
1 引言
在機(jī)械制造領(lǐng)域,切削加工中使用的磨削對提高加工質(zhì)量和加工效率具有重要的意義,MQL 技術(shù)的使用既提高了工效又降低了污染。在MQL 平面磨削中為了設(shè)計和提高加工質(zhì)量,采用正交設(shè)計法、信噪比方法和方差分析法分三個階段對影響加工質(zhì)量的參數(shù)進(jìn)行了分析與優(yōu)化,一階段是用正交設(shè)計法確定各參數(shù)的最優(yōu)組合,使實驗次數(shù)大幅減少;二階段是利用信噪比對加工質(zhì)量和加工效率的平均值和偏差進(jìn)行綜合衡量;三是方差分析法對加工質(zhì)量各參數(shù)的方差進(jìn)行分析從而得到最優(yōu)的加工方案。
2 MQL 平面磨削區(qū)流場動壓力
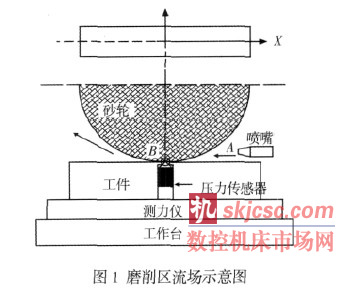
最小量潤滑技術(shù)又稱準(zhǔn)干式切削,它是將壓縮氣體與極微量的潤滑液混合氣化后,噴射到加工區(qū),對刀具和工件之間的加工部位進(jìn)行有效的潤滑。最小量潤滑技術(shù)所使用的潤滑液用量非常少,一般為(0.3~0.5)ml/min,大大減小了對環(huán)境的污染[1],磨削區(qū)流場示意圖,如圖1 所示。
2.1 流體動壓力和有效流量的計算
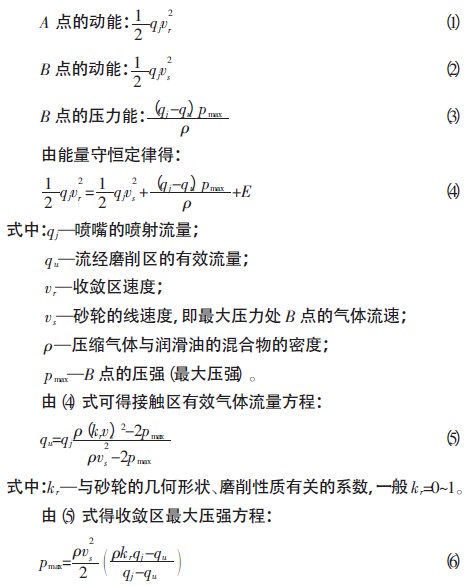
2.2 定性分析流場動壓力和有效流量
為了比較磨削區(qū)的流場動壓力和有效流量的實驗值與理論計算值需要測量的數(shù)據(jù)如下:
砂輪轉(zhuǎn)速vs噴嘴的噴射速度vj通過磨削區(qū)的有效流量qu磨削區(qū)的流場動壓力pmax2.3 通過定性分析得到結(jié)論磨削區(qū)有效流量增大,接觸區(qū)壓力增大。噴射速度和噴射流量增大,有效流量和接觸壓力增大。砂輪轉(zhuǎn)速增大,流場動壓力增大。
