


摘要:針對T68 型臥式鏜床傳統繼電器控制系統可靠性差等問題,提出PLC 改造方案。
關鍵詞:PLC;臥式鏜床;控制系統
0 引言
應用PLC 對現有的機械加工設備的電氣控制系統進行改造,可以把機械加工設備的功能、效率、柔性提高到一個新的水平, 大大改善產品的加工質量,降低設備故障率,提高生產效率,經濟效率顯著。傳統的鏜床控制采用繼電接觸器控制系統, 不但接線復雜,而且經常出現故障,可靠性較差。為此,根據臥式鏜床的特點,采用PLC 對其控制系統進行改造。
1 、T68 臥式鏜床的電氣控制
1.1 主電路
T68 型臥式鏜床電氣控制線路有兩臺電動機;一臺是主軸電動機M1,為雙速電動機,作為主軸旋轉及常速進給的動力,有熱繼電器作為過載保護;另一臺是快速進給電動機M2, 作為各進給運動的快速移動的動力,因為是短時工作制,所以不需要用熱繼電器進行保護。
1.2 星角降壓啟動
定子繞組接成星形時, 由于電動機每相繞組額定電壓只為角形接法的1/3,電流為角形接法的1/3,電磁轉矩也為角形接法的1/3,因此,對于角形接法運行的電動機,在電動機啟動時,先將定子繞組接成星形,實現降壓啟動,減少啟動電流,當啟動即將完成時再換成角形,各繞組承受額定電壓工作,電動機進入正常運行, 故這種降壓啟動方法稱為星角降壓啟動。
1.3 反接制動
反接制動即在電動機切斷正常運轉電源的同時改變電動機定子繞組的電源相序,使之有反轉趨勢而產生較大的制動力矩的方法。反接制動的實質是使電動機欲反轉而制動, 因此當電動機的轉速接近零時,應立即切斷反接轉制動電源,否則電動機會反轉。實際控制中采用速度繼電器來自動切除制動電源。
1.4 控制電路
控制電路包括7 個交流接觸器,2 個中間繼電器,以及1 個時間繼電器KT, 共10 個電器的線圈支路,該電路的主要功能是對主軸電動機進行控制。在啟動主軸電動機之前, 首先要選擇好主軸的轉速和進給量,并且調整好主軸箱和工作臺的位置。
2、 PLC 控制系統
T68 臥式鏜床PLC 控制系統屬于典型的單機控制系統,輸入/ 輸出信號均為開關控制量,一般的繼電器輸出型PLC 就可以滿足控制上的要求。另外,由于X62W 銑床不屬于大型機床,輸入信號傳輸距離不大,控制電路比較集中,不必采用單獨的控制柜來安裝電器元件。
設計有18 個輸入和9 個輸出。所以選擇CPU 226型PLC。
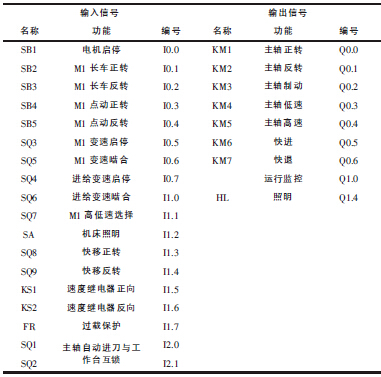
根據控制系統要求,設計控制系統中的I/O 分配,如表1 所示。
表1 控制系統中I/O 口的分配
PLC 接線圖如圖1 所示。
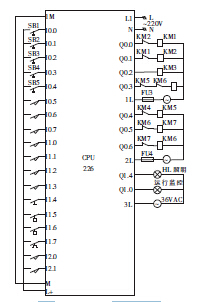
圖1 PLC 接線圖
根據臥式鏜床工作過程的控制要求和臥室鏜床的電器控制原理,分析輸入、輸出量之間的關系,設計TLC 的控制程序:
(1)主軸與工作臺選擇,程序如圖2 所示。PLC通電, 由于主軸自動進刀與工作臺進給(I2.0、I2.1)互鎖只能有一個動作, 因此M1.0 置1,M1.0觸點動作。
2 、主軸工作臺選擇
(2)M1 的正轉連續控制,程序如圖3 所示。
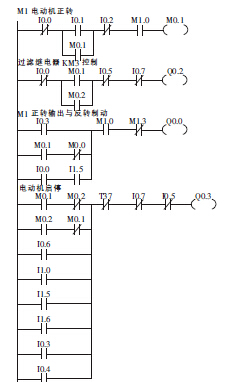
