


BFKl 50/2鏜銑床主軸夾緊裝置的改造
2016-9-19 來源:中冶陜壓重工設備有限公司機動部 作者:任小星
摘要:針對BFKl50/2鏜銑床主軸夾緊功能出現的故障進行分析、判斷和最終解決該問題的過程做了詳細介紹。
關鍵詞:鏜銑床;主軸夾緊;解決方案
該機床主軸作為獨立的主軸組件安裝在主軸箱內,它是由主軸、主軸軸承、主軸軸套等零部件組成。該主軸具有轉速高、調整方便等優點。
1、故障現象及解決措施
該機床要求刀具在固定的角度軸向進給,因此機床設有主軸定向裝置。該裝置由編碼器、聯軸節組成。編碼器主要是對機床主軸轉速和轉角進行檢測。當主軸需要軸向移動時,由編碼器發出信號,使電動機停止轉動,并啟動主軸夾緊裝置將主軸夾緊,然后進行切削加工。
原機床主軸軸向移動夾緊裝置采用的是高強度塑料油管,通過給油管里提供高壓油,使油管徑向漲開一定距離推動管座(可動側)產生位移并向主軸軸承座一側貼緊,產生足夠的摩擦力,從而實現主軸夾緊。保證主軸上的刀具在強力切削時,主軸不會發生軸向竄動,原主軸夾緊裝置如圖1所示。
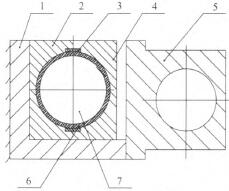
1一槽道;2一管座(固定側);3一塑料襯板;4—管座(可動側)
5—鏜桿軸承座;6一高強度油管;7—進油口。
圖1原主軸夾緊裝置
機床在使用過程中,有段時間總是頻繁出現“主軸未夾緊”報警,剛開始懷疑是主軸夾緊油壓偏低或者是壓力油管漏油,去液壓站查看壓力表讀數并檢查壓力油的進出油管、各管接頭是否漏油以及方向控制閥、壓力控制閥和流量控制閥等相關元件是否損壞,結果發現壓力表讀數在說明書要求的6—8 MPa內,并且進出油管、各接頭處均無漏油現象,相關控制元件均無損壞。
由于該機床為德國上世紀70年代的進口設備,使用年限較長,原裝的夾緊裝置中油管老化,強度降低,長期使用后出現針孔及細小裂紋,導致油管漏油,無法建立起壓力,最終導致主軸無法夾緊,機床不能正常運行。經過現場觀察并了解該機床結構后,最終決定將其夾緊裝置進行改造。改造后的夾緊裝置如圖2所示,該夾緊裝置是由多個小活塞缸組成,通過活塞推動摩擦片,使摩擦片貼緊主軸軸承座一側,產生足夠的摩擦力,從而實現主軸夾緊功能,保{幣機睞能詎常運行。
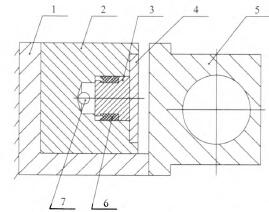
1一槽道;2—缸體;3一活塞;4一摩擦片;5—鏜桿軸承座
扣密封;7—進油13
圖2改造后主軸夾緊裝置
2、夾緊為計算
2.1改造前受力情況
改造之前高壓油管直徑D=15 mm,長度L=350mm。機床主軸夾緊來油壓力P=7 MPa,鋼與鋼的摩擦系數p=0.1。管座(可動側)受力簡圖如圖3所示:

圖3管座(可動側)受力向圖
管座(可動側)受力情況計算如下:

2.2改造后受力情況
改造后單個活塞受力面直徑d=35 mm,長度L=550 mm的活塞缸體上分布的活塞總數N=12。鋼與鋼的摩擦系數肛=0.1,受力計算如下:
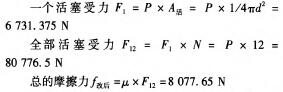
經過比較可以知道厶后>厶前,理論是成立的。經過長時間運行驗證,結果沒有發現該機床再出現過“主軸未夾緊”報警,機床操作者也反映機床使用情況比以前好多了,經過多次反復試驗,證明改造是成功的。
參考文獻
[1]余仲裕.數控機床維修[M].北京:機械工業出版社,2003.
[2]徐橫.數控機床維修[M].沈陽:遼寧科學技術出版社,2005.
[3]任建平.現代數控機床故障診斷及維修[M].北京:國防工業出版社。2005.
[4]成大先.機械設計手冊單行本.常用設計資料[M].北京:化學工業出版社,2004.
[5]陳奎生.液壓與氣壓傳動[M].武漢:武漢理工大學出版社,2001.
[6]方曉華.高等數學[M].北京:機械工業出版社,2010.
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

