
1 概述
隨著中哈輸油管線、西氣東輸一線、二線等長輸管線的建設, 國內對長輸管線閥門的需求越來越大。長輸管線的輸送壓力和管路通徑逐步增大, 以西氣東輸為例, 西一線設計壓力為1010MPa, 公稱通徑為1 000mm, 西二線設計壓力為1210MPa,公稱通徑為1 200mm。長輸管線用閥門多采用球閥, 普通的壓力試驗機不能適應大口徑高壓管線閥門壓力試驗的需要( 如Class900, PN48 in. 閥門) , 閥門強度試驗時介質對試驗裝置的推力達26MN, 而且, 對于設有焊接袖管的全焊接球閥,在壓力試驗機上進行整機試驗難度很大。為滿足壓管線閥門的壓力試驗需要, 研制了適用于焊接端及法蘭端, 具有卡環結構和自緊式密封結構及在袖管焊接坡口位置設置密封面的壓力試驗裝置。
2 結構
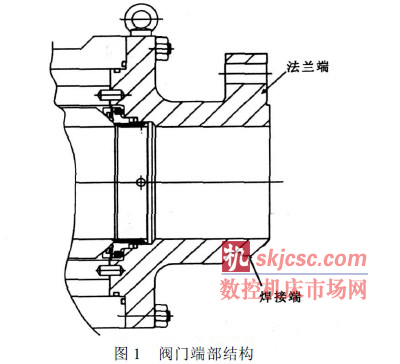
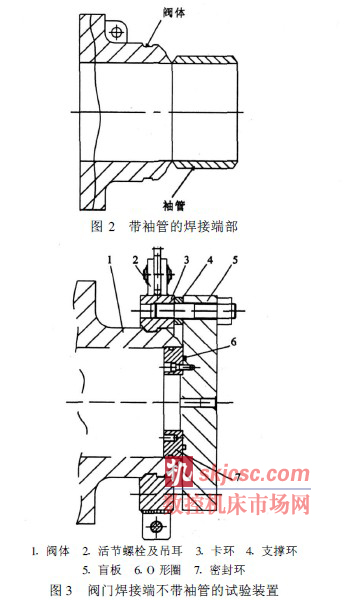
長輸管線閥門與管道的連接通常有法蘭連接和焊接連接形式( 圖1) 。對于焊接端, 有兩種情況,一種是不要求焊接袖管的, 一種是要求焊接袖管的。近年來, 全焊接球閥在長輸管線上運用越來越多, 為防止閥門在與管道焊接時遭到損壞, 免做焊接工藝評定, 通常在閥門端部焊接一段袖管( 圖2) 。對于法蘭連接閥門, 試驗時只需設計一片盲板, 與閥門法蘭端連接, 即可進行壓力試驗, 相對比較簡單。
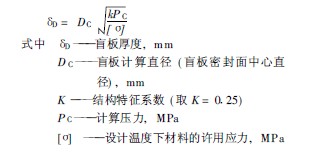
對于焊接端不帶袖管的閥門, 采用圖3 所示裝置進行壓力試驗, 該裝置主要由卡環、活節螺栓、支撐環、盲板、密封環和O 形圈等組成。由于焊接端閥門沒有盲板固定位置, 需要在閥體上加工一道環槽, 便于固定卡環。卡環采用對開式, 通過活節螺栓連接, 在卡環和盲板之間添加支撐環, 減少卡環和盲板的彎曲變形。由于各管線的配管尺寸不同, 閥門端部尺寸略有變化, 為提高互換性, 降低制造成本, 將密封環和盲板制作成分體結構。密封環與盲板和閥門之間通過O 形圈構成密封。對于API Class600 以上級別閥門, 密封環可采用圖4 所示結構, 用PTFE 材料制造。在密封環與閥門內腔接觸處的內側加工一道斜槽, 形成類似唇形密封的結構。在進行壓力試驗時, 閥內腔介質壓力會將密封環的外側推向閥體, 形成自緊式密封, 使密封更為可靠。密封環與閥體的密封可以不靠卡環與盲板之間的螺桿預緊力來實現。
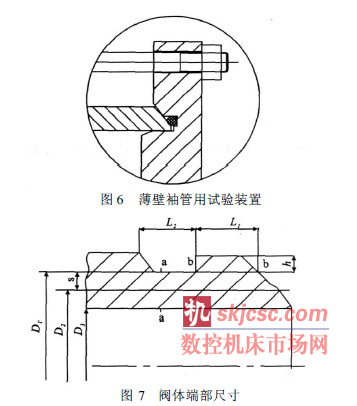
對于焊接端帶袖管的閥門, 采用圖5 所示裝置進行壓力試驗。該裝置主要由卡環、盲板、螺桿和O 形圈等組成, 與不帶袖管的焊接端閥門試驗裝置類似。對于袖管壁厚大于18mm 的閥門, 加工及焊接袖管產生的變形較小, 可以在袖管端部加工高度為60mm 的密封帶, 采用與焊接端不帶袖管的閥門試驗裝置相同的結構進行壓力試驗。對于袖管壁厚較薄的閥門, 在加工及焊接過程中袖管易產生變形, 要在其內孔實現密封難度非常大。此時可以選擇圖6 所示的密封結構, 在盲板上加工一凸臺, 高度為60mm 左右。凸臺上端倒20b斜角, 便于裝配時導向。凸臺底部尺寸與袖管內孔尺寸相同, 裝配時可以通過擰緊拉桿螺栓對袖管端部進行校圓。在盲板上加工O 形圈槽, 使O 形圈與袖管端部焊接坡口位置形成密封。
3 計算
3.1 盲板壁厚
3.2 螺栓數量


4 結語
在普通的壓力試驗機不能適應大口徑高壓管線閥門壓力試驗的情況下, 采用卡環結構和自緊式密封結構及在袖管焊接坡口位置設置密封面的壓力試驗裝置對焊接端及法蘭端連接的長輸管線閥門進行壓力試驗。該裝置結構簡單, 制造成本低, 試驗操作方便, 取得了較好的使用效果。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








