


基于 SINUMERIK 828D BASIC 數控系統的 三軸五面銑床立臥刀庫換刀的用戶界面開發
2024-7-15 來源:- 作者:呂高健 周瑞 等
摘要:SINUMERIK 828D BASIC 系統是緊湊型數控系統,能夠較為靈活地解決大型復雜機械結構類問題,充分發揮應用工程師的開發創造力。用戶界面開發工具在使用過程中可以減少按鍵,實現組合檢測,使開發更加直觀和簡便。
關鍵詞:SINUMERIK 828D BASIC;用戶界面開發;PLC 與 NC 數據交換;三軸五面銑
我國工業技術水平不斷提高,對國產精密制造設備提出了更高的要求。龍門數控加工中心 GMC360u 為吉林某客車企業委托山東威達重工股份有限公司制造的一款龍門式三軸五面銑機床。它的最大特點是配置了 1 個自動交換附件臥銑頭和 1 個立臥轉換刀庫,實現了立主軸和臥主軸間的自動換刀,可滿足客戶對大型工件一次裝夾五面銑削的要求。該銑床選擇 SINUMERIK 828D BASIC,其中系統使用 SINUMERIK 828D BASIC PPU241.3,顯示器為 10.4,操作面板選用 MCP 483PN,驅動器選擇 SINAMICS S120,電機選擇 1FT7 系列。
1、項目方案
數控龍門式五面銑床機床一直是世界上大型精密工件組加工的利器,具有耐重切削和加工效率高的特點。機床配置了 B5001-032VH0B 立臥轉換刀庫后,工件只要一次裝夾設定就可以完成五面的自動加工。機床右側裝配刀庫換刀機構,配有獨立液壓系統;機床左側是臥式頭庫工作倉,能夠實現機床立式臥式加工模式的自動切換。B5001-032VH0B 立臥轉換刀庫由刀庫本體、換刀機構以及換刀臂機構組成。刀庫存儲刀數 32 把,最大刀徑 Ф250mm,最大刀具重量 25kg。數控龍門式五面銑床機床如圖 1 所示。
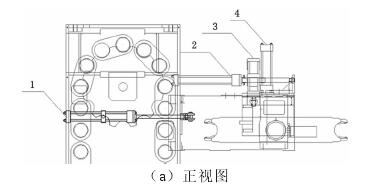
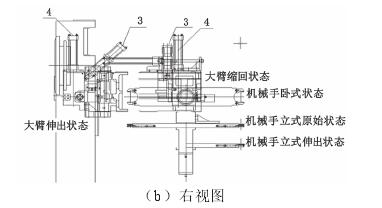
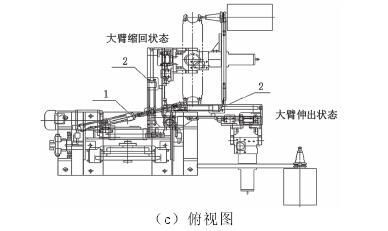
1. 大臂搖擺油缸;2. 機械手水平滑動油缸;3. 機械手立臥翻轉油缸;4. 機械手伸縮油缸
圖 1 數控龍門式五面銑床機床
1.1B5001-032VH0B 立臥轉換刀庫立式換刀流程設計