圖3 M1 正轉連續控制
按下正轉啟動按鈕SB2,I0.1 置1,則M0.1 置1 自鎖,Q0.0、Q0.2、Q0.3、M0.1 置1,KM1、KM3、KM4 得電,M1 接成角低速全壓啟動,轉速上升,上升到120r/min,KS1(I1.6)動作,為反接制動準備。
(3)正轉低速停車,反接制動,程序如圖4 所示。
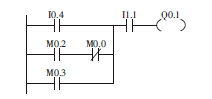
圖4 M1 正轉反接制動
按停車按鈕SB1,I0.0 閉合,M0.1、Q0.0、Q0.3 置1,KM1、KM4 失電,同時Q0.1、Q0.3 得電置1,KM1、KM4得電,M1 串電阻R 反接制動,轉速下降,下降到100r/min,KS1 復位,I1.6 斷開,Q0.3 復位置0,KM4 失電,M1 停車結束。
(4)M1 正轉高速啟動,程序如圖5 所示。
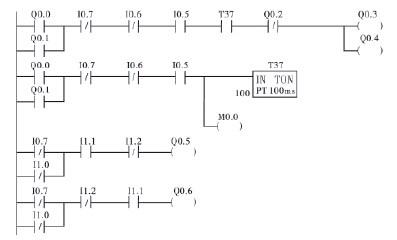
圖5 M1 正轉高速啟動
主軸變速手柄打到高速,I1.1 置1。控制過程同低速類似,按下正轉啟動按鈕SB2,I0.1 置1,則M0.1 置1 自鎖,Q0.0、Q0.2、Q0.3、M0.1 置1,KM1、KM3、KM4得電,M1 接成角低速全壓啟動, 轉速上升, 上升到120r/min,T37 開始延時, 延時3s,Q0.4 置1,KM4 失電,KM5 得電,M1 接成YY 高速運行,轉速上升。KS1(I1.6)動作,為反接制動準備。
(5)正轉高速停車,同正轉低速停車類似,采用的是低速反接制動。
(6)M1 反轉控制,程序如圖6 所示。
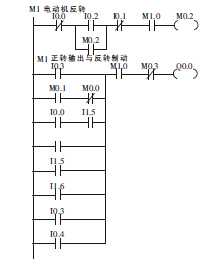
圖6 M1 反轉控制
(7)M1 點動控制,程序如圖7 所示。

圖7 M1 點動控制
SB4 和SB5 分別為正反轉點動控制按鈕。當需要進行點動調整時, 可按下SB4、SB5 使線圈KM1、KM2通電,KM4 線圈也隨之通電,電機隨之轉動。
(8)主運動變速,程序如圖8 所示。
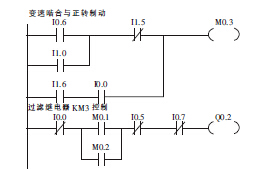
圖8 M1 變速控制
主軸變速制動,將主軸變速手柄拉出,SQ3 復位,制動停車,調變速盤至所需速度,將操作手柄推回原位,若發生頂齒現象,則進行變速沖動。
變速過程中發生頂齒現象,I0.6 置1,Q0.0、Q0.3置1,KM1、KM4 得電,M1 低速啟動,轉速上升,KS1 動作,M1 進行反接制動,轉速下降。M1 一直反復啟動制
動直至齒輪嚙合為止,變速沖動結束。
(9)M2 快移, 程序如圖9 所示。M2 電機通過SQ8、SQ9 控制M2 的正反轉。
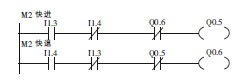
圖9 M2 快移
3、 結語
采用S7-200PLC 對T68 臥式鏜床傳統的電氣控制系統進行改造,提高了機床的可靠性和抗干擾能力,使機床具有良好的柔性,使用方便,功能完善,還具有與監控計算機聯網的功能。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