一般情況下,不期望有較大的接觸區(qū)壓力,因為較大的接觸區(qū)壓力不僅會給砂輪額外的力使砂輪主軸變形,而且還會影響工件的加工表面質(zhì)量,所以對液體傳輸情況、砂輪轉(zhuǎn)速、進(jìn)給量和切削深度等進(jìn)行優(yōu)化,可以降低動壓力,產(chǎn)生較大的有效流量,降低砂輪磨損,提高加工質(zhì)量[2]。
3 對平面磨削參數(shù)的設(shè)計與優(yōu)化
磨削參數(shù)的設(shè)計和優(yōu)化,是通過調(diào)整設(shè)計變量及控制容差使影響加工質(zhì)量的因素與設(shè)計值發(fā)生差變時仍能保證加工質(zhì)量的過程。磨削參數(shù)的設(shè)計與優(yōu)化一般需完成兩步工作,一是建立可行的加工參數(shù)體系,充分顯示出各種因素的變差對加工質(zhì)量的影響;二是獲取影響加工質(zhì)量的可靠信息,尋找對各種因素干擾不靈敏的加工方案。為了提高磨削生產(chǎn)率和磨削質(zhì)量下面對工件材料切除量Q和表面加工粗糙度進(jìn)行設(shè)計與優(yōu)化。
3.1 磨削參數(shù)的分析及相關(guān)的信噪比計算
信噪比(signal-to-noise, S/N)作為通信系統(tǒng)的質(zhì)量指標(biāo),已有近百年的歷史,日本學(xué)者田口玄一博士把S/N 引入到實驗設(shè)計技術(shù)中,用作反映產(chǎn)品質(zhì)量穩(wěn)健性的重要指標(biāo)。因此,在磨削實驗中用S/N 來反映磨削生產(chǎn)率和表面粗糙度的穩(wěn)健性[3]。
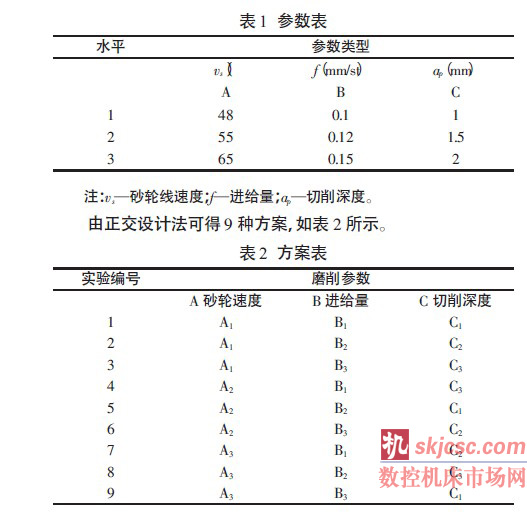
最小量潤滑方式下磨削實驗中的參數(shù),如表1 所示。
3.1.1 關(guān)于工件材料切除量Q 的信噪比計算
材料切除量Q 的均方差公式:
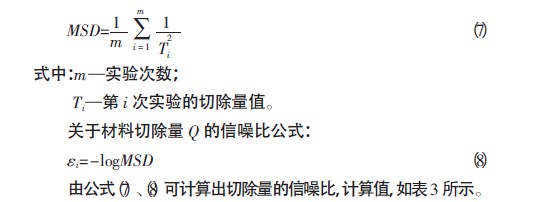
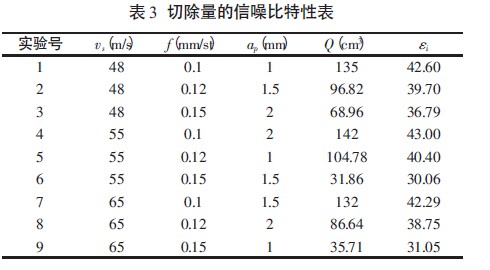