NC 系統給出命令 M06 T**,PLC 判斷如果立式臥式主軸變量 =01 為立式換刀過程:刀庫分度運刀至選要刀號T** →發出刀臂平移夾刀指令對應液壓閥工作→檢測刀臂平移夾刀到位信號=1,發出刀臂拔刀指令對應液壓閥工作→檢測刀臂拔刀到位信號 =1,發出刀臂平移指令對應液壓閥工作→檢測刀臂平移到位信號 =1,發出刀臂縮回指令對應液壓閥工作→檢測刀臂縮回到位信號 =1,刀庫分度運刀→換刀機構挪至主軸側與平移縮回同步→檢測換刀機構挪至主軸側信號 =1,發出換刀機構立臥旋轉至立式指令對應液壓閥工作→機床運行主軸到達待機位置→機床主軸定向→檢測主軸定向完成刀臂平移夾刀→機床主軸松刀→檢測主軸松刀到位信號 =1,發出刀臂向下拔刀指令對應液壓閥工作→檢測刀臂向下拔刀到位信號 =1 刀臂旋轉 180°換刀→判斷刀臂旋轉完成,發出刀臂向上插刀指令對應液壓閥工作→檢測刀臂向上插刀到位信號 =1,發出機床主軸夾刀指令→檢測機床主軸夾刀信號 =1,發出刀臂平移指令對應液壓閥工作→檢測刀臂平移到位信號=1,(立式換刀完成)發出換刀機構立臥旋轉指令對應液壓閥工作→檢測換刀機構立臥旋轉信號到位,發出換刀機構挪至刀庫側與平移伸出同步指令→檢測換刀機構挪至刀庫側到位信號 =1,發出拔刀伸出指令對應液壓閥工作→檢測拔刀伸出信號 =1,發出刀臂平移指令對應液壓閥工作→檢測刀臂平移信號 =1,發出插刀指令對應液壓閥工作→檢測插刀到位信號 =1,發出刀臂平移指令→檢測刀臂平移到位,復原。
1.2B5001-032VH0B 立臥轉換刀庫臥式換刀流程設計
NC 系統給出命令 M06 T**,PLC 判斷如果立式臥式主軸變量 =10 為臥式換刀過程:刀庫分度運刀至選要刀號T** →發出刀臂平移夾刀指令對應液壓閥工作→檢測刀臂平移夾刀到位信號=1,發出刀臂拔刀指令對應液壓閥工作→檢測刀臂拔刀到位信號 =1,發出刀臂平移指令對應液壓閥工作→檢測刀臂平移到位信號 =1,發出刀臂縮回指令對應液壓閥工作→檢測刀臂縮回到位信號 =1,刀庫分度運刀→換刀機構挪至主軸側與平移縮回同步→檢測換刀機構挪至主軸側信號 =1,機床運行主軸到達待機位置→機床主軸定向 - 檢測主軸定向完成刀臂平移夾刀→機床主軸松刀→檢測主軸松刀到位信號 =1,發出刀臂向下拔刀指令對應液壓閥工作→檢測刀臂向下拔刀到位信號 =1 刀臂旋轉 180°換刀→判斷刀臂旋轉完成,發出刀臂向上插刀指令對應液壓閥工作→檢測刀臂向上插刀到位信號 =1,發出機床主軸夾刀指令→檢測機床主軸夾刀信號 =1 發出刀臂平移指令對應液壓閥工作→檢測刀臂平移到位信號=1,(臥式換刀完成)發出換刀機構挪至刀庫側與平移伸出同步指令→檢測換刀機構挪至刀庫側到位信號 =1,發出拔刀伸出指令對應液壓閥工作→檢測拔刀伸出信號 =1,發出刀臂平移指令對應液壓閥工作→檢測刀臂平移信號 =1,發出插刀指令對應液壓閥工作→檢測插刀到位信號 =1 發出刀臂平移指令→檢測刀臂平移到位,復原。
1.3電氣控制開發
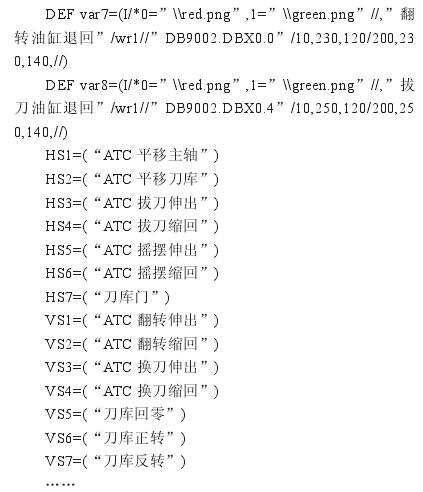
