低, 表面易于出現(xiàn)燒傷。研磨加工生產效率更低, 不能滿足大批量生產的要求, 砂帶磨削、機械拋光和電拋光等工藝方法, 在降低零件表面粗糙度的同時, 都會不同程度地降低零件的原有尺寸和形狀精度。針對上述問題, 作者利用電化學復合光整方法, 進行實驗研究, 并取得較好的效果。
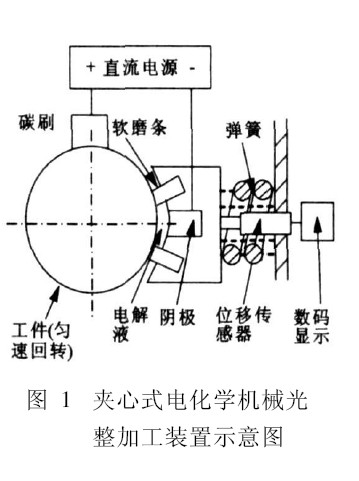
1.電化學機械復合光整加工基本原理電化學機械光整加工是電化學和機械珩磨雙重作用的復合加工形式, 其加工的基本原 是以電化學溶解為基礎, 利用機械珩磨的作用刮除工件表面鈍化膜而去除金屬, 它與普通機械珩磨之間最明顯的區(qū)別是增加了直流電解系統(tǒng)。在加工過程中, 工件接電源的陽極并繞軸線回轉, 工件一側設有陰極, 陰極與工件之間保持一定的間隙約0.1~1mm, 其間通以適當?shù)碾娊庖? 機械珩磨工具頭上的磨條以一定的壓力與工件相接觸。當接通直流電源后, 在一定的電流密度下, 工件表面發(fā)生陽極溶解并逐漸形成鈍化膜, 鈍化膜阻礙了電化學溶解的進一步進行, 機械珩磨就起到了刮除氧化膜的作用。與電解加工所不同的是, 表面氧化膜的去除不是靠活性離子或強力沖刷, 而是通過專門設計的機械工具的刮除作用實現(xiàn)的, 進而實現(xiàn)有選擇性地去除金屬的目的, 如圖1 所示。
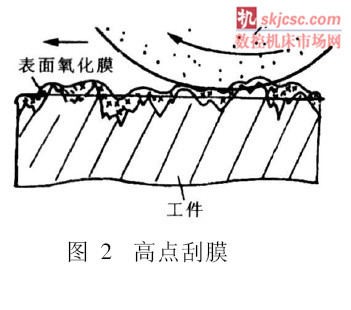
由于工件的原始狀態(tài)是由機械加工完成的, 所以其表面上留有切削加工造成的尖峰狀突起的凹谷, 當工件與工具接通電源以后, 使微觀電場分布成非均勻性, 尖端處電場最強, 又由于尖端處與工件的距離最近, 所以更加劇了電場分布的不均勻性, 這使得尖端處電流密度較大, 根據(jù)電解加工理論, 電解過程中溶解速度與電流密度成正比, 所以尖端處電化學反應速度較快, 金屬溶解速度也較快。在凹谷處, 電化學反應速度則相對較慢, 所以溶解也就相對較慢, 這就使得在工件的整個表面上, 溶解速度呈現(xiàn)出不均勻性,尖端處的氧化膜很快被機械復合珩磨工具頭(以下簡稱工具頭) 刮除, 高點處從而露出新的金屬表面繼續(xù)受到電化學溶解-成膜-刮除的作用, 使得該部位的材料被不斷地去除, 而表面的微觀低點或凹陷部位則由于電解溶解的緩慢和氧化膜不能被及時刮除而受到保護, 或者說只能以低得多的速度被去除加工, 這一過程的連續(xù)進行, 使得工件的表面得以整平, 如圖2所示。
2 光整加工設備的設計
加工設備主要由機床、直流電源、工作液循環(huán)系統(tǒng)和計算機控制系統(tǒng)等4部分組成。為降低成本, 增加實用性, 機床由CM6140車床進行數(shù)控改造而成, 進給運動改由計算機控制,反應式步進電機驅動, 并以帶有測力裝置和數(shù)顯表的電化學機械復合工具頭取代小刀架, 將原主軸改造為帶有集流裝置、與床身絕緣隔離的復式主軸。所有對加工穩(wěn)定性有較大影響的工藝參數(shù)均得到有效監(jiān)控,主軸正反轉、液體泵、直流電源的啟動和停止, 以及整個加工過程中的工具頭運動、轉向等均由計算機控制, 工作效率高, 操作簡便, 整個加工過程實現(xiàn)自動化。
2.1 設備改進
設備由一臺精密CM6140 *1 500車床改進而成, 這樣可以最大限度地利用通用設備, 工件具有較高的回轉運動精度, 導軌與主軸軸線具有較小的平行度誤差, 制造成本低, 以電化學機械復合工具頭取代原機床刀架。
