
1 前言
圓形連接器尾部附件鎖定齒的加工, 無論在國外還是在國內, 均多采用滾齒方法。用這種加工方法來加工鋁合金材料的尾部附件, 問題還不大, 而用它來加工不銹鋼材料的尾部附件, 問題就暴露出來了。8 3 7 2 3系列連接器為發動機用連接器, 它的殼體和尾部附件均須用不銹鋼制造。據我們所知,即使在國外, 加工鎖定齒也是十分棘手的問題。滾輪打齒的現象經常發生。據稱, 一把滾齒輪在最佳情況下能加工2 0 個尾部附件, 一般只能加工幾個或幾十個尾部附件,一個尾部附件尚未加工出來就打齒的現象也經常發生。滾齒輪在國外售價很高, 一把輪的單價平均為2 0 0 0 元。因此, 生產不銹鋼尾部附件的成本過高, 難于組織正常生產。我們過去一直沿用國外的加工方法, 每把輪的平均加工壽命為: 進口輪不足5 件,而國產輪(每把約50 元)則一接觸加工表面就斷齒。鎖定齒的加工問題成為阻礙我們全面完成國產飛機配套任務的關鍵。為此, 我公司決定將加工不銹鋼鎖定齒列為重點攻關項目。
解決鎖定齒加工問題的途徑有二: 一是改變產品設計, 一是改變加工方法。第一種方法也不是不可行的, 但是它涉及規范化產品的圖紙的修改, 麻煩比較多。因此, 我們決定從改變加工方法上突破。
2 不銹鋼滾齒失效原因分析
2.1 滾齒成形工藝特點
工具和(或)坯料旋轉使坯料產生塑性變形的成形方法稱為旋轉加工或旋轉軋鍛。
加工中坯料軸線與工具軸線相互垂直稱為縱軋; 坯料軸線與工具軸線相互平行稱為橫軋; 坯料軸線與工具軸線相互呈小角度傾斜相交, 沿坯料軸線移動稱為螺旋斜軋。
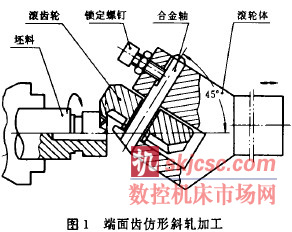
我們從國外引進的端面齒加工工藝與上述三種方法均不相同。它所采用的方法是使坯料軸線與滾齒輪軸線呈45 “的交角, 滾輪體水平進給, 由坯料帶動滾齒輪旋轉, 靠滾齒輪的齒形仿制出坯料的端面齒。這種技術稱為仿形斜軋較為合適。詳見圖1 。
在端面齒仿形斜軋加工過程中, 滾齒輪一點點向坯料吃進, 使坯料受到不斷的重復加壓而成形。滾齒輪與坯料的接觸面很小,當然其變形力也就較小, 而坯料在加工過程中所要求的變形率卻很高, 這是一個矛盾。滾齒成形的優點在于它屬于無切削加工, 因此材料利用率高, 可在坯件上獲得連續性纖維組織, 使滾齒過程中的軋壓部位的強度增高。另外, 在滾齒過程中滾齒輪旋轉平穩, 所產生的工作噪音和振動都較小。不過, 為散除變形熱, 滾齒的整個過程中要不斷地加注冷卻潤滑液。
2. 2 滾齒成形的工藝參數所用機床:
In d e x B6 o 滾制鋁件用,
In d e x G E 4 2 滾制各種材料件用;切削速度v :
