
1 前 言
今日之世界可謂是電子化產品無所不在的世界,從計算機、手機、光驅、數字相機、攝影機、投影機等皆與民眾生活息息相關, 其數量以千萬計, 內部之金屬零件更以數十倍計, 其制造工藝大多為沖壓加工成形, 當形狀較為復雜時, 便以鑄造、焊接、粉末燒結甚至塑料射出成形以達到尺寸或功能的要求。究其原因乃在于沖壓工藝僅能對板材進行沖切、彎曲或拉伸等工藝, 無法施以材料厚度上變化之塑性成形工藝, 因此所能成形之產品在形狀上便受到限制。
從金屬塑性成形加工技術之發展及3C 產品內部零件的變化可以發現, 越來越多的零件在體積小型化、重量輕量化、節省組裝及加工成本等趨勢要求下, 逐漸將2~ 3 個零件合而為一, 并由單一工藝生產出來, 此工藝便是由日本所開發出來之板材沖鍛復合成形工藝, 亦可稱為冷鍛連續模工藝。其主要特點在于將冷鍛工序與沖壓連續模結合, 使此工藝可以在連續模內進行沖壓及鍛造成形, 使產品在外形及厚度上可以產生極大之變化, 達到零件結合或進而取代原本需鑄造、燒結、焊接或機械加工之工藝。相應地, 為了達到零件之精度要求, 亦需特殊成形設備及高精度模具加工組裝之配合。由于此工藝尚未為大家所熟知, 因此作了如上述較多之說明。圖1 中顯示此工藝可成形零件之形狀特征、尺寸及精度。
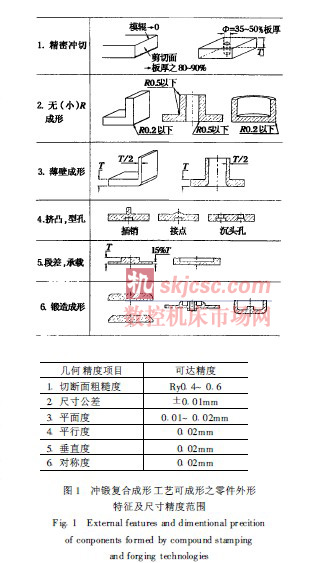
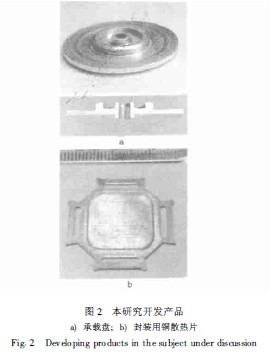
沖鍛復合成形工藝所涵蓋之塑性加工技術種類極多, 諸如精密沖切、彎曲、引伸( draw ing) 及本身就具多樣變化之鍛造工程: 如引縮( Ironing) 、壓扁( upset ting ) 、擠伸( ex trusion) 或利用毛邊之閉模鍛等。本研究開發介紹之案例為封裝用的銅散熱片及光驅主軸馬達之一體型承載盤, 如圖2 所示,以下僅就其所包含之成形工序加以說明, 并對其工藝條件、研究過程及結果作一討論。
2 工藝規劃及模具設計
首先就本研究產品的外形分析其在鍛造成形時,成形工藝之種類、材料流動之特性以及精度要求對模具設計之影響作一先期之判斷, 以利后續的成形工藝規劃及模具設計。
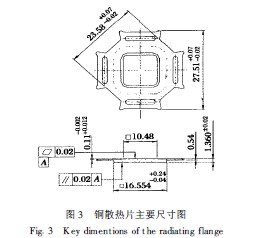
就銅散熱片而言, 主要工序為壓扁及厚度精整,圖3 為此零件的成形加工圖, 圖中列出了主要尺寸精度, 平面度及平行度之要求皆為0.02mm, 厚度壓縮比( T min/ T max ) 達30% , 散熱片材料采用純銅C1100, 此材料的成形性及厚度精度的控制是此產品在設計過程中的關鍵。
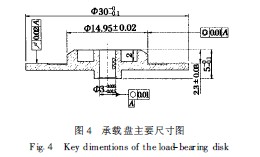
另一產品) ) ) 光驅主軸馬達的一體型承載盤,為結合原承載盤及盤片對心機構的二合一組件, 采用鋁合金5052 材料; 從圖2 及圖4 中之剖面可以了
解此零件在鍛造過程中材料流動的復雜性, 如何合理分配材料體積, 使鍛造過程在較低成形負荷下能順利成形各處尺寸成為主要關鍵, 主要成形工序為鍛造及壓扁; 另外, 此零件對于同心度及偏擺度之要求, 亦成為模具設計時需注意之處。
以下針對工藝規劃及模具設計作一討論:
1) 銅散熱片
銅材之前后向擠伸比其它材料較為容易, 因此外圍壓扁工藝之前之料條厚度需小于零件最厚處 ( 1.36mm) 。
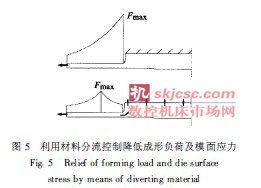
外圍材料之壓扁及厚度精整工藝在材料厚度精度控制上, 需考慮模面應力分布曲線產生之模具變形對其平面度及平行度之影響。其克服方式有降低接觸面之摩擦系數, 包含模面拋光及潤滑劑之使用;高剛性模具的采用如采用WC 材料或設置沖頭壓力板以分散降低應力; 另外, 材料之分流控制亦可有效降低成形負荷及模面應力, 即在外圍材料受到壓扁時, 材料在往內及往外兩方向上皆可自由流動,如此可使中性面( 材料不流動之斷面) 往外圍之中央移動, 可有效降低模面應力峰值, 以獲得良好的平面度, 如圖5 所示。
2) 主軸馬達-體型承載盤
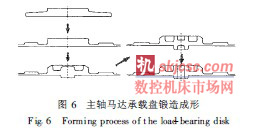
