
通過對高精度零件加工中研磨及刮研工藝過程的分析,探討了該方法加工中誤差減小的機理( 即利用相互聯(lián)系表面在作相對運動時微刃的微量切削,使零件表面的幾何形狀精度逐漸提高,隨著精度的提高和表面粗糙度值的減小,其切削作用也逐漸減小,從而能達(dá)到很高的加工精度)。在分析車削對刀法的基礎(chǔ)上給出了圓分度誤差的封閉性原理,并推演了圓分度誤差封閉性的數(shù)學(xué)關(guān)系式,即任何圓分度在一整圈內(nèi)累積誤差之和恒等于零。據(jù)此得出了圓分度誤差真值的計算方法,該方法可用于實際加工誤差的控制和補償,達(dá)到高精度分度加工的目的。以上方法的實質(zhì)都是通過誤差平均來減小誤差,在機床等高精度產(chǎn)品的零件加工中有重要作用。
在加工幾何精度很高的零件時,如果單靠提高加工工具的精度來保證,那么這些工具的精度將更高,成本將很大,甚至根本無法達(dá)到要求。而機械加工的基本要求是優(yōu)質(zhì)、高效、低成本,因此,單靠提高工具精度的方法并不符合工藝原則,實際上也是不可取。在缺乏高精度機床的情況下,如何制造出精密零件,如被稱為 “原始平面”的精密平板的平面度達(dá)到幾個微米,這樣高的精度很難在一臺機床上直接加工達(dá)到,其加工原理值得探究。筆者在生產(chǎn)實踐的基礎(chǔ)上,結(jié)合工藝學(xué)知識對其進行了分析和探討,利用了誤差平均法來完成高精度零件的加工。
1 誤差平均法原理
在生產(chǎn)中,當(dāng)加工工具精度不高時,可通過工具與工件相對的刮研運動來達(dá)到高精度加工的要求。這種加工方法是利用了研磨過程中研具和工件作相對運動時的微量切削。研磨之初,研具與工件表面是高點接觸,在一定壓力下,實際接觸面積遠(yuǎn)遠(yuǎn)小于名義接觸面積,因此單位面積上的壓力很大,零件表面磨削快。隨著工件高點的逐漸磨平,配研面積擴大,單位面積上的壓力減小,高低不平度逐漸減小,幾何形狀精度逐步提高。由于研磨工具硬度較高,磨損慢,始終保持著較為鋒利的微刃,具有一定的切削能力。研磨表面間相對研擦和磨損的過程,實質(zhì)上就是工件表面幾何誤差不斷地減少的過程,在工藝上稱之為誤差平均法[ 1 - 2 ]。
誤差平均法的實質(zhì)是: 利用有密切聯(lián)系表面的相互比較、檢查,從對比中找出差距,然后相互糾正( 如對研) ,或是互為基準(zhǔn)進行加工。這種密切聯(lián)系表面的研磨分為3 種: 1 ) 是配偶件表面的研磨,如孔和軸研具、精密標(biāo)準(zhǔn)絲杠與螺母研具,機床導(dǎo)軌的上、下表面等; 2 ) 成套件表面的研磨,如三塊式原始平板、直尺; 3 ) 工件本身相互有牽連表面的研磨,例如,分度盤的各個等分槽。下面按配偶件表面的研磨、刮研和分度盤加工中誤差平均為例,探討在精密測量和加工中誤差平均法的具體應(yīng)用技巧。
2 配偶件表面的研磨
機械產(chǎn)品中常見的配偶件有內(nèi)孔與外圓、絲杠與螺母、機床導(dǎo)軌副等。在研磨和刮研的過程中,雖然使用的工具不同,但這些配偶件誤差減小的機理基本相同,研具與工件互為偶件。

2. 1 外圓研磨
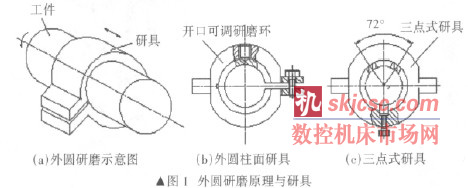
研磨是最早出現(xiàn)的一種光整加工方法,圖1 為外圓研磨原理圖。研磨套作為研具與軸偶合,研磨套在一定壓力下相對工件移動,工件緩慢地轉(zhuǎn)動,研磨套與工件之間的磨料微粒被帶動對工件起切削作用。由于研磨過程的復(fù)雜性,磨粒在工件表面上浮動,可分別起到機械的、物理的和化學(xué)的綜合作用。
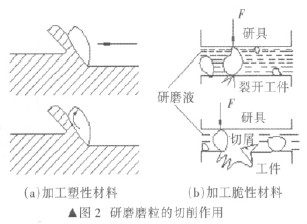
1) 機械切削作用: 是磨粒在壓力作用下滾動、刮擦和擠壓,切下細(xì)微的金屬層。如圖2 ( a ) 和圖2 ( b) 所示,分別為加工塑性和脆性材料的情況。
2) 物理作用: 磨粒與工件接觸點的局部壓強非常大,產(chǎn)生瞬時高溫、擠壓等作用,這些作用有助于形成平滑而粗糙度值較小的表面。
