


普通銑床采用坐標法銑削圓弧
2022-11-9 來源: 遼寧軌道交通職業學院 作者:王震
摘要:以普通銑床采用坐標法銑削圓弧為切入視角,對普通銑床采用坐標法銑削圓弧的坐標法計算及應用進行簡要概述,結合加工實例,對機床參數、刀具的尺寸和形狀是根據加工工件型以及坐標法銑削圓弧的具體方法進行實踐討論。
關鍵詞 :普通銑床 ;坐標法 ;銑削圓弧 ;研究與討論
1、加工背景
該單位準備進行機械加工以完成零件。在編制零件的加工工藝文件時,由于其加工要素比較簡單,所以適用于普通銑床加工,因此決定采用普通銑床加工。但是普通銑床在加工圓弧時,如何提高外圓的加工質量和效率,以及如何研究新的加工方法來提高一致性和加工效率。
2、機床參數
為了提高位移精度,減少傳動誤差,首先要保證各種零件的加工精度,然后采用合理的預緊力消除傳動間隙。雖然已采取各種措施消除給料系統的間隙,但仍可能存在少量的間隙。另外,由于受力引起的彈性變形,還會產生間隙,因此,在系統反向運動時,數控裝置仍會發出自動補償的脈沖指令。此次加工設備選取了 X5032 立式銑床,具體參數如表 1 所示。
表 1 X5032 立式銑床參數
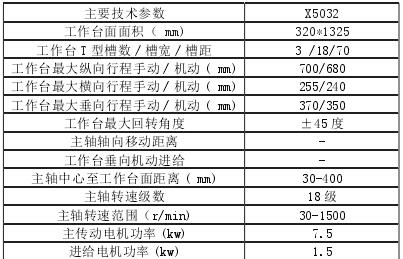
3、刀具的尺寸和形狀是根據加工工件型
選擇型腔的形狀,尤其是半徑的圓角。粗加工應使用大剛度,大直徑的球頭或立銑刀。在加工過程中應使用半徑小于工件半徑的球頭銑刀、錐形球頭銑刀和小型錐形銑刀。圓錐面銑刀是用來加工有一定深度的弧形工件或小的凹面。對刀具的磨削,一般采用雙刃鍵槽銑刀或鉆頭及中心鉆的方式。如果刀片沒有兩個邊,則可以磨四個邊。球頭越大,加工曲線就越精確 ;如果有條件,磨機的磨削效果最好。
4、坐標法計算及應用
計算坐標時,首先按照設定的坐標系繪制工藝尺寸圖,然后根據圖中各段的坐標計算出尺寸 ;圓弧計算一般采用分度計算,而斜線段采用分段計算。如圖 1 所示,工藝尺寸是按 Y 軸劃分的半圓,左右對稱,僅計算一側坐標。根據圖形的特點,從 A 點到 B 點可以計算出 90°角。
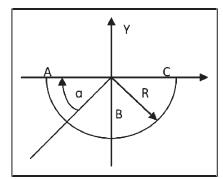
圖 1 半圓形圓弧
以 A 點作為起點 0°,B 點為止點 90°。計算時角度分度單位視加工表面粗糙而定。粗加工取大些,精加工取小些。
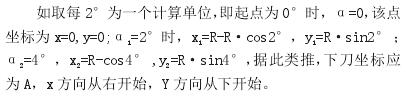
已知 xc,yo,R,α,根據相切原理作 AO 垂直于 AC 得切點 A.由三角形性質可知 α=β,以 A 點為原點,A 碘坐標為|xA| =R·sinβ,|YA| =R·cosβ. 繼而得出 A 點坐標。
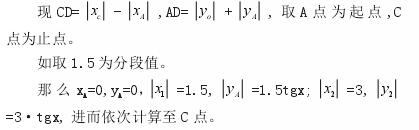
以 A 點為分界點,進行二段計算,A 至 B 段為圓弧段,其夾角為 β,通過角度計算,以上述所討論的圓弧計算方法為標準,去 3°為分度單位,由 A 點至 B 點依次進行計算。得出 :下刀點為 B 點,x 向左,y 向下,點 A 至點 C 為斜線段,通過指教三角形計算可以得出,取 x 軸、y 軸為等分單位,依托相應 x、y 標準值數求出 y 值、x 值。通常情況下,取等分段為整數。
