


基于運行可靠性的電火花加工機床監控維護系統設計
2018-2-12 來源:北京市電加工研究所 電火花加工技術實驗 作者:孫東江 伏金娟 何虎 姜浩
摘 要: 電火花加工機床因不正確的操作和維護而引發的故障率較高。為此研究并設計了電火花加工機床監控維護系統,實現對機床狀態的監測和機床的維護,提升了機床的運行可靠性。考慮到監控維護系統自身的可靠性是實現監控準確可靠的必要條件,因此從硬件可靠性設計角度對各模塊的設計進行了深入探討,所形成的裝置已在電火花加工機床的監控系統上得到應用和驗證。
關鍵詞: 電火花加工機床; 監控維護系統; 運行可靠性
電火花加工機床使用過程中,某些電器元件或機械零部件可能出現損壞或故障,降低機床運行的可靠性。如何通過可靠性設計提升電器元件和機械零部件的應用可靠性,預防各種故障,實現預測性維護保養,進而提高機床的無故障工作時間和使用壽命是可靠性工作尤其是運行可靠性工作的核心問題。
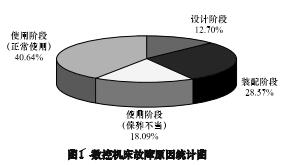
張根保教援在他的文章中指出: 機床運行因素引起的故障會占總故障的 20% 左右。圖 1 為唐賢進學者獲得的某廠數控臥式加工中心的故障統計情況。從圖可以看出,機床使用過
程中引發的故障占 58. 73% ,其中保養不當占比達18. 09% 。數據進一步說明,數控機床正確的維護保養對于機床的可靠性是至關重要的。
2000 年英國可靠性專家 O'CONNOR指出: 現有的可靠性研究局限于概率統計方法,闡述了在解決工程實際問題時容易產生誤導和無效的原因。2009 年意大利學者 ZIO提出: 利用狀態監測來確保系統可靠的運行,以減少故障,提高生產率。我國學者張根保運用模糊集理論,建立了數控機床模糊可靠性分配指標體系和權重來解決傳統可靠性理論的缺陷; 開發了用戶開機強制維護保養界面,強制用戶在機床運行前對機床進行保養,提升運行可靠性 。
本文為提升電火花加工機床的運行可靠性,設計了機床監控維護系統,對電火花加工機床本體、脈沖電源進行監控和維護保養提醒; 同時,針對監控維護系統的應用可靠性,對監控主板接口電路進行了可靠性設計。
1、電火花加工機床監控維護系統總體設計
電火花加工機床主要包含機床本體、數控系統、脈沖電源、工作液系統、氣路系統等部分。監控維護系統需要依據機床狀態信息的實時采集、歷史維護數據等制定維護策略,并通過人機接口、蜂鳴器等方式預警,報警給操作和維護人員。
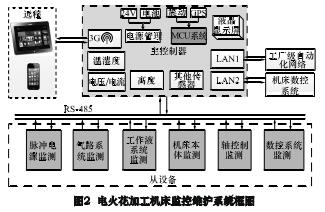
如圖 2 所示,電火花加工機床監控維護系統包含主控制器和從設備兩部分。主控制器采集溫濕度、高度、震動、GPS 等機床工作環境信息; 通過 RS485 總線實現各從設備監控節點傳感器的分布式數據采集; 通過以太網或者無線網絡與數控系統和服務器進行通訊。
主控制器的液晶屏可以顯示這些從設備采集的數據、維護提醒,也可以配置設備編號和遠程服務器地址。
2、主控制器硬件及接口可靠性設計
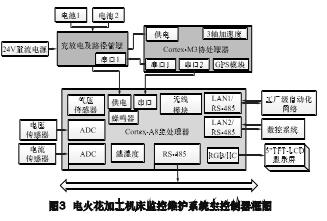