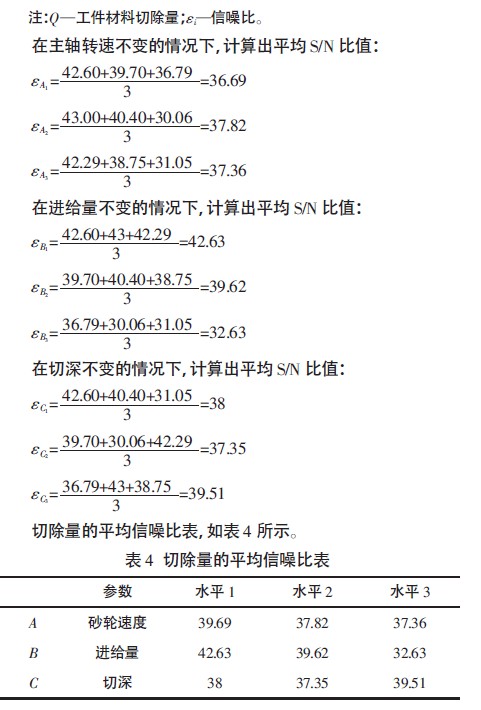
總的切除量平均信噪比為:εQ =38.28由方程(7)、(8)可知,信噪比越大,切除量的方差值越小,說明實際的加工切除量越接近目標(biāo)值,因此,較大的信噪比是所期望的。
3.1.2 關(guān)于加工表面粗糙度信噪比的計算
表面粗糙度的均方差公式:
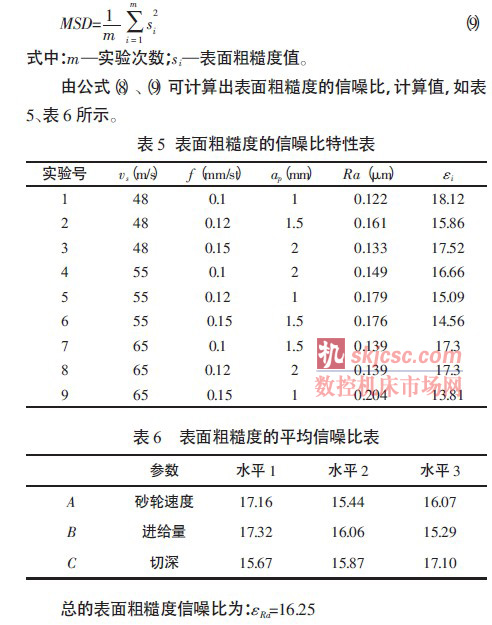
由方程(8)、(9)可知,信噪比越大,表面粗糙度的方差值越小。
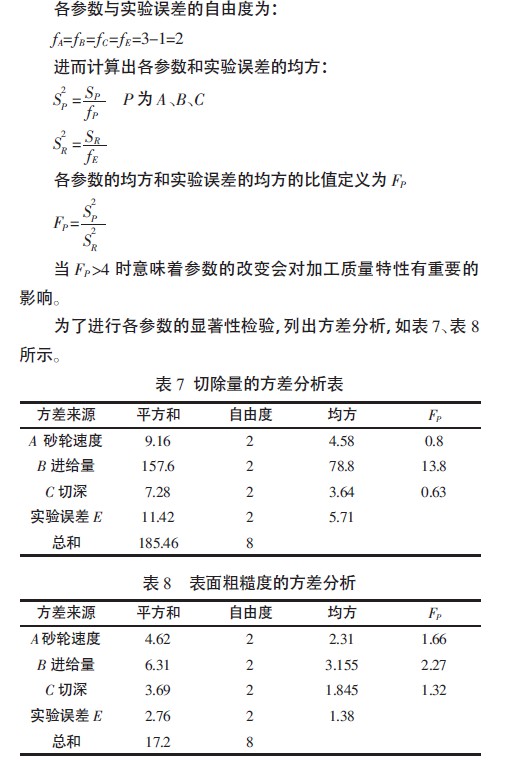
3.2 磨削參數(shù)的方差分析及相關(guān)計算
為了獲取影響加工質(zhì)量的重要參數(shù)下面用方差分析法,方差分析法的基本原理是:
(1)將數(shù)據(jù)總的偏差平方和按照產(chǎn)生的原因分解成由因素的水平不同引起的偏差平方和以及由試驗誤差引起的偏差平方和兩部分之和:
(總的偏差平方和)=(由因素水平引起的偏差平方和)+(實驗誤差平方和)
(2)上式右邊兩個平方和的相對大小可以說明因素的不同水平是否使得各平均值產(chǎn)生顯著性差異,為此進(jìn)行適當(dāng)?shù)慕y(tǒng)計假設(shè)檢驗[6]。
4 結(jié)語
從表7 分析可知,進(jìn)給量是影響切除量的唯一的重要參數(shù),表1 中的切削速度和切削深度對切除量產(chǎn)生的影響較小;從表8分析可知,砂輪速度、進(jìn)給量和切削深度對加工表面粗糙度的影響都較小。
根據(jù)上述信噪比和方差分析表格可知,對切除量和表面粗糙度來說,最優(yōu)的加工參數(shù)為水平1 的切削速度、水平1 的進(jìn)給量和水平3 的切削深度,即最優(yōu)的加工方案為A1B1C3。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