3) 化學(xué)作用: 研磨液中加入的硬脂酸或油酸與工件表面的氧化物薄膜產(chǎn)生化學(xué)作用,使被研磨表面軟化,提高了研磨效果。
研具作為工件成形的“模型”,把自身的幾何形狀復(fù)制給工件,同時它也是涂敷或鑲嵌研磨劑磨料的載體,應(yīng)具有良好的嵌砂性能。
研磨的特點: 研磨是在低速、低壓下進行,故研磨過程中工件的塑性變形小、產(chǎn)生的切削熱少,表面變形層薄,且運動復(fù)雜,可獲得較小的表面粗糙度值; 研磨可改善零件表面形狀精度與尺寸精度,但一般不能減小表面位置誤差,因此位置精度需在前道工序中予以保證。研磨方法簡單、可靠、靈活,可采用手工研磨,也可用機械研磨; 既可用于金屬,也可用于非金屬材料的加工。手工研磨時要有正確的方法,適當(dāng)控制研磨壓力的大小; 機械研磨時對設(shè)備精度要求不高,勞動強度小; 研磨適用范圍廣。
2. 2 內(nèi)孔研磨
內(nèi)孔研磨與外圓研磨的原理相同,研具是外圓表面上開槽的研磨棒,可存放研磨劑。研具分為粗研具、精研具及可調(diào)研具。如圖3 ( a ) 所示,為粗研具,研磨棒的直徑可用螺釘調(diào)節(jié); 圖3 ( b) 為精研具,用低碳鋼制成,用于精度較高的加工; 圖3 ( c ) 為可調(diào)研具,可用左端螺母調(diào)整內(nèi)錐套的脹縮量以改變研具直徑。這種研磨加工的特點是研磨精度可達(dá)到IT6 級、粗糙度值Ra為0. 16 ~ 0. 01 μm; 孔的位置精度同樣須由前道工序來保證; 生產(chǎn)率低,研磨余量約為0. 025 mm,并且研磨前要經(jīng)過磨削、精鉸或精鏜等,以減少研磨余量。絲杠與螺母副的研磨主要用于精密絲杠- 螺母副的制造中,這與外圓和內(nèi)孔研磨類似,只須做出與之相應(yīng)的配偶研具,并且按螺旋運動實現(xiàn)對研。
2. 3 導(dǎo)軌面的刮研
機床導(dǎo)軌面加工的工藝路線為: 鑄造→粗刨→半精刨→精刨→中頻淬火→導(dǎo)軌磨削。由于床身導(dǎo)軌長,加工量大,精度要求高,采用專用導(dǎo)軌磨床設(shè)備加工比較合適。但對于機床尾座、床鞍及刀架縱、橫向滑板等的可動件導(dǎo)軌面,由于與主軸有等高度要求,所以必須在裝配時采用修配刮研來達(dá)到裝配精度要求,這在裝配工藝上稱為修配裝配法。一般選擇可動件導(dǎo)軌面來刮研比較經(jīng)濟。可動件導(dǎo)軌面的工藝過程為: 零件加工→動導(dǎo)軌面涂色→裝配→研磨→測量→拆卸→刮研→再裝配→再研磨→再測量→再刮研→直至達(dá)到要求。在上述工序中,研磨是為了找到高點,便于確定刮研位置; 測量是對高度尺寸的測量,根據(jù)測量尺寸來確定刮研量的大小。在最后測量中如果達(dá)到要求,即為最終尺寸,否則還要再刮研,重復(fù)上述過程直到滿足要求為止。
刮研一般采用手工方法,按研磨出的亮點用刮刀進行刮削加工。其優(yōu)點是: 1) 降低了裝配尺寸鏈中相關(guān)組成件的加工精度和成本; 2) 增加了導(dǎo)軌面的接觸率; 3) 容易達(dá)到裝配精度。缺點: 工序較麻煩,勞動強度較大。
3 分度盤加工中的誤差均分
3. 1 圓分度誤差的封閉性原理
在車床上車削環(huán)形工件時,要求刀尖調(diào)整到與工件中心等高的水平面內(nèi)以獲得合理的刀具幾何角度,但準(zhǔn)確對刀困難。通常可將車刀大致安裝到一個差不多合適的高度后,在工件端面涂上白色涂料,然后讓工件靜止不動,使刀架帶動刀具作橫向運動并使刀尖在工件端面上畫出線1—2, 如圖4( a) ; 再把工件逆時針轉(zhuǎn)過約半圈,并令1 點對準(zhǔn)刀尖,隨后搖回刀架并使刀尖在工件端面又畫出另一條線1—3,如圖4( b)。如果先后畫出的兩條線1—2 與1—3 重合,則刀尖正好安裝到理想的高度。否則,可在32 上找到一點a,并令3 a = 32 / 4,此時的a 點正好就在通過主軸回轉(zhuǎn)中心的水平面內(nèi),因此只要將刀尖調(diào)整到a 點,就解決了對刀問題。
現(xiàn)在來分析這種方法所包含的幾何原理。如圖5 ( a) 所示,設(shè)弧3 a 所對的圓心角為Δθ,那么α1 = 180°- 2Δθ,α2 = 180° + 2Δθ,由圖5( b) 可知:
