
1 簡介
鋁合金因其具有低密度、高比強(qiáng)度、優(yōu)異的鑄造性能和切削加工性能等特點, 在電子加工行業(yè)得到了廣泛的應(yīng)用。隨著數(shù)控加工機(jī)床的廣泛應(yīng)用和加工任務(wù)的急劇增加, 如何在數(shù)控加工中提高鋁合金的加工效率己成為一個現(xiàn)實和迫切需要解決的問題。作為具有較高加工效率、較小切削力和較高加工精度的鋁合金高速、高效加工技術(shù)在電子產(chǎn)品加工業(yè)中將會有廣闊的前景。
近年來, 國外高速銑機(jī)床的應(yīng)用使高速、高效加工技術(shù)得到了廣泛的應(yīng)用。但是, 對于國內(nèi)大多數(shù)數(shù)控加工車間來說, 在現(xiàn)有的設(shè)備基礎(chǔ)上, 提高切削工藝參數(shù), 來取得一些高速加工的實際利益更為現(xiàn)實和迫切。
本文通過在數(shù)控加工中心上進(jìn)行的銑削試驗, 分析了鋁合金在高效加工中的主切削力變化特征,考察了影響切削力變化的因素。根據(jù)分析結(jié)果制定了鋁合金高效加工的切削工藝參數(shù)選用原則。
2 鋁合金銑削試驗
2. 1 試驗條件
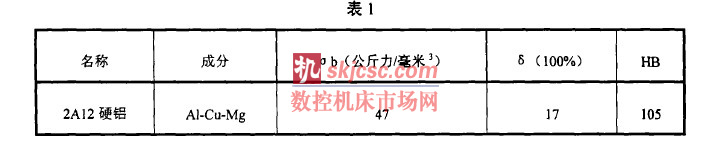
本次試驗在寧夏小巨人公司生產(chǎn)的V T C—20 B 加工中心上進(jìn)行, 其最高轉(zhuǎn)速為70 0 轉(zhuǎn)/分, 主軸功率IOKW, 最高進(jìn)給量5 0 0 0 毫米/ 分。工件材料為鋁合金2A 1 2, 其化學(xué)成分和力學(xué)性能見表1。刀具采用S ECO 公司的中2 0 機(jī)夾式立銑刀, 刀片為X O入IX Og O3 2OT R—ME 06 涂層硬質(zhì)合金刀片, 刀片圓角為R2。
切削功率數(shù)據(jù)從機(jī)床的加工監(jiān)控畫面讀取。切削力數(shù)據(jù)從切削功率數(shù)據(jù)計算
2 .2 試驗方案
為了分析切削速度, 進(jìn)給量和切削深度對切削功率和主切削力的影響, 設(shè)計了3 組試驗數(shù)據(jù)。
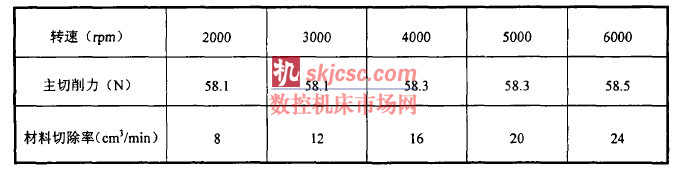
第一組: 切削進(jìn)給量0.1m m 每齒, 切削深度Z m m , 主軸轉(zhuǎn)速分別為2 00 轉(zhuǎn)/ 分, 3 0 0 0 轉(zhuǎn)/分, 4 0 0 0
轉(zhuǎn)/分, 5 0 0 0 轉(zhuǎn)/分, 6 0 0 0 轉(zhuǎn)/分。
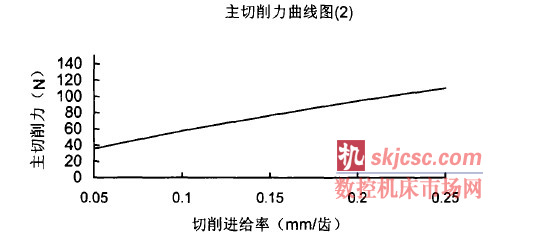
第二組: 主軸轉(zhuǎn)速6 0 0 0 轉(zhuǎn)/ 分, 切削深度Zm m , 切削進(jìn)給量分別為0. 05 m m 每齒, 0. lm m 每齒, 0. 15fTun 每齒, 0 2 m m 每齒, 0. 2 5 m m 每齒。
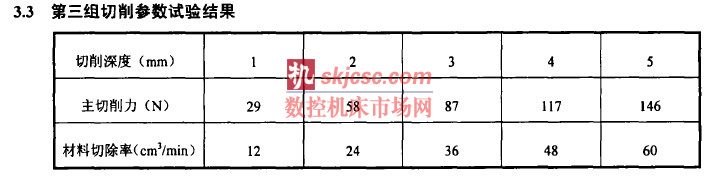
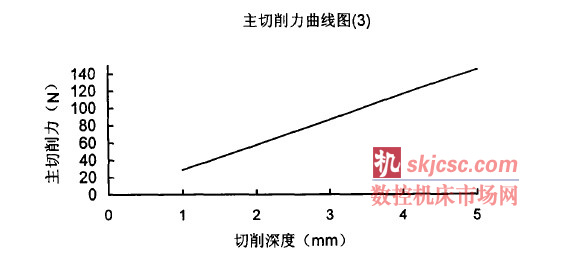
第三組: 主軸轉(zhuǎn)速6 0 0 轉(zhuǎn)/ 分, 切削進(jìn)給量0. 1~ 每齒, 切削深度分別為lm m , Zm m , 3 m m, 4 m m , sm m 。
3 試驗結(jié)果與分析
3. 1 第一組切削參數(shù)試驗結(jié)果

3. 4 試驗結(jié)果綜合分析
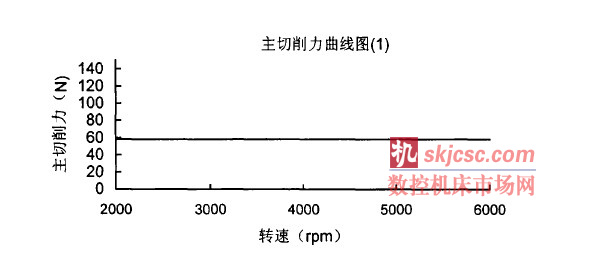
通過以上3 組切削試驗數(shù)據(jù)和主切削力曲線圖可以看出:
a) 隨著轉(zhuǎn)速的提高, 主切削力變化很小, 轉(zhuǎn)速的變化對鋁合金銑削加工中主切削力的影響很小。
b) 切削進(jìn)給率和切削深度的增加使主切削力曲線呈現(xiàn)出明顯的上升趨勢。
c) 切削深度變化對主切削力的影響比切削進(jìn)給率變化對主切削力的影響大。
4 結(jié)論
通過上述試驗和對試驗結(jié)果的分析, 本文得出如下結(jié)論:
1) 在影響加工效率和主切削力的三要素中, 切削進(jìn)給率和切削深度的作用明顯, 而轉(zhuǎn)速的影響較小。
2) 鋁合金銑削加工中, 選用切削參數(shù)應(yīng)根據(jù)機(jī)床和刀具的特點, 采用盡可能高的主軸轉(zhuǎn)速, 淺切削深度和高進(jìn)給量, 保持切削狀態(tài)的穩(wěn)定。以減小切削力, 提高刀具壽命, 減小機(jī)床負(fù)荷, 達(dá)到高的切削效率。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