鋁1 8 0 m / m in ,
鋼, 不銹鋼6 ~ 1 2 m / m in ;
進給量(走刀量)S : 0. 0 4 m m /r;
滾齒外徑D : 為圖紙最終直徑, + 0. 10 m m ;
精車端面齒時內外徑的走刀次數2次(精車的目的是防止毛刺向齒槽內側倒進, 在工藝上要求無毛刺)。
2. 3 滾齒成形運動
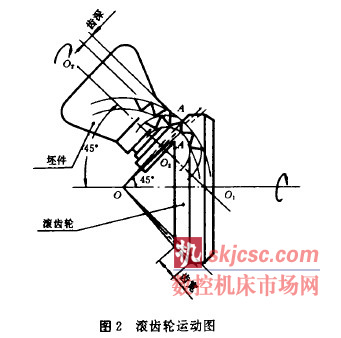
如圖2 所示, 在滾齒過程中, 坯件與滾輪軸線的交角為45 “ 。坯件為主動件, 其回轉軸線為0 2 0 2 , ; 滾齒輪為從動件, 其回轉軸線為以〕, 。坯件與滾齒輪的公共交線為A A , (實際為一平面)。傳動比為
![]()
滾齒輪的齒形尺寸沿A 刃向頂點O 成正比例減小。在齒的滾軋過程中, 滾齒輪上的各點距頂點O 的距離保持不變。故其齒形可在O A 及O A 的扇面上畫出。坯件沿軸0 2 0 : ‘回轉, 端面齒上的各點距頂點O 的距離保持不變。坯件的齒形可在0 2A 及0 2刃的扇面上畫出。坯件與滾齒輪之間的展成運動是復雜的。
2. 4 滾齒輪受力圖
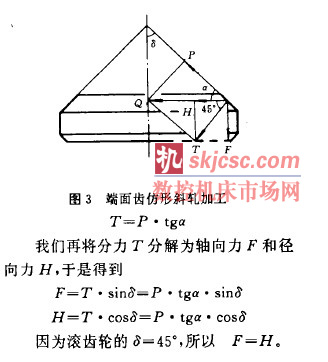
滾齒成形力Q 可分解為圓周力尸和分力T, 見圖3 。
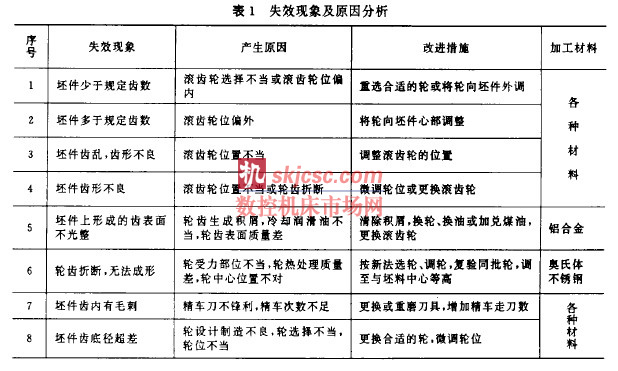
2. 5 滾齒成形失效現象、產生原因及改正措施

2. 6 用等強度梁理論分析滾齒輪斷齒
原因在機械結構中采用變剖面梁, 使其在載荷作用下的任一剖面邊緣上的正應力均等于材料的許用應力, 這種梁稱為等強度梁。
假設旋軋成形的全部載荷均由一個齒來承擔, 而且滾齒輪沿截面為齒厚b 的不變的矩形, 則滾齒輪受力的情況可以簡化為一個受集中的力Q 作用的懸臂梁, 見圖4。
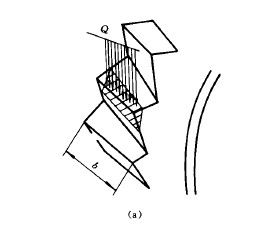
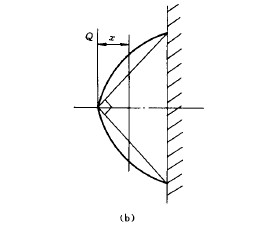

圖4 端面齒的受力分析
此時, 按等強度條件, 則齒寬hx 沿齒高
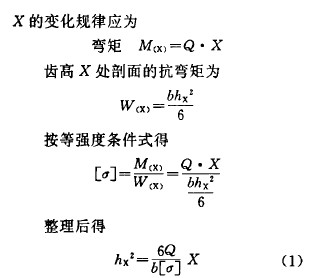
由公式( l) 可知, 按等強度條件, 齒寬h x 與距齒頂距離X 應呈拋物線形變化。滾齒輪的輪齒形狀是頂角為90。的直角等腰三角形。滾齒高hx , 一ZX 。由此可見, 除齒頂與齒根三點與等強度拋物線重合外, 滾齒輪齒形上的其余各點均呈強度條件不足狀態。
2. 7 奧氏體不銹鋼材料特性對斷齒的影響常用于加工端面齒的材料的機械性能見表3 .