圖 3 是電火花加工機床監控維護系統主控制器硬件框圖。控制器采用具有高性能、低功耗、多接口的ARM Cortex - A8 內核微處理器作為主處理器,協處理器采用超低功耗
ARM Cortex - M3 微處理器。主監控CPU 主要功能是進行電壓、電流、溫度、高度等數據的采集和通過以太網或者 3G 無線網絡與數控系統通訊,并且進行數據處理和維護策略等運算。
協處理器MCU 主要功能是讀取 GPS 數據、采集震動參數、進行智能電池電源管理等。主監控 CPU 與協處理器 MCU之間通過串口進行通訊。
2. 1 網絡接口設計
主控制器通過以太網上傳監控數據。本系統采用千兆以太網接口,充分考慮傳輸帶寬的同時,通過接口可靠性設計提升監控可靠性。圖 4 是設計的電火花加工機床監控維護系統主控制器以太網接口的原理圖。
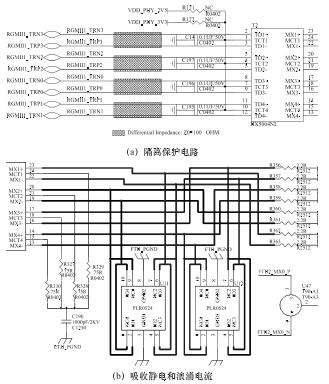
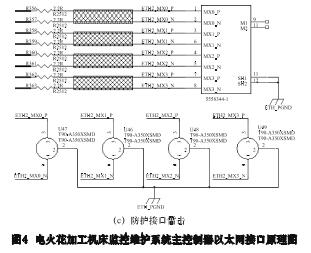
在圖 4a 中,四對差分線阻抗控制為 100 Ω,通過 1: 1千兆變壓器隔離保護內部電路; 在圖 4b 中,在變壓器輸出到連接器之間通過 TVS 管及串接電阻實現對靜電和浪涌電流的吸收; 在圖 4c 中,通過氣體放電管實現接口的雷擊防護。
2. 2 控制器
RS485 接口主控制器與機床的傳感器及采集節點往往在不同的位置,需通過現場總線將數據實時傳輸到主控制器,以便實現監控和管理。RS485 總線采用平衡發送和差動接收方式實現通信,具有很高的通信可靠性,同時因其簡單、成熟、低廉、便于維護等特點廣泛應用于工業現場中。
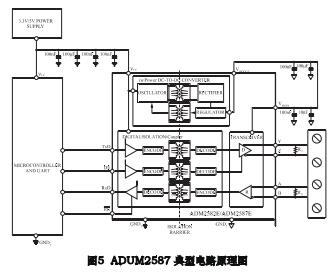
本設計采用 ADUM2587 進行接口可靠性設計。ADUM2587 具有 2. 5 k V rms 隔離電壓,± 15 k VESD 保護,開路、短路故障保護等特性,并集成隔離DCDC 轉換器。利用ADUM2587 的開路、短路故障保護功能,在單個設備節點出現異常時不會影響其他節點的通訊。圖 5 為其典型電路原理圖。
據此,并充分考慮可靠性設計,主控制器的 RS485電路原理圖優化為如圖 6a 所示。圖 6b 中 J24 的 1 腳為主控制器的接口地。RS485的接地問題常常被忽視,誤認為 RS485
不需要信號地,認為節點間只需要一根雙絞線將 A、B 端連接起來就可以了。
雖然這種方式在某些情況下也可以工作,但 RS485 的收發器只有在共模電壓不超出 - 7 ~ +12V 的條件下才能正常工作。因為接收端的共模電壓等于發送端的共模電壓加上地電位差,若兩端接地線未連接,共模電壓可能超出上述正常工作范圍,進而影響通信的可靠性,甚至損壞接口。
因此,采用低阻的信號線或屏蔽層將兩端接口的工作地連接起來,使地電位差為零,是總線通訊可靠性設計不可或缺的工作。
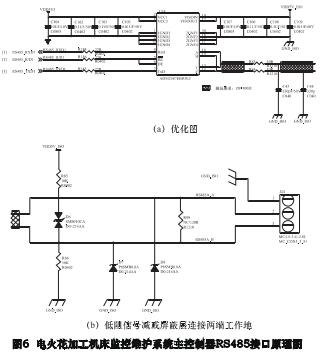
根據傳輸線理論,在 RS485 網絡的兩端加入終端電阻 ( 圖 6b 的 R99 ) 來 吸 收 網 絡 上 的 反 射 干 擾。RS485 總線處于空閑狀態,需要有上拉電阻( 圖 6b 的R85
