
對細(xì)長軸生產(chǎn)中產(chǎn)生振動時,工藝系統(tǒng)受到干擾和破壞,不僅讓加工表面質(zhì)量嚴(yán)重惡化,縮短機(jī)床及刀具的壽命,還會發(fā)出刺耳的噪聲,對零件的加工生產(chǎn)產(chǎn)生嚴(yán)重的影響。細(xì)長軸類零件表面粗糙剛度差、長徑比大,刀具在高溫的細(xì)長軸氧化表面車削時極易磨損,同時被加工的細(xì)長軸圍繞軸心線產(chǎn)生強(qiáng)烈的扭轉(zhuǎn)振動而難以控制精度。
在實際中采用精確的切削用量,配合精心設(shè)計的中心架和跟刀架,仍然不能生產(chǎn)出很好的細(xì)長軸。本文通過建立受力模型,結(jié)合有限元分析法對細(xì)長軸切削加工過程中產(chǎn)生的振動特性作了仿真分析,利用跟刀架采用浮動的來限制細(xì)長軸最大振幅的位置。從結(jié)果對比可以看出,用這種措施可以緩解振動,對徑向振幅有很好的限制作用,保證加工質(zhì)量。
1 對細(xì)長軸加工中各誤差的概述
在實際加工中由于切削熱作用、正向切削力以及徑向力下,細(xì)長軸會發(fā)生振動,會使車削過程中各位置的物理機(jī)械性能和接觸剛度改變,導(dǎo)致細(xì)長軸熱擴(kuò)散,受力不均,致使加工部位發(fā)生異變,刀具與工件間產(chǎn)生相對位移,會使加工表面產(chǎn)生振痕,嚴(yán)重影響零件的質(zhì)量和性能。我們用頻譜分析法,將細(xì)長軸加工過程中各誤差分為:(a)體表不平度誤差(b)振動波形的誤差(c)形狀的誤差。而形狀誤差為細(xì)長軸加工過程中的主要誤差方式,分為:(1)竹節(jié)形誤差(2)腰鼓形誤差(3)麻花形誤差。
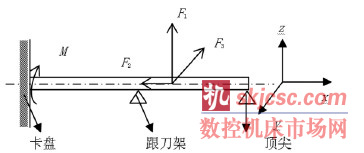
圖1 細(xì)長軸車削受力圖
2 建立受力模型
振動現(xiàn)象是由于細(xì)長軸在車削加工時頂尖支反力變化不均勻引起的,試驗中我們在細(xì)長軸頂尖處采用彈性頂尖(理想彈性體材料滿足:a.均勻分布的質(zhì)量b.服從彈性定律c.各向特性相同)來對變化進(jìn)行補(bǔ)償,通過生成支反力,根據(jù)頂尖部位受力情況可將其看作固定支架;跟刀架可在豎直方向自由移動,限制水平方向位移。對卡盤也作簡化,整個系統(tǒng)受力如圖1。F1 代表主切削力,F2 代表軸向作用力,F3 代表徑向作用力,M 代表車床施加的扭矩。細(xì)長軸在上述作用下在軸向等方向均發(fā)生振動。
3 振動頻率的模擬仿真
細(xì)長軸切削振動的仿真分析已作為針對其振動特性所采取的有效措施,通過仿真分析表現(xiàn)了細(xì)長軸加工中的振動動態(tài)特性,并以此確立了緩振策略,即運用跟刀架浮動方式工作有利于減弱振動對加工質(zhì)量的影響,提高車削質(zhì)量。
![]()
圖2 細(xì)長軸有限元模型
采用VDRAG 命令拉出如圖2的細(xì)長軸的有限元網(wǎng)格模型,加工時軸受到不同方向的力的作用,并且截面為圓,因此我們用ANSYS 中的95 號元素材料,它是高階的多面體元素材料,有20 個結(jié)點,可用于曲線幾何體建模。建模時,對模型做適當(dāng)簡化,除去螺紋和鍵槽等細(xì)節(jié)信息。模態(tài)分析時,為減少徑向切削力對細(xì)長軸彎曲變形的影響,將細(xì)長軸加工時的系統(tǒng)簡化為固支-簡支梁的模式,采用左邊固定,右邊頂端彈性,相當(dāng)于在細(xì)長軸上增加了X、Y 方向上的支撐。細(xì)長軸在加工過程中以一定角速度旋轉(zhuǎn),這將使軸產(chǎn)生一定扭矩和預(yù)應(yīng)力。所以細(xì)長軸加工中的振動特性分析采用附加轉(zhuǎn)動的預(yù)應(yīng)力模態(tài)分析法。