
摘要:風電定子齒壓板大而薄,加工中極易變形。文中對其加工工藝進行了研究探討,采用了合理的加工工藝,并在工件翻身、壓緊方式、銑槽順序、清根處理等方面進行改進,保證了產品質量,滿足了生產要求。
關鍵詞:定子齒壓板; 工藝研究; 變形
1 引言
伴隨風電市場的競爭日益激烈, 風電產品中各部件的加工工藝直接關系到產品的質量和競爭優勢。哈電生產的風力發電機試驗機組結構與以往常規水輪發電機結構大不相同, 其中定子齒壓板不同于水輪發電機的分瓣壓板與壓指通過胎具固定后焊接結構, 為保證壓指平面度的齒壓板,風電的定子齒壓板設計為整圓結構,即壓板與壓指合為一體, 通過加工來保證壓板和壓指的平面度及壓指的間距。由于齒壓板厚度僅為25mm,壓指加工量大,加工過程中工件極易產生變形,加工難度非常大。為了完善并優化此形式的定子齒壓板的加工方法, 必須通過加工工藝研究,掌握風電定子齒壓板加工新工藝,以便在今后加工此類結構齒壓板的過程中, 能有效防止加工變形,保證壓指等部位的平面度等形位公差,確保裝配后定子鐵芯的緊量及波浪度等滿足要求, 為下一步制造此類風電機組作好技術儲備。
2 可行性工藝方法研究
定子齒壓板加工后厚度為25mm,外圓為準2110mm,內圓為準1904mm, 徑向寬度僅為103mm, 徑向槽深為65mm,軛部連接僅為38mm。齒壓板共有156 個壓指,每個壓指寬度僅為8mm,加工量非常大,工件單薄,加工過程中的變形極難控制。采用合理的加工工藝有效防止工件加工中的變形,保證產品質量是此次工藝研究的目標。
齒壓板進行車序加工時,因來料厚度為50mm,加工后要求為25mm,為消除應力減少變形,采取了多次翻身粗車的加工方法, 每次加工量不超過3mm 就要進行翻身,由于工件為薄環狀件,為避免吊車吊運翻身造成局部受力過大變形的情況發生, 每次翻身都是由操作者人工翻身及轉運。車削加工時找正后沒有采用夾緊的方式,而是采用壓緊的方式固定,也是為了有效防止齒壓板變形。
半精車時厚度方向留有3mm 余量。此時進行銑削加工齒壓板槽, 在數控龍門銑床平臺上,找正后在內圓壓緊,銑削加工外圓定位筋配合槽。加工合格后,將壓緊工具移至外圓側,壓緊。銑槽時為了防止變形,采取了如下措施:
(1)銑槽時,從上平面開始銑槽,軸向深度25mm,車序時留了3mm 余量,即銑槽后壓板厚度方向仍有3mm 在壓指之間保持連接, 在銑削時增加壓指強度

(2) 銑槽過程中不采用順序加工,采用隔槽加工的方式,盡量減小銑削時對槽尺寸的影響。
(3)根部圖紙要求R5,采用準10 的鉆頭先鉆出孔后,采用準20 的銑刀加工31mm 寬槽, 銑削后在R5 處存在兩種刀具加工的接刀,利用準10 銑刀進行清根處理。
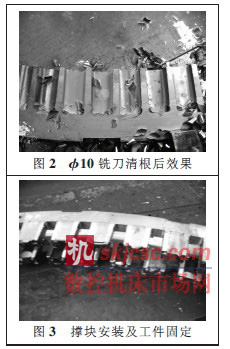
加工合格后,利用已提制的匹配槽寬的撐塊, 撐塊厚度略小于25mm, 安裝于壓板槽內, 隔一個槽安裝一個, 在內圓側點焊固定, 防止在車序加工平面時出現倒齒現象。
由于需要加工上平面銑槽后連接著的3mm 厚度留量,車削加工時,無法夾壓,利用車胎, 找正后點焊于車胎上進行車削。
車序后檢查結果平面度小于0.10mm,好于預期目標。滿足圖紙及安裝需要。
3 結論
定子齒壓板是定子鐵芯中用以壓緊及固定鐵芯的關鍵部件,而風電定子鐵芯結構中沒有穿心螺桿,定子臥放時沖片易松動,其齒壓板起到尤為關鍵的作用,其加工質量關系到定子鐵芯的緊量, 進而影響到機組運行的穩定性。因此在機械加工中對齒壓板的變形進行了嚴格控制。
在整個加工工藝過程中,由于受工件外形尺寸的影響,遇到了許多技術難題,結合現有生產設備實際條件,不斷地完善工藝工序,改進加工技術,保證了工件的加工質量。經過實踐證明,本次工藝研究取得了明顯的成功,達到了預定的目標。通過本工藝科研研究,掌握了風力發電機中結構單薄的定子齒壓板的加工技術。
伴隨國家綜合國力的不斷提升, 清潔新能源的發展將是今后能源發展策略的重中之重, 今后風力發電機的市場前景比較廣闊,通過該類產品的生產工藝研究,做好工藝技術儲備、積累加工經驗,為將來制造此類風電機組的批量生產打好堅實的技術基礎。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