適當的材料厚度選用與鍛造工藝規劃相互之搭配影響整體設計的成敗, 為了確保連續模的成功開發, 可進行單一工藝的試驗模及計算機輔助仿真。圖6 為此零件鍛造成形的工藝規劃, 首先利用外圍毛邊拘束將厚度2mm 的坯料進行體積分配, 接著進行外圍承載面的成形、對心機構之成形及中孔擠伸后的沖孔, 在這些過程中, 對體積的控制必須預留可調整之空間及工位, 以確保成形至要求之尺寸。
對軸孔真圓度及表面精度的要求, 可利用沖孔工藝配合1~ 2 次刮料工序, 再配合表面精度0.2Lm之心軸進行光整精修。
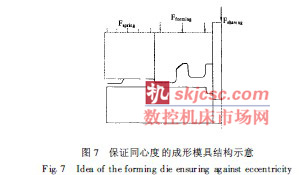
軸孔與對心機構外徑之同心度要求小至0.01mm, 若分別進行成形, 則料帶之定位孔及模具保持間隙之定位累積誤差將超出此精度要求, 因此為了達到此同心度要求, 必須將對心機構之整形工藝與軸孔之最后刮料工藝于同一道次進行, 并配合模具加工之高同心度要求及零間隙配合條件方可達成。模具結構示意見圖7 所示。
偏擺度的精度要求為0102mm, 成形機構原理和同心度成形機構相同, 利用軸孔定位后整平承載平面, 此時模具之平面度、平行度及垂直度要求極為重要。
3) 成形設備及模具加工條件
由前述對此沖鍛復合成形工藝可生產產品的精度可達0.02mm 來看, 其模具之精度需求必須達±2μm, 模具零件的配合產生之累計公差亦需控制在合理范圍內。而欲維持模塊在高速及高成形負荷下能保持其精度, 則與其匹配之成形設備必須具備足夠之精度及剛性, 非一般傳統的沖壓壓床所能勝任。
另外, 為了使產品在厚度方向尺寸能達到高精度,而且在產量上具備穩定性, 要求壓床的驅動系統采用特殊設計之多連桿機構, 具備在下死點前約30b至40b齒輪角度范圍內, 上滑塊只前進約0105mm,幾近停止之狀態。
如此搭配所代表的意義為: 當制造一高精度產品時, 必須建立一系統技術, 包含材料品質、模具設計加工組裝、生產及外圍設備、潤滑及檢測等,方能達成目標。
3 研究結果
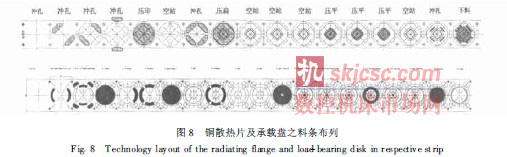
經由前述鍛造工藝之規劃, 再加入定位孔、系帶橋帶、內外型沖切等連續模工序完成連續模之料條布列設計。圖8 顯示此兩種產品的料條布列圖。銅散熱片連續模包含11 道次成形工序, 成形負荷147t, 送料節距42mm。產品外觀如圖2 所示,幾何平面度01012mm、平行度01016mm、尺寸公差0101mm~ 0102mm。主軸馬達) 體型承載盤連續模共15 道次成形工序, 成形負荷120t , 送料節距44mm, 產品及剖面如圖2 所示。
在設計及量產制造上有幾點必須加以考慮:
1) 沖鍛連續模中包含鍛造工序, 其成形負荷遠大于一般沖切, 尤其以壓扁及有毛邊鍛造為甚, 因此極易引起模座受到偏心負荷而造成模座傾斜或沖頭折斷等不良影響, 因此可以加入空站或在適當位置輔以壓扁工序以求得較為平衡之負荷分布, 另外亦可以下死點檔塊防止傾斜。
2) 大變形量鍛造產生之變形熱必須加以適當排出, 否則以連續模之生產速度( 40spm~ 60spm) 將
累積可觀之熱量于成形模具之上, 造成模具尺寸變大變長, 強度減弱, 最終造成模具破損及產品尺寸變化等影響, 因此必須對鍛造工序施以良好冷卻,方能確保量產之順利。
3) 鍛造的高壓及成形新生面的產生, 皆需求良好抗壓之潤滑劑, 為了提升模具壽命、得到良好工件表面品質, 確保量產性, 必須選擇適當之潤滑劑及潤滑方式。
4 結 論
本研究旨在于實際產品之開發, 建立沖鍛復合成形連續模之設計及系統技術。由此可以得知未來可應用產品的尺寸變化多樣性, 是以往一般沖壓工藝無法達成的, 而冷鍛不具成本競爭效益, 因此,需要大量穩定量產而具低成本需求的產品, 可由此工藝技術獲得解決。如前所述, 世界的電子化將促使更多的產品對此技術之需求, 值得在此技術領域的工作者投入相關之研究, 本文僅在此作一拋磚引玉之舉。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