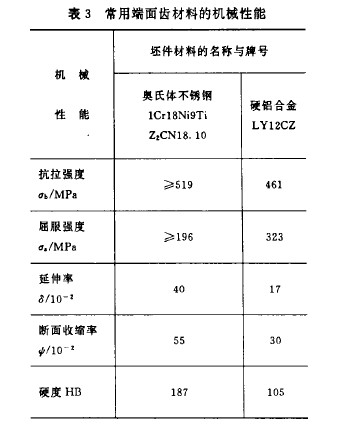
鋁合金件滾齒, 只要滾齒輪的選擇恰當、調整合理, 則坯件滾齒的成形良好。國產滾齒輪加工出的齒不錯, 滾齒輪本身的壽命也相當長。奧氏體不銹鋼無磁性, 韌性與塑性值均甚高, 無法通過熱處理相變使其強化, 但確可以通過冷加工使其強化。
在仿形斜軋過程中, 奧氏體不銹鋼經滾齒輪不斷沖軋而產生塑性變形。連續脈動的旋軋使變形區逐漸強化, 表面硬度增高, 使得滾齒輪輪齒的成形載荷Q 也逐漸增加,見圖4 。滾齒輪齒的強度并不很大, 一旦內應力大于許用應力就會出現輪齒的連續折斷。這一現象充分解釋了為什么用同一滾齒輪在對鋁件進行仿形加工時表現得工作良好和壽命很長, 而一旦用來加工不銹鋼件時滾齒便紛紛折斷。
2. 8 輪齒折斷的主要原因之一是脈動循環應力
滾齒輪在對坯件進行仿形斜軋時, 輪齒所承受的是脈動循環載荷。這種交變載荷在輪齒上產生交變應力。在對鋁合金進行滾齒成形時, 因其成形力小, 所產生的交變應力相應地也小。而在滾制不銹鋼件時, 因其成形力大, 而且這一成形力隨變形區的強化而不斷增大, 輪齒內所產生的交變應力也相應地增大, 從而在滾齒輪輪齒強度薄弱的部位出現裂紋。裂紋隨加工時間的增加而逐漸擴展, 直至輪齒驟然折斷。在生產實踐中, 這樣的情形是常見的: 在料、機床、刀具不變的情況下, 加工前一個零件時滾齒輪的齒形尚未發現損傷, 而加工完下一個零件時, 輪齒就全部打光了。這是脈動循環應力的累積所致。
2. 9 進口的滾齒輪在設計上有問題生產實踐證明, 用進口的滾齒輪加工不銹鋼端面齒并不理想。
間題在于這種設計方法以坯件端面齒小徑處的節距作為設計和制造滾齒輪的基準節距。
這樣的滾齒輪的實際受力部位在輪齒內端, 見圖5 。輪齒橫截面積具有向心部逐漸縮小的特點, 故齒內端部位的橫截面積最小, 此處的承載能力當然也最差(可將輪齒受力情況簡化為懸臂梁來做分析、
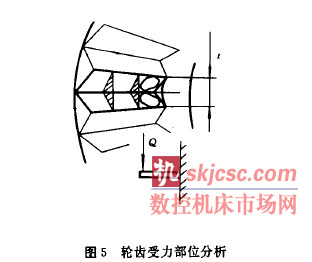
另外, 這種設計方法既沒有充分考慮鋁合金與奧氏體不銹鋼材料特性上的差異, 又沒有注意到零件結構上的差異. 奧氏體不銹鋼件塑性變形區大, 對滾齒輪的強度要求要比加工鋁合金件高得多。我們何不用滾齒輪輪齒的中部乃至于其大端來仿形斜軋呢? 而這恰恰是增強滾齒輪強度的突破口。
2. 10 輪齒折斷的另一主要原因是其熱處理缺陷表2 中表明滾齒輪的熱處理缺陷是其失效的主要因素。
要想得到合格的端面齒, 滾齒輪的齒形務必是清棱清角的。而眾所周知, 棱角處從來就是熱處理中最易產生缺陷的地方, 特別是輪齒內端更易產生裂紋、過燒、脫碳、過脆等問題。這都將降低滾齒輪的使用壽命。因熱處理不當而造成的滾齒輪失效占失效總數的4 % , 就充分說明了這一問題。
3 不銹鋼端面齒的仿形斜軋加工方法
仿形斜軋加工方法是我們摸索出來的符合我國國情的滾齒輪設計方法, 是不銹鋼端面齒加工的訣竅。它的成功為完成國產化飛機配套任務提供了一個保證。
