


美國車輪鏜床加工慣性質(zhì)量問題分析及解決
2017-6-22 來源:中車長江車輛有限公司株洲分公司 作者:馮丹陽
摘要:闡述了由激光測量誤差而引起的加工質(zhì)量問題,通過改變加工定位、調(diào)整電氣控制和加工程序,對不同型號的車輪反復(fù)進(jìn)行數(shù)據(jù)測量、分析,并對程序進(jìn)行調(diào)整,徹底解決了這個(gè)慣性質(zhì)量問題。
關(guān)鍵詞:鏜床;定位方式;測量誤差
1.問題的提出
SN-841車輪鏜床是加工車輪(車輪示意圖見圖1)輪孔的專用機(jī)床,在加工輪轂孔外側(cè)端面的過渡圓弧mm時(shí),由激光測量裝置控制加工位置。生產(chǎn)過程中,由于激光麵誤差,使輪轂孔端面與輪孔的過渡圓弧*現(xiàn)過切或未切的慣性質(zhì)量問題,造成的返工約占加工數(shù)量?獅£右,該冋題自設(shè)備二了以來-予=能有效解決。

2.原因分析
美隨床加工車輪內(nèi)孔時(shí),是以輪輞端面作為帛位基準(zhǔn)面。由于輪轂孔端面與輪輞端面的距離不確定(公差為12關(guān)),故在加工前必須細(xì)激光據(jù)的方式測得輪穀孔端面的實(shí)際位置,再進(jìn)行鍾孔加工。但是,激光測量的準(zhǔn)確度,時(shí)常會因輪轂孔端面的毛刺、坡等因素的成響,產(chǎn)生偏差,從而導(dǎo)致加工出來輪轂外端面的尺3mm倒角出現(xiàn)過切或未切現(xiàn)象。
原機(jī)床使用的定位方式,以輪輞端面作為加工定位基準(zhǔn)面(見圖2)。
要查找激光掃描測量不準(zhǔn)的真正原因,首先對機(jī)床激光測量掃描段的程序軟件進(jìn)fT分析。

表1 2種不同“BY PASS”值的測量結(jié)果
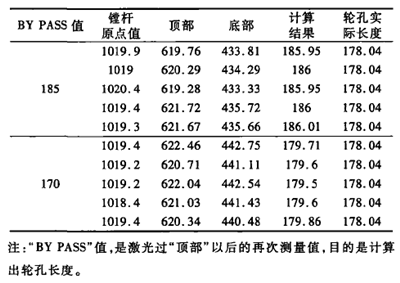
可見,用激光掃描的測量方法,不能可靠地確定輪轂孔端面的實(shí)際位置。
正是因?yàn)榧す獾娜≈挡环€(wěn)定,最終造成輪轂孔端面的倒角及3mm尺寸出現(xiàn)過切或未切的現(xiàn)象。
3.解決方案
將原機(jī)床以輪輞端面作為加工定位基準(zhǔn)改成以輪轂孔端面作為加工定位基準(zhǔn),那么相對于加工刀具而曰輪威孔W面就是一個(gè)固疋值,上述的不利因素就不會造成影響了。
序號輪餅編號放松夾緊差值定位基準(zhǔn)裝置見圖3 。

當(dāng)改變了定位方式后,是否會因?yàn)槎ㄎ幻娣e變小,造成夾持不穩(wěn),使得加工后的輪餅端面跳動(dòng)超差(跳動(dòng)量不大于〇.5mm為合格)。針對此疑問,做了以下測試。
任意挑選幾個(gè)不同廠家的輪餅,分別以輪輞端面和輪轂孔端面的定位方式測量其端面跳動(dòng)量(見表2)。
不同的定位方式下,卡爪夾緊和松開輪餅測量其端面跳動(dòng)的數(shù)據(jù)見表3。
可見,無論是以輪輞端面定位還是以輪轂孔端面的方式定位,加工后的輪餅其端面跳動(dòng)都不會超差。
當(dāng)采用輪轂孔端面作為定位基準(zhǔn)后,輪轂孔端面就成為定值(常量)。這時(shí),通過修改程序把這個(gè)
表2不同定位方式下的端面跳動(dòng)數(shù)據(jù) mm
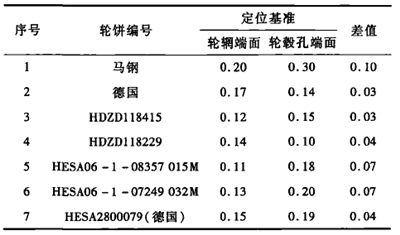
表3夾緊和放松時(shí)端面跳動(dòng)數(shù)據(jù) mm

4.結(jié)束語
使用至今,該機(jī)床每天兩班制滿負(fù)荷生產(chǎn),再?zèng)]有出現(xiàn)因加工輪轂孔端面K3mm倒角不合格的質(zhì)量問題,徹底解決了美國鏜床加工輪孔的慣性質(zhì)量問題。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別