該機床立臥轉換刀庫電控信號交叉復雜,安全條件要求高,調試工作繁重。SINUMERIK 828D BASIC 是該機床的經濟選擇方案。二次界面開發有利于實現系統輔助功能開發,節省資源且穩定可靠[2]。該機床刀庫中間位置復雜(其中,輸入信號 18 個,分別檢測 18 個工位;輸出信號 16 個,分別執行 16 個液壓動作),如果用傳統調試控制方式,需要多個按鈕開關。現在利用 SINUMERIK 828D 用戶界面開發功能可以實現軟件控制,簡單方便操作。圖 2 和圖 3 兩個界面功能能夠實現刀庫的各工位功能。圖 3 是圖 2 刀庫調整的子功能界面。圖 3 中,該界面分為 7個豎排指令(ATC 翻轉伸出、ATC 翻轉縮回、ATC 換刀伸出、ATC 換刀縮回、刀庫零點、刀庫正轉以及刀庫反轉)、1個退出指令和 7 個橫排指令(ATC 平移主軸、ATC 平移刀庫、ATC 拔刀伸出、ATC 拔刀縮回、ATC 搖擺伸出、ATC 搖擺縮回以及刀庫門)。主界面為刀庫狀態監視畫面,包括刀庫手動旋轉條件監視(刀庫使能,機床在手動方式,刀庫正轉,刀庫反轉,刀庫已回零)、刀庫備刀旋轉條件監視(平移到主軸位,搖擺油缸伸出,翻轉油缸退回,拔刀油缸退回)以及軟件監控指示燈。SINUMERIK 828D 的界面開發不僅模擬了執行按鍵,還可以把執行結果實時顯示到主畫面上,方便調試、檢查及系統運行時的實時監控。
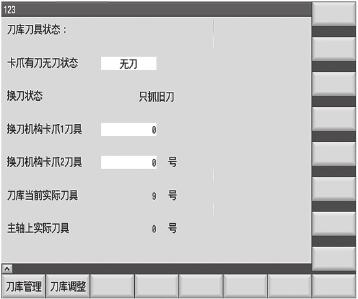
圖 2 刀庫調整主界面
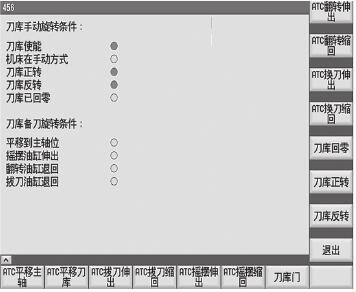
圖 3 刀庫調整子界面
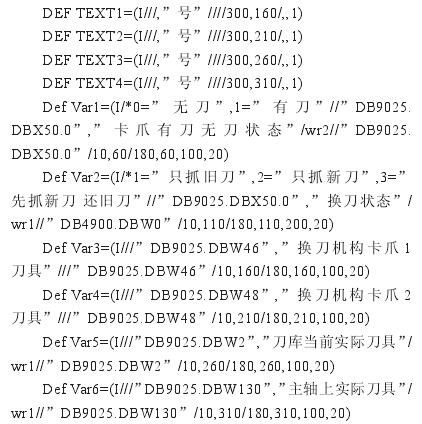
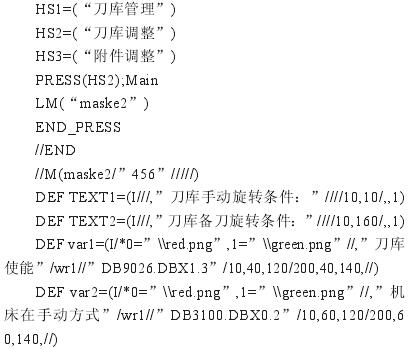
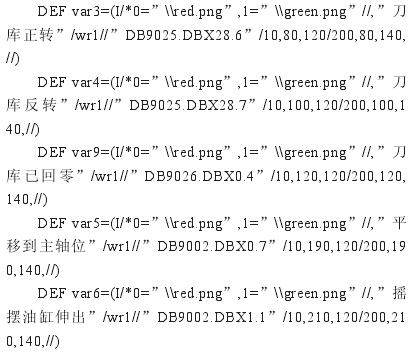
為實現上述功能,兩個畫面內容和功能的實現 ***.com文件為[3]:
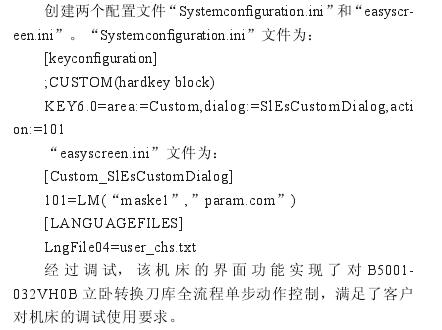
經過調試,該機床的界面功能實現了對B5001-032VH0B立臥轉換刀庫全流程單步動作控制,滿足了客戶對機床的調試使用要求。
2、結語
系統二次開發是介于系統廠商和客戶之間的增值服務,是機床制造廠商的核心技術,是競爭力的綜合體現。在大型龍門和臥式加工中心中使用二次開發,能夠節約成本。該機床已于 2017 年 12 月交付用戶使用,目前機床運行穩定,得到了用戶的認可。
作者:呂高健1 李琦1 孔令濤1 孔德斌1 王磊1 周瑞2,3
來源:1. 山東威達重工股份有限公司2. 齊魯工業大學(山東省科學院) 3. 山東省機械設計研究院
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