) 和下拉電阻( 圖 6b 的 R86) 來確保 A、B 線之間有一個確定的空閑電位。RS485 總線 只是 定 義了 接 口 電 平等 物 理 層 標準,上層協議尚需根據實際工程的需要來定義。通常數據包協議格式由引導碼、長度碼、地址碼、命令碼、數據、校驗碼、尾碼等組成,協議不夠簡練。Mod-bus 協議以其簡練、開放、成熟等特點在工控、水文、電力等行業的設備及系統中得到了廣泛的使用。
本文采用 Modbus 協議來進行主設備和各從設備之間的通信。
3 、電火花加工機床監控維護系統軟件開發
3. 1 主控制器程序流程
主控制器主要完成兩個功能: 一是通過各傳感器及節點獲取機床實時狀態; 二是對數據進行分析匯總,并在本地和遠端呈現給維護人員機床狀態和維護提醒。首先,系統上電后,進行初始化操作,主要包括設置通訊接口、定時器、開門狗、傳感器等內容。
初始化完成后,主控制器配置從設備節點,包括節點數量、節點地址、節點通訊速率等內容。從設備節點配置完成后,控制器開始對從設備節點進行掃描,并對獲取到的節點報文進行處理。
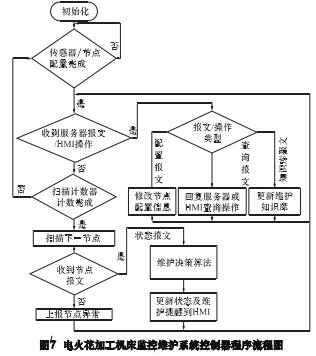
控制器將來自服務器的報文分為服務器配置報文、服務器查詢報文、服務器維修知識庫更新報文三類; 控制器接收從設備節點報文后,結合維護知識庫,執行維護決策算法,并在 HMI 更新維護提醒。參見圖7 所示程序流程圖。本控制器的設計中,控制器可以將狀態及維護信息上傳到遠端服務器; 同時,控制器可以脫離服務器單獨運行,并通過
HMI 實時呈現機床狀態和維護提醒信息; 控制器還可以根據掃描節點數的多少及故障狀態情況,自動配置節點、調整掃描時間間隔等,既降低了通信故障率,又可以通過提升故障掃描間隔來準確獲取故障狀態數據,進而提高機床的可靠性與安全性。
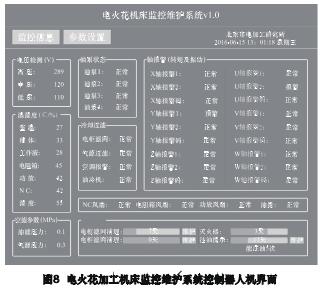
3. 2 控制器人機界面設計
控制器的人機界面按照簡單可靠的原則進行設計。圖 8 界面主要包含機床監控和維護兩個部分。系統分別對油泵、過濾系統、各核心模塊的溫濕度、各軸狀態進行實時監控,并在監控菜單顯示; 系統依據監控數據及各模塊維護的歷史經驗,制定維護策略,通過進度條直觀地顯示在維護菜單上。
4 、結語
( 1) 為提升電火花加工機床的運行可靠性,本文設計了一種電火花加工機床監控維護系統,詳細討論了電火花加工機床監控維護系統控制器的可靠性設計內容和需要注意的問題
( 2) 系統采用分布式總線實現控制器與節點、控制器與服務器的通訊,控制器可獨立工作,節點具有很強的容錯能力,有效地提高系統的可靠性、安全性。
( 3) 圖 9 是本文依據上述研究設計完成的電火花機床監控維護系統控制器裝置,在 A35 數控電火花成形加工機床上進行了初步應用和驗證,達到了的預期的目的。
本文對電火花加工機床的運行可靠性工作進行了初步的探討,拋磚引玉,希望引起業界學者的關注,后續工作還需積累更多的機床數據,優化維護策略,進而更好地提升電火花加工機床的運行可靠性。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