細(xì)長軸車削加工過程中,跟刀架和刀具的運動均是連續(xù)的進(jìn)給直線運動,從而導(dǎo)致細(xì)長軸產(chǎn)生的約束的變化時動態(tài)的,在每一個細(xì)長軸支架中,跟刀架和刀具都導(dǎo)致一個特定的振動模態(tài)。所以,必須對運動的刀具和跟刀架作離散化處理,挑了32 個位置均勻沿軸向進(jìn)行計算并近似模擬整個細(xì)長軸受力情況,考慮到既減少計算時間又能保證其整體分析的準(zhǔn)確性,這32 個位置對應(yīng)于32 個載荷步,每個載荷步抽取了前10 階模態(tài)并進(jìn)行擴(kuò)展,利用ANSYS 的強(qiáng)大功能提取頻率,繪制各階振型曲線。在車削剛開始時,細(xì)長軸的頻率低,然后隨著車削過程的細(xì)長軸的轉(zhuǎn)動而逐漸增加,在軸的中間,其固有頻率達(dá)到最大,然后逐漸下降,在加工結(jié)束時,細(xì)長軸的固有振動頻率也比較低,頻率的變化標(biāo)志著細(xì)長軸的剛性在不斷變化,只有穩(wěn)定的細(xì)長軸剛性才可減小振動,提高加工質(zhì)量。
細(xì)長軸受多方向振動影響產(chǎn)生獨立的振動模式,現(xiàn)將對細(xì)長軸影響大的一階振型曲線圖繪制如下圖3 所示。X 軸為車削過程中細(xì)長軸距測量卡盤的距離,Y 軸為細(xì)長軸上各位置的振動幅度大小(包括徑向位移、切向位移和軸向位移),(a)圖為對細(xì)長軸車削加工到軸上1/4 處時的振型狀態(tài)曲線,(b)圖為對細(xì)長軸車削加工到軸中部時的振型狀態(tài)曲線,(c)圖為對細(xì)長軸車削加工到軸上3/4 處時的振型狀態(tài)曲線。同時,把各方向一階振型曲線在同一個圖中繪出,用B、C、D 來區(qū)分;其中,B 表示徑向一階振型曲線,C 表示切向一階振型曲線,D 表示軸向一階振型曲線。
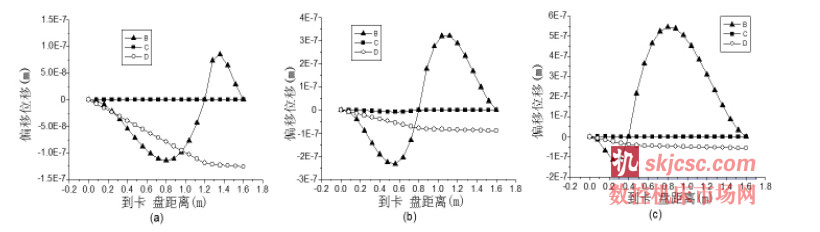
圖3 無浮動刀架時一階振型曲線
由圖3 可以看出產(chǎn)生振動的特點:首先,改變徑向力對振型和振幅有影響;其次,在細(xì)長軸中部受到的振動的振幅是最大的,且最大值和最小值的距離大約是軸長的一半長度。綜上,系統(tǒng)設(shè)計如下:在車床的后絲杠上通過減速裝置安裝有兩個跟刀爪的浮動刀架,刀爪的距離設(shè)計在為細(xì)長軸軸長的一半,并且控制刀架速度為刀具軸向速度的一半。這樣的目的就是為細(xì)長軸在其最大振幅位置加兩個浮動支承。通過模態(tài)分析得出振型如圖4 所示。
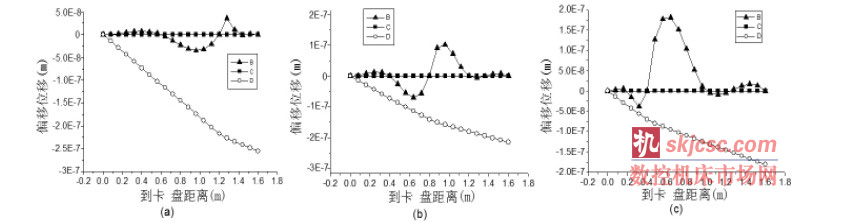
圖4 有浮動刀架時一階振型曲線
通過比較,徑向振型模式的相對幅度顯著減小,但容易看到有不少的峰值的出現(xiàn),導(dǎo)致這樣結(jié)果的原因是支承的浮動讓細(xì)長軸剛度增加,振動頻率也跟著增加。但是,另一方面,在軸向振動方面的振幅有增加的趨勢,這意味著兩個振動是獨立產(chǎn)生的,軸向振動振幅并不隨徑向振動振幅的減小而減小。但由于軸向振動對加工尺寸影響完全忽略,在較小進(jìn)給速度情況下,可以提高加工精度。
4 結(jié)論
本文對細(xì)長軸切削過程進(jìn)行了模態(tài)分析,車削到軸的中部時頻率最高,揭示了細(xì)長軸車削過程中自身的固有頻率隨軸向拉力的變化而變化。采用浮動跟刀架,增強(qiáng)細(xì)長軸的剛度。同時表明軸的徑向振動和軸向振動是兩個獨立的過程,改變軸向力對振型的影響,同時浮動跟刀架具有振動的補(bǔ)償控制作用,提高切削質(zhì)量。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