(1) 電化學機械光整工具頭
電化學機械光整工具頭是實現(xiàn)桿件光整加工的關鍵部件, 要求其工作可靠, 結構緊湊, 便于操作, 操作者可以直視加工區(qū)域。夾心式電化學機械復合工具頭工作原理如圖1所示。
夾心式電化學機械光整工具 取代小刀架, 安裝于小拖板上, 可隨小拖板前后運動, 也可與小拖板一起隨大溜板左右運動, 它可同時完成電化學作用和機械珩磨作用。工作中, 繞軸線回轉的工件接直流電源正極, 復合工具頭上的陰極與直流電源負極相接,通電后, 兩者之間形成一電化學反應區(qū), 調節(jié)直流電源輸出電壓可以控制陰極工作表面的平均電流密度,進而控制電化學反應速度。陰極用黃銅制造, 上面開有電解液噴孔, 陰極與工件之間留有一定間隙, 通過電解液噴孔將鈍性電解液噴入加工區(qū), 從加工區(qū)出來的電解液流入水槽, 經(jīng)沉淀過濾后, 循環(huán)使用。陰極上下兩邊是鑲有用于機械珩磨的軟磨條, 軟磨條硬度、磨粒粒度等則根據(jù)具體的加工要求確定, 在彈簧力的作用下, 軟磨條以適當?shù)膲毫涸诠ぜ砻嫔?由彈性元件、位移傳感器、數(shù)顯表等組成的測力系統(tǒng)對珩磨作用力進行在線監(jiān)測。
夾心式電化學機械光整工具頭中采用的是軟珩磨條, 它由高溫氧化鋁(Al?O?) 或碳化硅(SiC) 磨料使用陶瓷結合劑經(jīng)高溫燒結而成, 由于其結合劑成分比較特殊, 磨條硬度較低, 使其略帶彈性, 易于使磨條與工件接觸均勻, 吸振性能好, 另外, 結合劑的黏度較低, 磨粒易于脫落, 磨條自銳性能好。
( 2) 復式主軸
加工過程中, 車床主軸上的撥盤帶動工件做勻速回轉運動, 通過集流裝置使工件與直流電源正極相連, 為避免工作過程中整機帶電, 以自行研制的復式主軸取代原機床主軸, 實現(xiàn)了帶電工件與床身的絕緣隔離。
( 3) 步進電機驅動
由于整個加工過程由多次走刀組成, 加工中工具頭需多次換向。為操作簡便, 提高加工效率, 將進給運動改為步進電機驅動, 以便于計算機控制。綜合考慮性能與價格的關系后, 決定采用帶有齒輪減速器的反應式步進電機, 減速器輸出軸與絲杠間采用聯(lián)軸器連接。
2.2 直流電源
直流電源的作用是為電化學反應提供電能, 目前一般采用硅整流設備, 因為性能非常可靠安全。考慮到工件材質不同和電化學工作液不同, 所需的工作電壓也不同, 電源輸出電壓設定在0~ 24V范圍內連續(xù)可調。考慮到工件批量或大批量生產, 為保證直流電源能夠長時間、高負荷連續(xù)運行, 采取了循環(huán)水連續(xù)冷卻方式。
2.3 工作液及循環(huán)系統(tǒng)
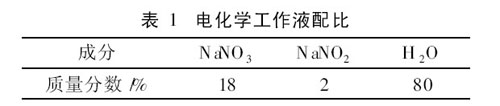
電化學工作液成分、質量、份數(shù)決定了電化學溶解速度及鈍化膜的厚度、強度、形成速度等, 為保證只有工件表面微觀高點處的金屬發(fā)生電化學溶解, 微觀低點處的金屬受到鈍化膜保護, 在陽極電化學溶解的同時, 必須快速形成鈍化膜。經(jīng)大量的實驗研究,確定電化學工作液采用以NaNO3 為主、添加少量致鈍劑的鈍性工作液, 獲得了令人滿意的加工質量和加工效率, 同時也防止了工作液對于加工設備的腐蝕。應用于45#優(yōu)質碳素結構鋼的電化學工作液配比關系如表1所示