3. 1 工藝參數
所用機床:
In d e x B6 o 滾制鋁件用,
In d e x G E 4 2 滾制各種材料件用;切削速度v :
鋁1 8 0 m / m in ,
鋼, 不銹鋼6 ~ 1 2 m / m in ;
進給量(走刀量)S : 0. 0 4 m m /r;
滾齒外徑D : 為圖紙最終直徑, + 0. 10 m m ;
精車端面齒時內外徑的走刀次數2次(精車的目的是防止毛刺向齒槽內側倒進, 在工藝上要求無毛刺)。
3. 2 調整要點
要成功地旋軋不銹鋼端面齒必須提高滾齒輪的輪齒強度。從這一論點出發, 提出了用輪齒中部旋軋成形的加工方法, 如圖6所示。
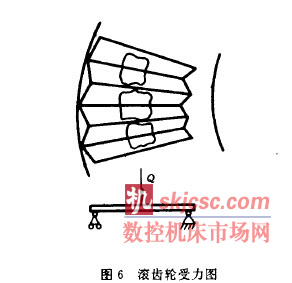
新的滾齒輪的設計特點是特意加長輪齒長度, 使旋軋過程中的受力部位由輪齒內端改為輪齒中部, 從而使受力狀況簡化成為簡支梁狀況。這樣做顯然使輪齒的承載能力大大提高。
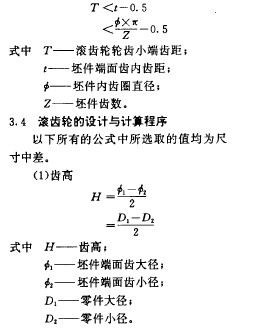
3. 3 滾齒輪的選取
選用新的滾齒輪的方法可表現為如下
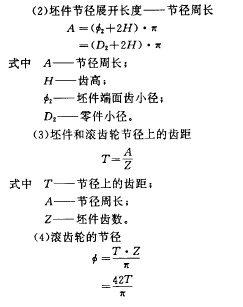
計算公式:
3. 5 滾齒輪材料
滾齒輪材料的選取是一個十分重要的問題. 國外推薦使用的材料為A. R. 5.高速鋼, 其牌號為Z 8 0W K 18 -10 , 熱處理后的硬度為H R C 60 -6 2.加工不銹鋼端面齒時, 滾齒輪的工作條件十分惡劣, 因而它所用的材料更應慎重選擇。一般地說, 制造滾齒輪的材料應具有熱處理變形小、硬度高、抗沖擊韌性好、耐疲勞等特性. 在制造工藝上則要求齒形均勻、表面光潔度好, 不應有表2 中所羅列的各種缺陷。
3. 6 實際應用效果
我們用新方法成功地加工了多種規格的端面齒, 并組織批量生產, 一次交驗合格率達1 0 0%, 結束了我們不能正常生產不銹鋼尾部附件的歷史。
用新方法加工不銹鋼端面齒時, 滾齒輪的壽命大大提高, 不僅進口輪的壽命提高5~ 10 倍, 而且可以用國產輪來加工不銹鋼端面齒零件。合格的產品向人們表明, 國產輪同樣能加工出優良產品。這不僅降低了成本, 而且解除了對進口滾齒輪的依賴。
采用新的調整方法還加寬了滾齒輪的適應范圍, 同一個滾齒輪可以用來加工多種尺寸的零件. 因輪齒加長, 滾輪壽命也相應提高。除此而外, 尚可用它來加工其它零件,效果同樣令人滿意。
4 結束語
我們在加工不銹鋼端面齒方面取得了一些成績, 但是這項研究尚未徹底完成。用這種仿形斜軋技術來滾齒, 雖具有應用靈活的特點, 但它最適合的是小批量多品種的生產方式。大批量生產中究竟采用什么加工方式更理想、更經濟、更方便, 尚待我們作進一步的研究。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