下刀點 A 點 ,x 向左 ,y 向下再如圖 2 所示 , 得出的工藝尺寸圖樣為一切線與兩圓弧相切連接。
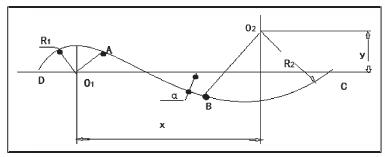
圖 2 切線與兩圓弧相切
 圓弧部,按前面所述的按角度分度計算 ;A 點至 B 點為斜線段 , 可采用分段計算。在實際計算中會遇到各種各樣的圖形 ,要會應用各種幾何計算公式 , 求出各相交點 , 然后采用分度或分段計算。
圓弧部,按前面所述的按角度分度計算 ;A 點至 B 點為斜線段 , 可采用分段計算。在實際計算中會遇到各種各樣的圖形 ,要會應用各種幾何計算公式 , 求出各相交點 , 然后采用分度或分段計算。 5、具體操作步驟
將切割器固定在工件弧與平面的交界處,并通過移動切割器將其固定在工件弧的一邊,切削參數的設置要注意,因在切削過程中,切削參數的設置值即銑工件的厚度,會影響到整個圓弧的中心。如果刀位設置得太深,將導致圖中的弧位整體偏低,因此必須注意刀位的整定狀態。可以把粉筆粉放在工件的側壁上,也可以用工件的下緣輕觸工件的表面,用淺圓柱觀察刀具標記的位置,幫助操作者完成圓弧銑削的刀具設置步驟。工件與工件側壁接觸后,應將水平平臺的標度值調整為“零”,以供參考。將縱向工作臺向左移動。切割工具與工件分離后,將橫桿順時針旋轉。所述控制柄的值為 R+ R,即活動工作臺刀具半徑與圓弧半徑的距離。鎖橫盤鎖緊開關,逆時針旋轉橫盤把手,消除橫盤上導絲桿的反隙,將橫盤把手標定值調整到“零”位置,為銑削圓弧時的橫盤運動提供參考。
手工操作縱形工作臺,使刀具與工件弧面輕輕接觸,即可完成銑弧刀安裝動作。一定要注意,工具設置應該輕巧。銑削圓弧時,刀具與工件側壁接觸時,將縱臺手柄刻度調至零位,作為縱臺運動的基準。如果這一步太深,就會使圓弧中心向左移動,使得后期無法與工件配合。根據坐標值來移動垂直表和水平表。首先移動水平平臺,然后是垂直平臺。當具離開工件時,兩個工作臺總是交替移動,直到完成 1/4 弧形。用這種方法重新銑削四分弧。在加工過程中,操作手柄應嚴格按照坐標值進行加工。操作時,應兩手交替操作水平柄、縱柄或縱柄、橫柄,以保證弧形的順利完成,并嚴格按計算的坐標值移動兩個工作臺,確保工件表面質量良好。
6 、結論
普通銑床加工圓弧時,計算坐標必須準確,操作人員需具備有一定的數學基礎,能使用各種不同的幾何公式,計算坐標必須精確,且操作人員須專心及操作得當,每次移動機床 ( 坐標 ) 都要準確。采用座標法加工圓弧,能有效提高所加工圓弧的有效一致性和表面質量,減少操作對工人技術水平的依賴,有效提高加工效率,減輕工人勞動強度,使生產成本大大降低,經車間使用實踐,該方法還可推廣應用于其他手工加工,具有推廣價值。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