工作液循環(huán)系統(tǒng)由耐蝕泵、節(jié)流元件、水槽、防濺罩等組成。耐蝕泵提供電化學工作液循環(huán)動力, 其額定流量和揚程根據(jù)工具頭尺寸而定。節(jié)流元件用于調節(jié)工作液壓力、流量, 以滿足不同情況的需要。水槽由沉淀槽和儲存槽兩部分組成, 兩槽互通, 中間用過濾網(wǎng)隔開, 由加工區(qū)域流回的工作液首先流入沉淀槽, FE(OH)3在此沉淀分離, 工作液流入儲存槽, 供循環(huán)使用。防濺罩用在加工區(qū)域, 防止工作液因工件旋轉而四處飛濺。
2.4 計算機控制系統(tǒng)
主軸正反轉, 液體泵、直流電源的啟動和停止,以及整個加工過程中的工具頭運動速度、位置、轉向等均由計算機統(tǒng)一控制, 作者選用了南京江南機床數(shù)控工程公司生產的JN-15T 型控制系統(tǒng), 該系統(tǒng)控制功能全面, 擁有兩路用于步進電機的脈沖輸出, 用于電動刀架的T 收信功能(本裝置不用) , 以及用于各類電器啟停的開關量輸出。JN-15T 型控制系統(tǒng)自身帶有功率放大器, 可以直接驅動步進電機, 但開關量輸出僅為24V 直流脈沖信號, 需要通過繼電器、交流接觸器等完成各類電器的控制, 使整個加工過程實現(xiàn)了自動化加工。
3. 實驗結果與分析
作者運用電化學機械光整加工設備對用45#鋼制成的活塞桿進行了光整加工, 利用英國產TALYSURF-6 型輪廓儀對其表面微觀幾何形貌進行了詳細檢測, 并對檢測結果進行了深入的分析研究。
3.1 活塞桿實驗檢測條件。
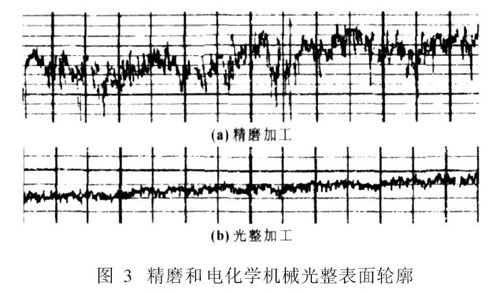
工件材質為 優(yōu)質碳素結構鋼, 加工電流密度為5A / CM2, 陽極與陰極間的間距為0.8mm, 珩磨條粒度為W14, 原始表面為精磨加工表面。表面粗糙度截取長度l= 0.25, 評定長度為5l。表面波紋度截取長度l= 2.5, 評定長度為5l。精磨表面和電化學機械光整加工表面輪廓5如圖3所示, 水平方向放大倍數(shù)為100, 鉛錘方向放大倍數(shù)為3 000。全部垂直于加工痕跡方向測量。


4 結論
夾心式電化學機械光整加工裝置結構緊湊, 易于操作。加工過程中, 可以通過選定磨粒粒度和珩磨壓力對機械珩磨力度進行調節(jié), 控制表面輪廓高度分布。采用復式主軸, 實現(xiàn)了帶正電的工件與機床的可靠絕緣, 電解液流量充足、可調, 可迅速帶走電化學產物, 加速電化學反應, 這一切均使得加工過程的可控性和可調性增加, 提高了加工效率。電化學機械光整加工可以大幅度消除表面低周期波動, 使表面輪廓高度分布范圍縮小, 表面輪廓高度特性參數(shù)大幅度降低, 當機械珩磨使用粒度為W3的精密軟磨條時, 可以得到 的超精表面。表面輪廓波動平均間距減小, 波紋細密性提高, 光整表面高度分布呈負偏態(tài)、尖峰分布, 而非Gauss分布, 對耐磨性、精度保持性有利。電化學機械光整表面的波紋度遠小于精磨表面, 并且前者與后者的波紋度參數(shù)之比, 小于對應的粗糙度參數(shù)之比。
的超精表面。表面輪廓波動平均間距減小, 波紋細密性提高, 光整表面高度分布呈負偏態(tài)、尖峰分布, 而非Gauss分布, 對耐磨性、精度保持性有利。電化學機械光整表面的波紋度遠小于精磨表面, 并且前者與后者的波紋度參數(shù)之比, 小于對應的粗糙度參數(shù)之比。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多本專題新聞
名企推薦







專題點擊前十
| 更多