32 = α2 - α1 = (180° + 2Δθ) - (180° - 2Δθ) = 4Δθ
則3 a = Δθ = 32 / 4 ( 1)
由此可見,上述對刀是屬于圓分度的問題,即把一個圓周二等分的問題。假如說第1 次分度誤差是Δα1,第2 次分度誤差為Δα2,因為α1 = 180° + Δα1, α2 =
180° + Δα2,由α1 + α2 = 360°得:
180° + Δα2,由α1 + α2 = 360°得:
Δα1 + Δα2 = 0 ( 2)
即: Δα2 = - Δα1 (3)
可以看出,第2 次的分度誤差必然等于第1 次分度誤差的絕對值,但方向相反。推廣到一般的情況,若在一個圓盤上有n 個槽,槽與槽之間都有等分角度誤差,設(shè)第i 個槽與前一個槽之間的等分角度誤差為Δθi,則槽與槽之間的夾角為360° / n + Δθi。與前面二等分時相同的道理,則:
因此,可得出結(jié)論: 任何圓分度在一整圈內(nèi)的累積誤差恒等于零,這一特性叫做圓分度誤差的封閉性。

3. 2 圓分度誤差真值的計算方法
在加工n 等分高精度零件時,需要測量等分誤差,以期有效控制和補償誤差來保證分度精度。如圖6 所示,槽數(shù)為n 的分度盤,槽間角度為θ1、θ2、…、θi、…、θn,理想等分角度應(yīng)是θ = 360° / n。由于誤差的存在,實際槽間角為: θi = θ + Δθi ( i = 1,2,…,n)。
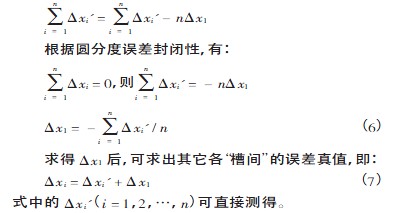
生產(chǎn)中按槽間角度誤差大小,即Δθi≤[Δθ ] ( 其中 [Δθ] 為許用誤差) 來判斷零件合格性。直接測量角度誤差的真值Δθi,難度很大。因為: 1) 要采用高精度的量儀,成本很高; 2) 原理誤差不可避免,絕對真值誤差不可直接測得。根據(jù)圓分度誤差封閉性的規(guī)律,采用相對測量法可以較容易地獲得角度誤差。如圖6 所示,用兩個千分表測量相鄰“槽間”的弦長差。在測量第一個“槽間”Ⅰ時,將兩個千分表的讀數(shù)都調(diào)為零,然后依次測量Ⅱ、Ⅲ…各“槽間”,得到兩個千分表讀數(shù)差分別為Δxi'( i = 1,2,…, n)。其中Δxi'是第i 個“槽間”相對于第1 個“槽間”的弦長差。設(shè)Δxi 為要求的真值誤差( 用弦長差Δxi 代替角度差Δθi 是完全可以的。當(dāng)Δθi 很小時,角度與弦長的變化呈線性關(guān)系,即Δxi =rΔθi, r 是測量點所在圓的半徑) ,則Δx1' = Δx1 - Δx1= 0,Δx2' = Δx2 - Δx1,…,Δxn' = Δxn - Δx1。對以上各式兩端分別求和,得:
有許多高精度的零件和量具加工須要機床精密的分度運動,如高精度的齒輪、齒輪滾刀、插齒刀、剃齒刀、花鍵拉刀、花鍵塞規(guī)和環(huán)規(guī)等的制造對分度精度要求很高,而這些分度運動需要高精度的分度盤作為分度元件才能實現(xiàn),并保證工件相鄰齒距和累積齒距的高精度。
4 結(jié)論
1) 通過對誤差平均法機理的研究,獲得了誤差平均法作用過程的基本規(guī)律,確定了影響研磨加工質(zhì)量的主要因素及工藝參數(shù)。
2) 研磨的過程包含了機械、物理和化學(xué)的作用,是一個綜合作用的誤差減小過程。
3) 刮研過程實際上是利用刮削和擠壓的作用,降低零件表面粗糙度值,提高接觸率并使零件表面形成壓應(yīng)力,從而有效提高零件的承載能力和疲勞壽命。4) 利用圓分度誤差的封閉性規(guī)律,通過適當(dāng)?shù)臏y量方法可求得其真值誤差,按分度誤差允許值進行誤差修正及補償可滿足加工要求,在高精度零件加工中發(fā)揮重要作用。
5) 誤差平均法是降低零件加工難度,提高加工質(zhì)量,保證機器裝配精度的有效方法,在機床等機械產(chǎn)品設(shè)計制造中有著重要的作用。
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








